Изобретение относится к электрометаллургии, в частности к оборудованию для получения слитков в охлаждаемых кристаллизаторах.
Известны установки, на которых получают слитки методом электрошлакового, электронно-лучевого или плазменного переплава с перемещением слитка относительно кристаллизатора. На этих установках кристаллизаторы в начале плавки устанавливаются на поддоне (обычно охлаждаемом)После наплавления слитка небольшой высоты перемещают вниз поддон со слитком или поднимают вверх кристаллизатор. В обоих случаях для удержания слитка на поддоне применяются металлические затравки, закрепленные на поддоне. Известны поддоны, применяемые на таких установках, в которых на рабочей поверхности имеются углубления, куда выставляются затравки квадратного, круглого или прямоугольного сечения. Эти затравки, свариваемые с направляемым слитком в начале плавки, удерживаются в поддоне стержнями (штырями), которые прижимают затравки по их боковой поверхности и расположены в отверстиях в плите поддона. Это позволяет удерживать слитки на поддоне с силой, превышающей силу трения между поверхностью слитка и стенками кристаллизатора.
Однако эти поддоны требуется оборудовать специальными устройствами, воздейстс вующимн на стержни (штыри) со значительными усилиями. Эти устройства сильно усложняются, если конструкция печи предусматривает введение (расположение) поддона в полости кристаллизатора формирующей слиток.
Цель изобретения - упрощение устройства для крепления затравок.
Для этого предлагается поддон, в котором на рабочей поверхности имеются углубления для металлических затравок, сваривающихся со слитком в начале плавки, и отверстий, пересекающихся с указанными углублениями, расположенных в плите поддона и предназначаемых для крепящих затравки штырей. Отверстия, пересекающие углубление для затравок, выполнены сквозными.
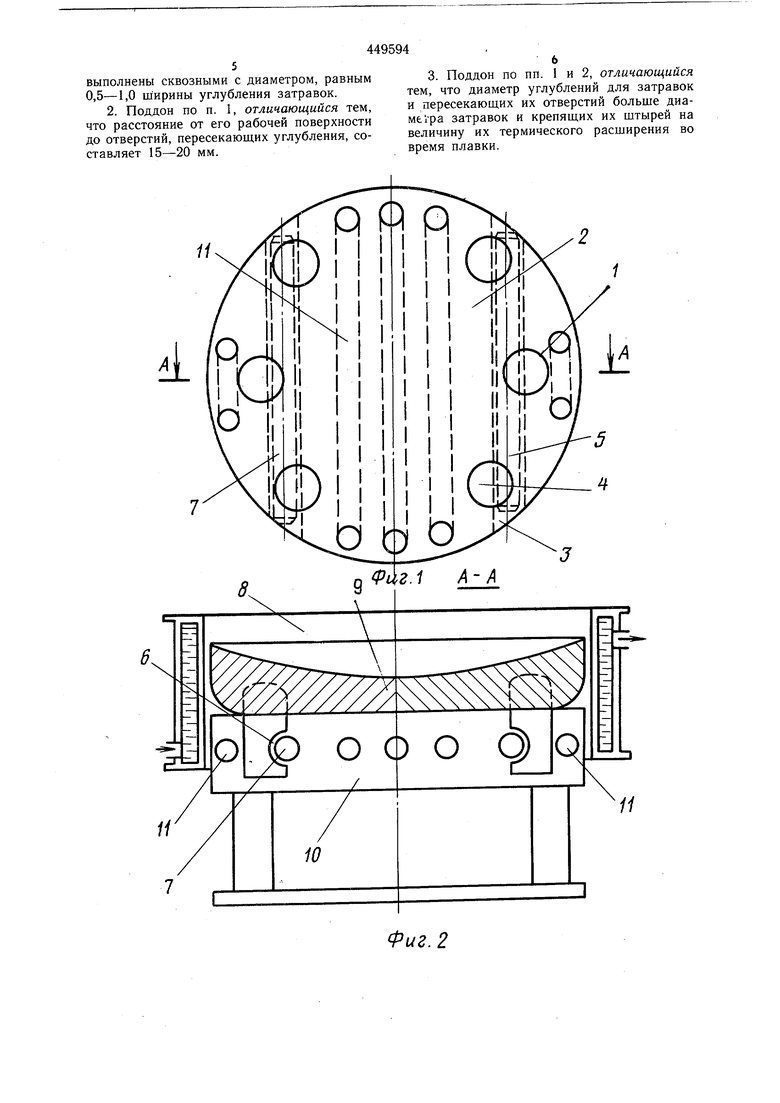
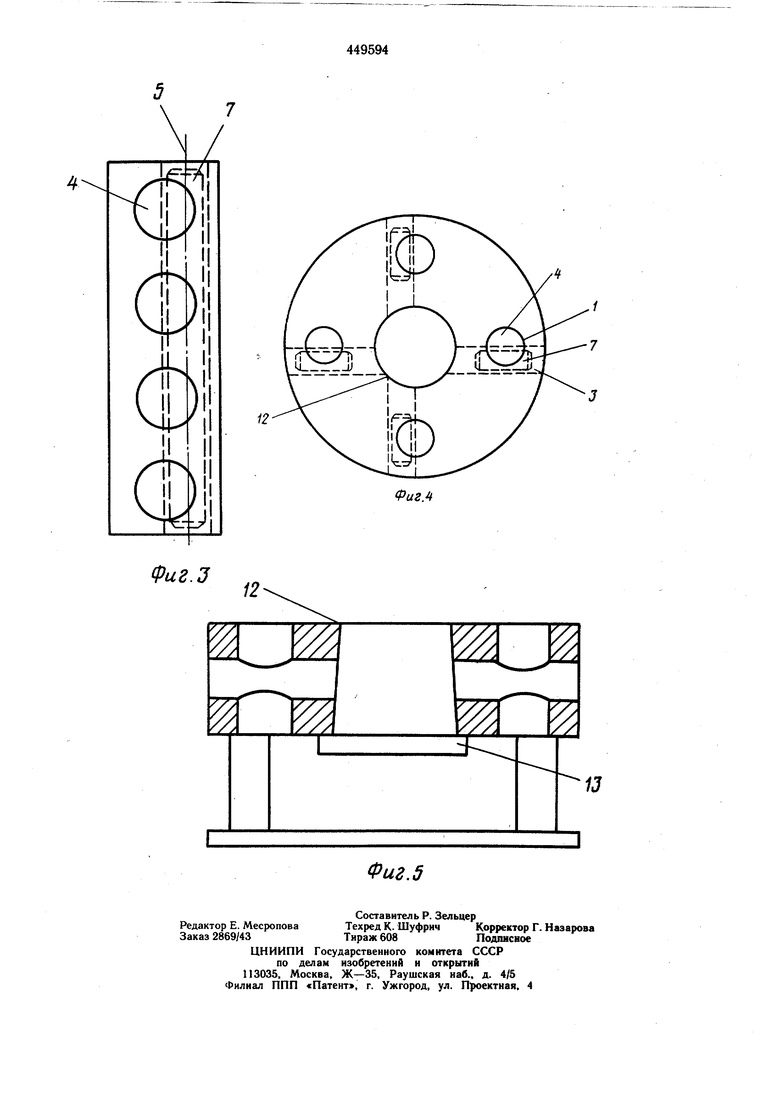
Целесообразно сквозные отверстия выполнять с одной стороны вертикальной оси указанных углублений. При этом упрощается изготовление затравок, облегчаются сборка поддона перед плавкой и раскрепление затравок после плавки. Если сквозное отверстие выполнить таким образом, чтобы оно пересекало несколько углублений для затравок, то в этом случае можно применить один стержень для крепления затравок, например при выплавке слитка сляба (прямоугольного слитка с отношением сторон более 1:5). Углубления для затравок могут быть выполнены квадратного, прямоугольного или круглого сечения. Наиболее рациональным и простым является выполнение углублений для затравок и отверстий для стержней круглого поперечного сечений путем сверловки. Диаметр отверстия для стержней предпочтительно иметь равным 0,5-1 толщины затравки. При этом целесообразно отверстие для стержней выполнять так, чтобы ось его проходила от оси углубления для затравки на расстоянии, равнбм половине ширины углубления (радиуса углубления). Углубление для затравок нужно располагать равномерно по периметру рабочей поверхности поддона на одинаковом расстоянии от края этой поверхности. В этом случае затравки свариваются со слитком и удерживают его по периметру сечения в наиболее охлаждаемой части слитка. При этом полностью исключается возможность отрыва затравки от слитка по сравнению с размещением затравки в центре сечения слитка, где слиток охлаждается менее интенсивно, и, следовательно, слой затвердевшего металла меньше, чем на периферии слитка. При применении поддона для выплавки полых слитков с отверстием в центральной части его рабочей поверхности, в котором размещается в начале плавки внутренний кристаллизатор, отверстия для стержней могут быть выполнены в направлении к этому центральному отверстию поддона. Для уменьшения толщины поддона целесообразно сквозные отверстия для стержней выполнять параллельными отверстиям для охлаждающей поддон воды на одинаковом с ними расстоянии от рабочей поверхности поддона. Размеры сечений углублений для затравок и сквозных отверстий следует выполнять больших размеров соответственно затравок и стержней на величину термического расширения их при плавке. Это включает заклинивание затравок и стержней при съеме слитка с поддона. На фиг. 1 изображен поддон в плане для выплавки слитка круглого сплошного сечения с отверстиями для стержней, пересекающими каждый по три углубления для затравок; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - поддон для выплавки слитка прямоугольного сечения, вид в плане; на фиг. 4 - то же, для выплавки полого слитка со сквозными отверстиями, направленными к отверстию в центральной части рабочей поверхности поддона; на фиг. 5 - то же, для слитков сплошного сечения с вставкой в центральной части рабочей поверхности. Рассмотрим работу поддона на примере использования его для выплавки круглого слитка (фиг. 1). Углубления 1 рабочей поверхности 2 пересекаются отверстиями 3. Каждое из отверстий 3 пересекает углубления для затравок 4, каждое углубление 1 пересекается с одной стороны от оси 5 отверстием 3. Перед плавкой в углубления 1 вставляются затравки 4 с пазами б, расположенными в сторону отверстий 3. В отверстие 3 вводятся стержни Удлиной, меньшей, чем длина сквозных отверстий 3. Диаметр отверстий 3 и углублений 1 больше диаметра стержней 7 и затравок 4 на величину их термического расширения при плавке. После направления металла на рабочую поверхность поддона он сваривается с выступающими над поддоном частями затравок, твер деет и в дальнейшем при перемешении кристаллизатора 8 относительно слитка 9 удерживается затравками на поддоне. После выплавки слитка стержни 7 выталкивают из отверстий 3, и слиток снимается беспрепятственно с поддона. Между отверстиями 3 в плите 10 поддона располагают на одинаковом расстоянии от его поверхности отверстия 11 для охлаждающей воды. При выплавке прямоугольного слитка - сляба затравки 4 располагают в ряд и закрепляют их от перемещения одним стержнем 7. После о ончания выплавки полого слитка стержни 7 выталкиваются в центральное отверстие 12. Этот же поддон (фиг. 4 может быть применен для выплавки слитков сплошного сечения (фиг. 5). Для этого в отверстие 12 снизу вставляется пробка 13, которая после выплавки слитка удаляется из отверстия 12 и затем в это отверстие выталкиваются стержни 7. Целесообразно отверстие 12 и пробку 13 выполнять ущиренньии1и книзу. Описываемый поддон позволяет умеиьшить расход металла на его изготовление и изготовление затравок, упрощает обслуживание печей с подобными поддонами и позволяет отказаться от громоздких устройств для крепления затравок. Формула изобретения 1. Поддон охлаждаемого кристаллизатора, имеющий углубление для затравок и отверстия, пересекающиеся с углублениями, отличающийся тем, что, с целью упрощения устройства для крепления затравок, отверстия пересекающие углубления для затравок,
выполнены сквозными с диаметром, равным 0,5-1,0 ширины углубления затравок.
2. Поддон по п. 1, отличающийся тем, что расстояние от его рабочей поверхности до отверстий, пересекающих углубления, составляет 15-20 мм.
3. Поддон по пп. 1 и 2, отличающийся тем, что диаметр углублений для затравок и пересекающих их отверстий больще диаметра затравок и крепящих их штырей на величину их термического расширения во время плавки.
Фиг. 2
Фиг.з
12
Риг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поддон | 1973 |
|
SU470176A1 |
| Печь электрошлакового переплава | 1973 |
|
SU473427A1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2007 |
|
RU2360014C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2497959C1 |
| Способ индукционного переплаваМЕТАллОВ и СплАВОВ | 1979 |
|
SU817069A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ МЕДИ ИЛИ ЕЕ СПЛАВОВ | 2004 |
|
RU2247162C1 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СЛИТКОВ | 2011 |
|
RU2489505C2 |
| Установка для электрошлаковой выплавки полукольцевых заготовок | 1976 |
|
SU548146A1 |
| Затравка установки непрерывного литья | 1982 |
|
SU1016049A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ-ЭЛЕКТРОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466197C1 |