При электрической дуговой сварке обычно дуга горит в атмосфере воздуха. Окисление и нитрирование металла, переходящего с электрода на изделие, в последнее время, стремятся уменьшить применением специальных обмазок и путем подбора входящих в состав обмазки компонентов добиваются увеличения прочности шва. Полное отсутствие вредного влияния воздуха достигается при сварке в атмосфере различных так называемых защитных газов или при сварке расщепленным в дуге атомным водородом.
Однако, первый способ с одной стороны не дает полного устранения вредного влияния воздуха, а с другой обмазки усложняют производство электродов и увеличивают их стоимость, второй же требует специальной дорого стоящей аппаратуры.
При предлагаемом способе дуговой сварки под слоем защищающей от окисления атмосферным воздухом жидкости, что вообще также уже известно, сварка производится так, что дуга горит в растворе (в воде или в других жидкостях) различных солей, кислот и щелочей, например поташа, поваренной
(272)
СОЛИ, двухромокислого кали, буры и соляной кислоты, которые повышают механические свойства сварочного шва за счет составных элементов раствора.
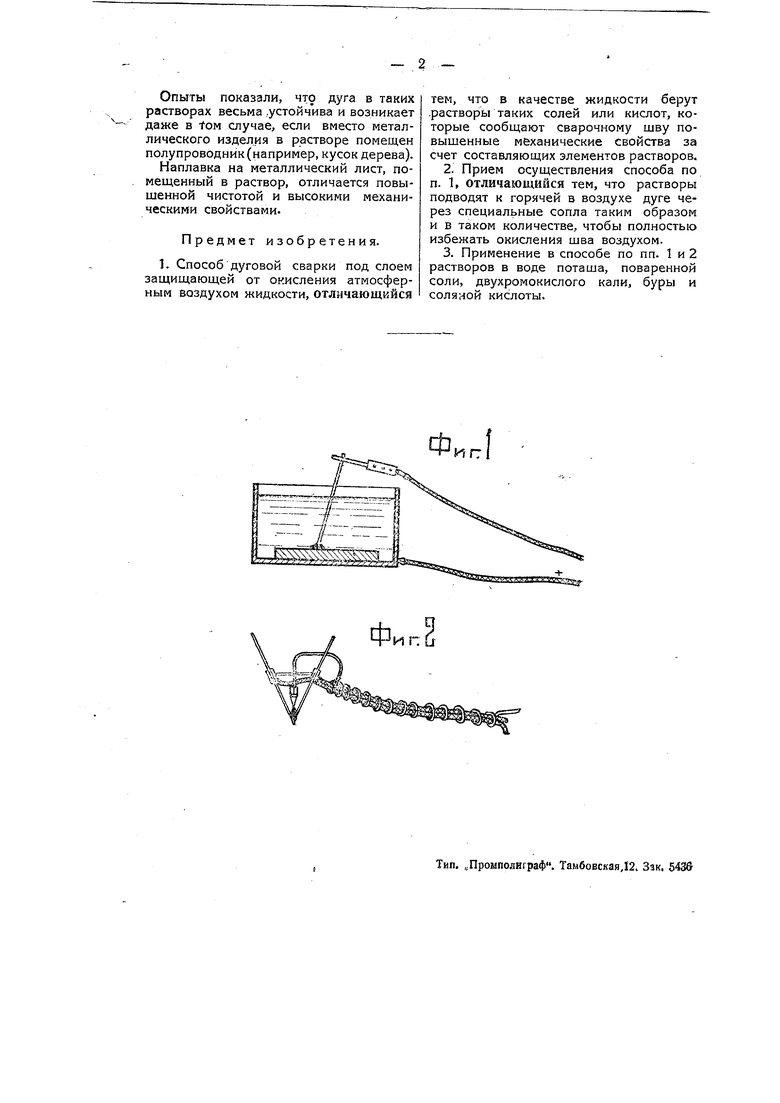
На чертеже фиг. 1 изображает осуществление способа дуговой сварки под слоем защищающей от окисления атмосферным воздухом жидкости с применением ванны; фиг. 2-то же с применением сопла.
Для производства сварки наплавляемое изделие помещается или в ванну с раствором и в ней производится наплавка или сварка (фиг. 1), или к горящей в атмосфере воздуха дуге через специальные сопла подводится раствор (фиг. 2) в таком количестве, чтобы было полностью ли видировано влияние атмосферного воздуха на шов.
Предлагаемым способом можно не только избежать окисления и нитрирования наплавляемого металла, но и сообщить ему повышенные механические свойства за счет составляющих элементов раствора.
В качестве защищающей жидкости могут быть применены растворы в воде поташа, поваренной соли, соляной кислоты, двухромокислого кали или буры.
Опыты показали, что дуга в таких растворах весьма ..устойчива и возникает даже в toM случае, если вместо металлического изделия в растворе помещен полупроводник (например, кусок дерева).
Наплавка на металлический лист, помещенный в раствор, отличается повышенной чистотой и высокими механическими свойствами.
Предмет изобретения.
1. Способ дуговой сварки под слоем защищающей от окисления атмосферным воздухом жидкости, отличающийся
тем, что в качестве жидкости берут .растворы таких солей или кислот, которые сообщают сварочному щву повышенные м&ханические свойства за счет составляющих элементов растворов.
2.Прием осуществления способа по п. 1, отличающийся тем, что растворы подводят к горячей в воздухе дуге через специальные сопла таким образом и в таком количестве, чтобы полностью избежать окисления шва воздухом.
3.Применение в способе по пп. 1 и 2 растворов в воде поташа, поваренной соли, двухромокислого кали, буры и соляной кислоты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной электродуговой сварки и наплавки | 1950 |
|
SU92974A1 |
| Обмазка электродов для дуговой электрической сварки | 1939 |
|
SU62602A1 |
| Способ электрической дуговой | 1930 |
|
SU26005A1 |
| Способ наплавки металла на поверхность металлических изделий по методу сварки лежачим электродом | 1955 |
|
SU110369A1 |
| Способ дубления кож | 1931 |
|
SU35320A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА ТЕЛЕЖКИ ВАГОНА | 1999 |
|
RU2180879C2 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2003 |
|
RU2257987C1 |
| Состав электродного покрытия | 1981 |
|
SU996049A1 |
| НАУГЛЕРОЖИВАЮЩАЯ ПАСТА ДЛЯ НАПЛАВКИ | 2021 |
|
RU2755912C1 |
| Способ дуговой сварки трехфазным током | 1938 |
|
SU55130A1 |

