Предлагаемый способ является дальнейшим усовершенствованием способов дуговой наплавки легированных и других сплавов на изношенные поверхности деталей машин и механизмов.
Известные способы наплавки при помош,и трубчатых электродов с сердечником из порошкообразных ферросплавов дают недостаточ но ровный и однородный слой наплавленного материала. Работа по наплавке при этом требует значительного времени, так как за один прием наплавки покрывается незначительная поверхность детали.
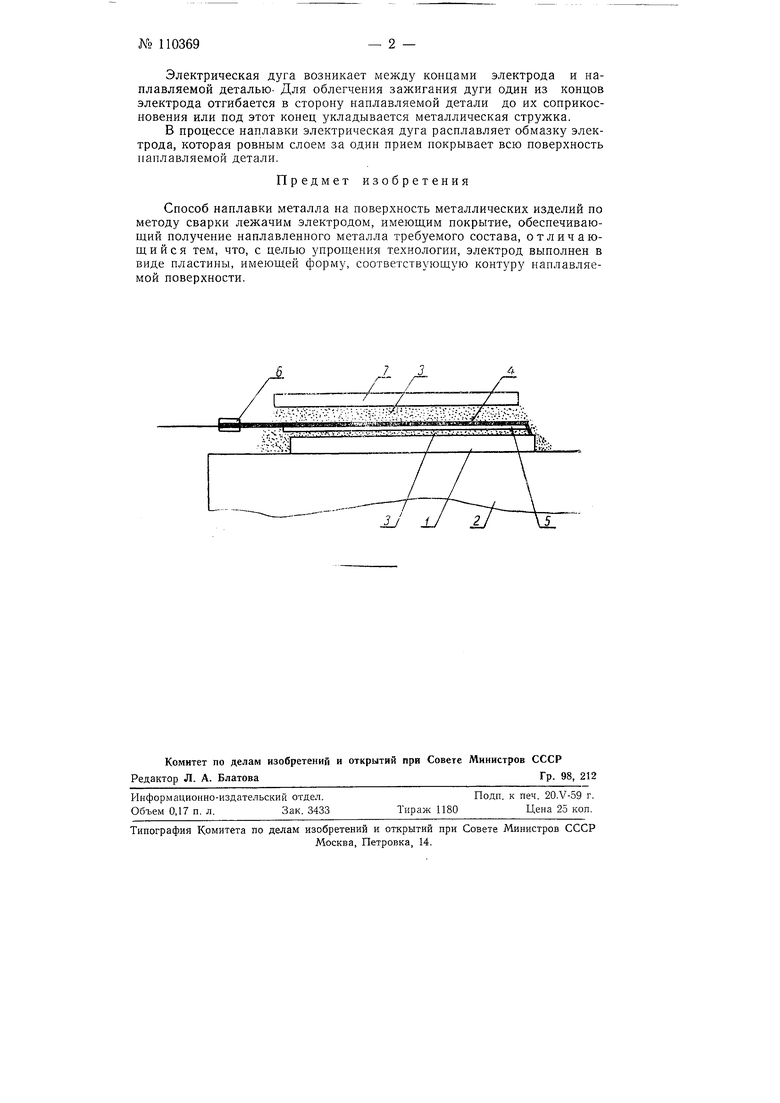
Предлагаемый способ устраняет этот недостаток тем, что при наплавке применен лежачий электрод, выполненный в виде металлической пластины, покрытой с одной стороны обмазкой из легированных или других сплавов заданного состава и имеюшей форму, соответствуюш.ую контуру наплавляемой поверхности. Такой способ позволяет за один прием наплавить значительные поверхности при наличии плотного и ровного наилаиле.чного слоя без шероховатостей и шлаковых включений. Наплавляемая деталь / (см. чертеж) укладывается на стол 2 и засыпае-) ся слоем флюса 5, на который укладывается электрод 4. Электрод выполнен в виде пластины, форма которой соответствует контуру поверхности наплавляемой детали. Нижняя поверхность электрода предварительно покрывается обмазкой о. составляемой из сплавов заданного состава. Сплавы предварительно размельчаются в порошок, разводятся, например, жидким стеклом и водой и наносятся на пластину. Изготовленный таким образом электрод зажимается в электрододержателе 6 и укладывается на слой флюса, расположенного на поверхности направляемой детали. Сверху электрод засыпается вторым слоем флюса 3, поверх которого укладывается медная пластина 7, прижимающая электрод к детали.
Один провод сети переменного тока подводится к электроду, а второй - к детали или столу, па котором она располагается.
Электрическая дуга возникает между концами электрода и наплавляемой деталью- Для облегчения зажигания дуги один из концов электрода отгибается в сторону нанлавляемой детали до их соприкосновения или под этот конец укладывается металлическая стружка.
В процессе наплавки электрическая дуга расплавляет обмазку электрода, которая ровным слоем за один прием покрывает всю поверхность наплавляемой детали.
Предмет изобретения
Способ наплавки металла на поверхность металлических изделий по методу сварки лежачим электродом, имеющим покрытие, обеспечивающий получение наплавленного металла требуемого состава, отличающийся тем, что, с целью упрощения технологии, электрод выполнен в виде пластины, имеющей форму, соответствующую контуру наплавляемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наплавления твердого слоя на мягкие металлы | 1936 |
|
SU55528A1 |
| Способ отливки под давлением режущих пластинок | 1939 |
|
SU57465A1 |
| Способ направления твердого слоя на стальные изделия | 1944 |
|
SU68834A2 |
| Электродное покрытие | 1950 |
|
SU93664A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| СПОСОБ НАПЛАВКИ | 2011 |
|
RU2477201C1 |
| Пластинчатый электрод для наплавки | 1988 |
|
SU1632674A1 |
| СПОСОБ НАПЛАВКИ ПЛАВЯЩИМСЯ ЛЕЖАЩИМ ЭЛЕКТРОДОМ | 1998 |
|
RU2133177C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО НА ИЗДЕЛИЕ ПОКРЫТИЯ | 1998 |
|
RU2133652C1 |
| Способ электродуговой наплавки | 1989 |
|
SU1697994A1 |
7 3
