Предлагаемое изобретение относится к технологии восстановления изношенных деталей железнодорожной техники.
Установлено, что с увеличением нагрузок на ось и повышением грузоподъемности вагонов возрастает нагрузка на их опорные узлы, в частности, колебания перевалки кузова вагона сопровождаются периодическими обрывами зон опорной поверхности пятников от подпятников надрессорных балок 2-осных вагонных тележек.
Подпятниковые узлы тележек вагонов работают в условиях сухого трения при наличии высоких контактных давлений и динамичного воздействия, в результате чего изнашивается опорная и упорная поверхности подпятника.
Износ рабочих поверхностей узла пятник-подпятник приводит к перекосу экипажной и кузовной частей вагонов, смещению их центра и, как следствие, к ухудшению боковой устойчивости, что может привести при стечении ряда обстоятельств к сходу вагона.
Анализ статистических данных показал, что каждые 5-6 лет из-за износа заменяется надрессорная балка и пятник. На многих вагонно-ремонтных предприятиях из-за дефицита этих узлов простаивают сотни вагонов. Ситуация усугубляется тем, что отливать пятники и надрессорные балки во много раз дороже, чем ремонтировать. Поэтому возникла необходимость ремонта пятников и надрессорных балок (1).
Особенностями восстановления изношенного подпятника являются небольшие размеры поверхностей (не более 300 см2), подлежащих восстановлению, большой величины износ (10 мм и более), малая толщина основного металла в месте наплавки (до 5 мм).
Среди современных способов наплавки получили применение ручная дуговая наплавка, полуавтоматическая дуговая наплавка в среде защитных газов (2, 3).
Способ восстановления подпятника ручной дуговой наплавки включает следующие операции:
- наплавку опорной и упорной поверхностей электродами Э-46 диаметром 4 мм, ГОСТ 9466-75;
- устранение неровностей на опорной поверхности ручной дуговой сваркой электродами АНП-13;
- обработку на токарном станке наплавленной поверхности подпятника.
Ручная дуговая наплавка не дала хорошего качества, требует сварщика высокой квалификации, производительность наплавки низкая, 45 г/мин наплавленного металла.
При дуговой сварке голым электродом металл шва очень быстро охлаждался и структура получалась мелкозернистой с неясно выраженной столбчатостью. В структуре преобладал феррит, перлита очень мало, потому что углерод, как и другие легирующие элементы, интенсивно выгорали. В шве встречалось много разных включений, так как при сварке расплавленный металл ничем не защищался от вредного воздействия окружающей среды. Механические свойства такого шва низкие. Твердость наплавленного металла составила до 170 НВ.
Известен способ восстановления подпятника сварочными полуавтоматами в среде углекислого газа. Надрессорная балка укладывалась на неподвижный стол и сварщик производил наплавку полуавтоматом в среде СО2. Наплавка осуществлялась сварочной проволокой Св-08Г2С диаметром 1,2 мм.
При наплавке сварочным полуавтоматом в среде СО2 металл шва имел более крупнозернистую столбчатую структуру, особенно резко выраженную у линии сплавления. В средней части наплавки благодаря замедленной скорости охлаждения образуется структура с менее выраженной ориентировкой кристаллов и с более округлыми зернами феррита и перлита. Надежная защита металла шва при сварке, а также легирование его через обмазку электрода способствует получению достаточно чистого, без включений, металла шва определенного химического состава с требуемыми свойствами. Твердость наплавленного металла составила 183 НВ.
Полуавтоматическая сварка в среде СO2 из-за специфических условий также не дала хорошего качества наплавки, производительность была невысокой, 90 г/мин наплавленного металла, обработка наплавленных поверхностей также проводилась на токарном станке. Не было создано специальной установки для наплавки изношенных поверхностей подпятников надрессорных балок в среде СO2.
Наиболее близким прототипом является способ, изложенный в патенте РФ 2100159, МПК 6 В 23 К 9/04 "Способ восстановления подпятника".
Восстановление неравномерно изношенной поверхности подпятника осуществляется электродуговой наплавкой, предварительно осуществляют удаление изношенной части поверхности стенки с образованием скоса, затем устанавливают соосно подпятнику формующее устройство в виде медного шаблона-кристаллизатора цилиндрической формы таким образом, что зазор между скошенной стенкой подпятника и внешней стороной шаблона-кристаллизатора образует разделку под последующую наплавку с шириной раскрытия, равной 0,3-0,7 ее глубины. Наплавку производят на всю глубину разделки. После удаления шаблона-кристаллизатора производят наплавку между наложенными валиками.
В структуре наплавленного металла при автоматической сварке под слоем флюса размер зерен и столбчатость еще больше, чем в структуре металла, наплавленного в среде СО2. Скорость охлаждения металла шва небольшая, отсутствуют шлаковые и неметаллические включения. Структура наплавки состоит из зерен перлита и феррита, с оптимальным их соотношением. Высокая чистота и большая однородность химического состава металла шва обеспечивает его высокие механические свойства. Твердость при автоматической наплавке под слоем флюса составила 210 НВ.
Этот способ имеет следующие недостатки:
- наплавка должна выполняться сварщиком высокой квалификации, чтобы обеспечить равномерность наплавленной поверхности в пределах ±1 мм;
- качественную наплавленную поверхность без механической обработки практически получить трудно из-за узкого зазора между стенкой подпятника и медной стенкой кристаллизатора;
- из-за перегрева и забрызгивания металлом кристаллизатор быстро выходит из строя;
- низкая производительность наплавки.
Задачей предлагаемого изобретения является обеспечение качества наплавленного металла на подпятник по химическому составу, структуре и твердости.
Цель заявленного способа достигается тем, что наплавку опорной поверхности начинают от предварительно временно заглушенного шкворневого отверстия и производят до требуемой толщины, затем производят наплавку его упорной поверхности до требуемой толщины с учетом припуска на механическую обработку, при этом наплавку производят сварочной проволокой с содержанием, по сравнению с металлом подпятника, углерода - меньше в 2,3-2,4 раза, кремния - меньше в 1,8-6,6 раза, марганца - больше в 1,17-1,3 раза, при содержании хрома - не более 0,20 % и никеля - не более 0,3 %, под слоем флюса, содержащего, мас. %: оксид кремния 41-47, оксид марганца 34-38, оксид кальция - менее 10, оксид меди - менее 7, оксид алюминия - менее 6, серы и фосфора - менее 0,12.
Сущность изобретения далее поясняется.
В предлагаемом изобретении наплавку изношенной опорной и упорной поверхностей подпятника производят автоматической на плавкой под слоем флюса. Чтобы получить требуемые механические свойства наплавленного металла, необходимо правильно подобрать режимы наплавки, марку сварочной проволоки и флюса.
При выборе было опробовано несколько марок сварочной проволоки и флюса.
Исследования показали, что наиболее благоприятно наблюдалось формирование шва при наплавке сварочной проволокой с содержанием по сравнению с металлом подпятника:
углерода - меньше в 2,3-2,4 раза, кремния - меньше в 1,8-6,6 раза, марганца - больше 1,17-1,3 раза, хрома - не более 0,20 %, никеля - не более 0,3 %. При этом был выбран флюс с содержанием:
оксида кремния 41-44 %, оксида марганца 34-38 %, оксида кальция менее 10 %, оксида меди менее 7 %, оксида алюминия менее 6 %, серы и фосфора менее 0,12 %.
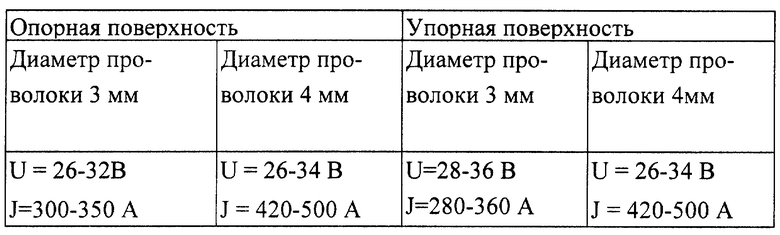
После выбора флюса и сварочной проволоки были подобраны наиболее эффективные режимы наплавки изношенных поверхностей подпятника (см.таблицу).
Наплавку опорной поверхности начинают производить от шкворневого отверстия, временно его заглушив флюсоудерживающей подушкой, и производят ее до требуемой толщины (см. фиг.1).
Наплавку валиков выполняют с учетом перекрытия предыдущего валика от 30 до 70 % в зависимости от скорости наплавки.
В зависимости от износа опорной поверхности подпятника наплавка производится в 1 или 2 слоя.
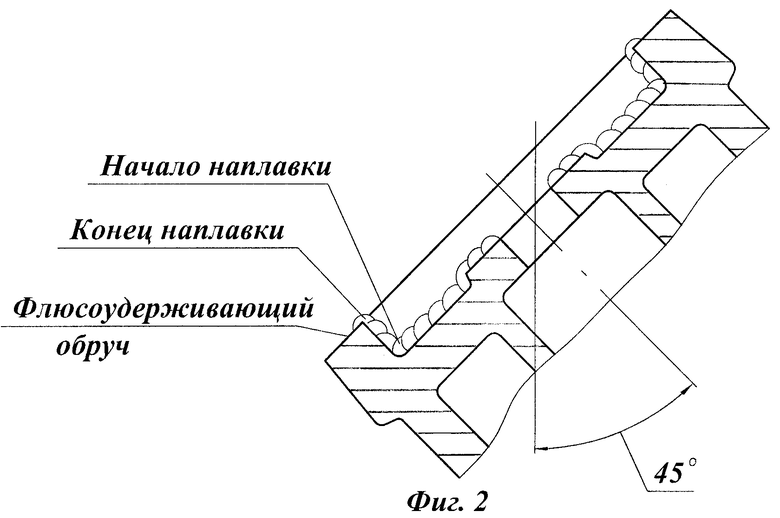
Наплавку упорной поверхности (см. фиг. 2) можно выполнять в горизонтальном или наклонном положении рамы вращения.
Наплавку первого валика начинают от основания, конец наплавки определяется флюсоудерживающим обручем.
Наплавка последующих валиков выполняется с учетом перекрытия предыдущего валика на 70-80 %.
Ширина валика при наплавке регулируется напряжением дуги и скоростью перемещения сварочной головки в зависимости от элипсного износа подпятника.
Предлагаемый способ наплавки подпятника надрессорной балки под слоем флюса более производительный - 102 г/мин наплавленного металла, обеспечивается требуемое качество наплавки.
Исследования показали, что сварной шов образуется из электродного и основного металла, поэтому его свойства определяются химическим составом электрода и металла надрессорной балки, а также "структурой", получаемой при охлаждении в результате протекания определенных процессов в стали.
Снижение содержания углерода и кремния в сварочной проволоке по сравнению с основным металлом подпятника обеспечивает снижение хрупкости наплавленного металла, а повышение содержания марганца обеспечивает необходимую твердость и коррозионностойкость наплавки. Переход из сварочной проволоки хрома и молибдена обеспечивает повышение износостойкости наплавки.
Снижение содержания кремния в сварочной проволоке компенсируется за счет перехода его из расплавленного флюса. Оксиды магния, алюминия, циркония, находящиеся во флюсе, способствуют созданию высокотемпературной пленки на поверхности расплавленного металла и тем самым предотвращают выгорание углерода и легирующих элементов.
Процентное содержание состава элементов сварочной проволоки и флюса определено опытным путем и с учетом данных ГОСТов 2246-73, 9087-81.
Автоматическая наплавка под слоем флюса изношенных поверхностей подпятника надрессорной балки производится на специально изготовленной установке.
Устройство для восстановления подпятника надрессорной балки тележки вагона содержит стол, сварочный автомат. Стол установлен на станину, имеет механизм вращения в горизонтальной плоскости и механизм опрокидывания, позволяющий наклонять надрессорную балку под углом 45o, а сварочный автомат размещен на траверсе, передвигающейся с помощью двух тележек по продольным балкам, опирающихся на стойки, установленным по торцам станины.
Автоматическая наплавка под слоем флюса подпятника тележки по сравнению с ручной электродуговой сваркой и полуавтоматической в СO2 имеет ряд преимуществ:
- производительность сварки под слоем флюса в 5-20 и более раз выше по сравнению с ручной, это достигается за счет увеличения плотности тока, увеличения скорости сварки и повышения коэффициента использования сварочной дуги, повышения коэффициента наплавки и уменьшения количества присадочного металла;
- высокое качество сварного шва достигается благодаря защите расплавленного металла флюсом от воздействия кислорода и азота воздуха, легирования металла шва, увеличения плотности металла шва и лучшим его формированием;
- экономию электроэнергии по сравнению с ручной дуговой сваркой до 30-40 % получают за счет уменьшения расхода электродной проволоки на угар, разбрызгивание и сварку, а также из-за отказа обмазки электрода сварочную проволоку;
- эксплуатационные преимущества заключаются в полной автоматизации процесса сварки, кроме того, автоматическая сварка под слоем флюса значительно улучшает условия труда сварщика, повышает культуру производства.
Литература
1. А. Н. Лапкин. "О повышении прочности надрессорной балки" (журнал "Железнодорожный транспорт", 3, 1992 г.).
2. Н. Г. Дюргеров, Н. Л. Белозубов, И. Ю. Шавинский, Г.С. Абазиев. "Прогрессивный способ восстановления деталей" (журнал "Железнодорожный транспорт", 3, 1990г.).
3. Н. В. Павлов, И.Д. Козубенко, Г.И. Герасименко, Н.С. Трофимова, В.И. Кулиш, С. Ф. Трух. "Восстановление наплавкой надрессорных балок тележек четырехосных грузовых вагонов и соединительных балок восьмиосных цистерн" (книга "Ресурсосберегающие технологии восстановления железнодорожной техники сваркой, наплавкой и напылением". М., 1998 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЯТНИКА ВАГОНА | 1999 |
|
RU2180878C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБНЕЙ ВАГОННЫХ КОЛЕС | 1993 |
|
RU2041785C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБНЕЙ ВАГОННЫХ КОЛЕС | 1996 |
|
RU2109613C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТИ КАТАНИЯ ВАГОННЫХ КОЛЕС | 1997 |
|
RU2113325C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА | 1996 |
|
RU2100159C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ УПОРНОЙ ПОВЕРХНОСТИ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВЫХ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2008 |
|
RU2369472C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ СРЕДНЕЙ ТВЕРДОСТИ | 1996 |
|
RU2104140C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ | 2009 |
|
RU2394671C1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ | 2012 |
|
RU2493945C1 |
Изобретение может быть использовано при ремонте изношенных деталей железнодорожной техники. Наплавку опорной поверхности начинают от предварительно заглушенного шкворневого отверстия. Затем производят наплавку упорной поверхности. Поверхности наплавляют сварочной проволокой, содержание ингредиентов которой выбирают в зависимости от состава металла пятника. Используют флюс, содержащий, мас. %: оксид кремния 41-47, оксид марганца 34-38, оксид кальция - менее 10, оксид меди - менее 7, оксид алюминия - менее 6, серы и фосфора - менее 0,12. Способ обеспечивает получение качественного наплавленного металла по химическому составу, структуре и твердости. 2 ил., 1 табл.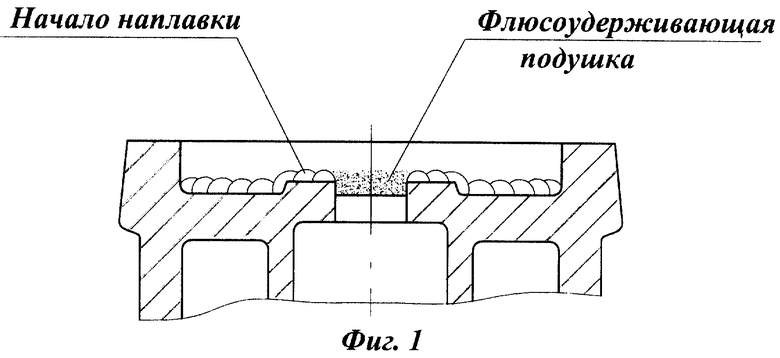
Способ восстановления подпятника тележки вагона, включающий электродуговую наплавку изношенных опорной и упорной поверхностей, отличающийся тем, что наплавку опорной поверхности начинают от предварительно временно заглушенного шкворневого отверстия и производят до требуемой толщины, затем производят наплавку его упорной поверхности до требуемой толщины с учетом припуска на механическую обработку, при этом наплавку производят сварочной проволокой с содержанием, по сравнению с металлом подпятника, углерода - меньше в 2,3-2,4 раза, кремния - меньше в 1,8-6,6 раза, а марганца - больше в 1,17-1,3 раза, при содержании хрома - не более 0,20% и никеля - не более 0,3%, под слоем флюса, содержащего, мас. %: оксид кремния 41-47, оксид марганца 34-38, оксид кальция - менее 10, оксид меди - менее 7, оксид алюминия - менее 6, серы и фосфора - менее 0,12.
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА | 1996 |
|
RU2100159C1 |
| Способ ремонта посадочных мест деталей машин | 1957 |
|
SU114977A1 |
| RU 2070848 C1, 27.12.1996 | |||
| СПОСОБ УПРОЧНЕНИЯ НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 1993 |
|
RU2057189C1 |
