1
Изобретение относится к кожгалантерейному производству.
Известно приспособление для изготовления кожгалантерейных изделий, преимущественно портфелей, методом сварки токами высокой частоты, содержащее верхний, .нижний и средний электроды, расноложенную внутри среднего электрода по его внутренней поверхности оправку с выступами, обеспечивающую загиб кромок средней заготовки на средний электрод, а также фиксаторы положения среднего электрода относительно нижнего электрода.
Цель изобретения - повысить производительность и точность сборки изделий.
Это достигается тем, что предлагаемое приспособление оснащено дополнительными фиксаторами положения верхнего электрода относительно среднего и .нижнего электродов, каждый из которых выполнен в виде втулки, закрепленной на среднем электроде с возможностью поворота относительно него и снабженной подпружиненными относительно втулки поворотными рычагами, взаимодействуюн1ими с упорами, закрепленными на верхнем и нижнем электродах. При этом средний электрод выполнен в виде двух щарнирно соединенных створок, причем один конец оси шарнира шарнирно соединен с нижним электродом, а другой с верхним.
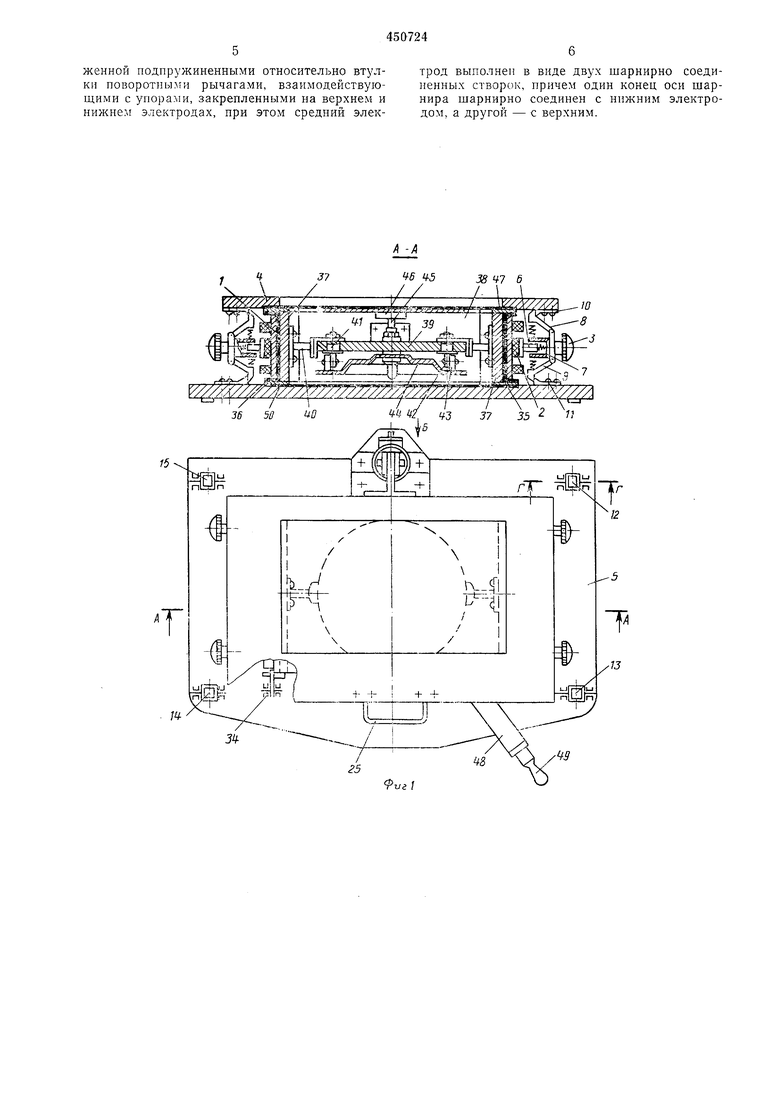
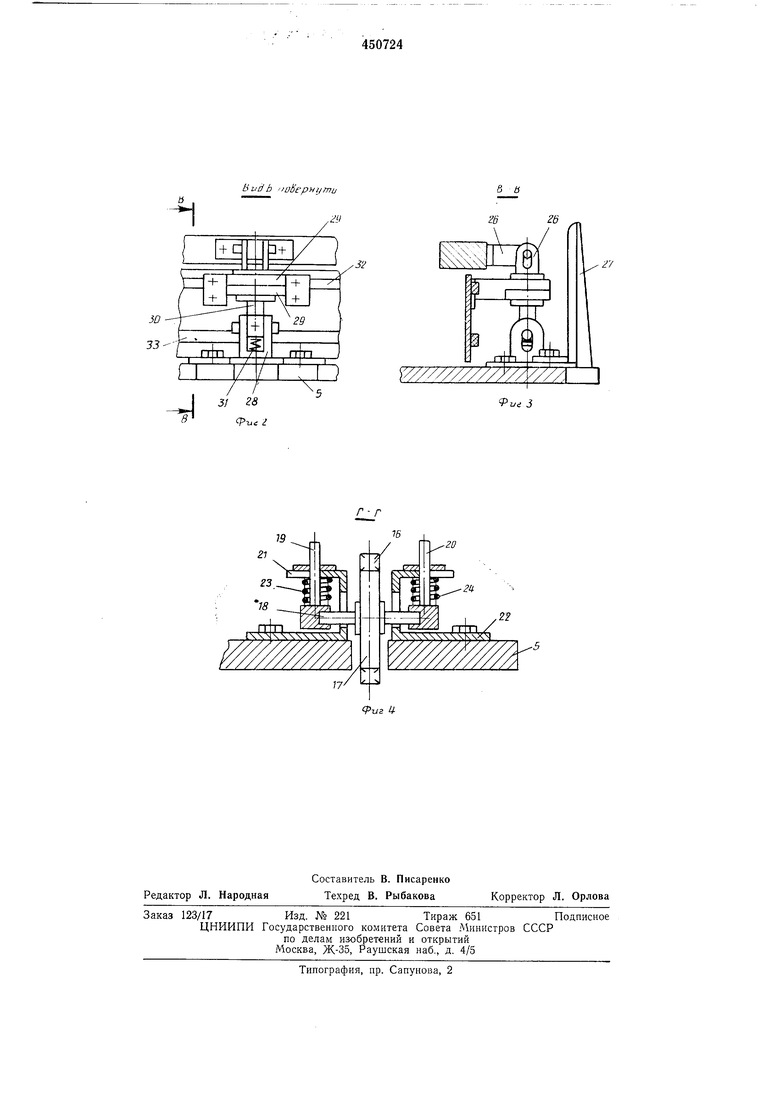
На фиг. 1 изображено предлагаемое присиособление, разрез при виде сбоку с частичпым выровом и разрез А-А; на фиг. 2 - вид по стрелке Б иа фиг. 1; на фиг. 3 - разрез но В-В на фиг. 2; на фиг. 4 - сечение по Г-Г на фиг. 1.
Приспособление состоит из среднего электрода 1, выполненного но контуру изделия из двух шарнирно соединенных створок. К электроду 1 с двух сторон на изоляционных пластинах 2 закреплено по два фиксатора положения 3 верхнего электрода 4 относительно среднего 1 и нижнего 5 электродов.
Фиксатор положения 3 состоит из оси 6.
5 подпружиненной втулки 7, соединенной с поднружиненнымн относительно нее верхним 8 и нижним 9 рычагами. Подпружиненные рычаги взаимодействуют с верхним 10 и II }порами, закрепленными соответственно на
0 верхнем 4 и нижнем 5 электродах. При этом }1ижпий и Bepxinni электроды выполнены в виде пластин, расположенных в горизонтальной плоскости.
Пижннй электрод 5 снабжен оиорными роликами 12-15 для передвижения приспособ5ления по нижней плите пресса для высокочастотной сварки. Каждый опорный ролик выполнен с шарикоподшипником 16, вращающимся на корпусе 17 с осями 18. С двух сторон ось 18 соединена с опорами 19 и 20, ко0
торые располол ены внутри скоб 21 и 22. Шарикоподшипник 17 опорного ролика приподнят над нижней плитой пресса за счет пружин сжатия 23 и 24.
К верхнему электроду 4 прикреплена ручка 25, и он может откидываться на шарнире 26 до упора 27, укрепленного совместно с кронп тейпом 28 на нижнем электроде 5.
Шарнир 26 верхнего электрода 4 и шарнир 29 среднего электрода 1 соединены осью 30 и взаимодействуют кронштейном 28, в котором расположена пружина сжатия 31, приподнимающая тыльную часть электрода 1 над нижним электродом 5. Средний электрод выполнен с изоляционными верхним 32 и «ижним 33 ободками.
Средний электрод фиксируется в сомкнутом виде на нижнем электроде посредством фиксаторов положения 34, укрепленных на электроде 5.
Внутри электрода 1 расположена оправка с выступами 35, обеспечивающая загиб кромок средней заготовки 36 на средний электрод 1.
Внутренняя оправка состоит из трех стенок: двух боковых 37 и одной задней 38 с выступами 35 на нижних и верхних торцах. Каждая стенка оправки соединена с поворотной плитой 39 посредством стяжек 40.
Поворотная плита 39 выполнена с несколькими назами, где расположены подшипники 41, укрепленные на осях 42, к которым прикреплены также подшиппики 43, расположенные на плоскости тарелки 44. Поворотная плита 39 и тарелка 44 укреплена на штыре 45, причем тарелка 44 жестко. На этом же штыре укреплена опорная пластина 46, поддерживающая верхнюю стенук 47 изделия. К поворотной плите 39 прикреплен рычаг 48 с рукояткой 49. Нижняя стенка изделия обозначена позицией 50.
Приспособление работает следуюп1,им образом.
В первоначальном положении приспособление заправляется деталями кожгалантерейного изделия.
Верхний электрод 4 откинут до упора 27, разъемный на шарнире 29 средний электрод 1 разомкнут. После этого подводят под тарелку 44 вилку специального приспособления, с помощью которого приподнимают расположенную внутри среднего электрода оправку.
Затем укладывают на нижний электрод 5 нижнюю стенку 50 изделия и возвращают электрод 1 в первоначальное состояние, при котором он фиксируется посредством фиксаторов положения 34.
После этого вставляют между электродом 1 и стенками 37 и 38 внутренней оправки среднюю стенку заготовки 36 и проворачивают рычагом 48 плиту 39, которая посредством выполненных в ней пазов взаимодействует с подшипниками 41 и стяжками 40. При этом стенки 37 и 38 оправки прижимают среднюю стенку изделия к внутренней поверхности электрода 1, а выступы 35, расположенные
на верхних и нижних торцах стенок 37 и 38, загибают верхние и нижние кромки средней заготовки 36 на средний электрод 1.
После этого отжимается вилка специального приспособлепия и средний электрод 1 с внутренней оправкой и средней заготовкой 36 опускается на уложенную ранее на нижний электрод 5 нижнюю стенку изделия 50, причем край пижней кромки средней заготовки 36 совмеп,ается с краем нижней стенки 50 изделия. Затем укладывают на опорную пластину 46 по контуру в верхних загнутых краев средней заготовки 36 верхнюю стенку изделия 47 и опускают верхний электрод 4. После этого осуществляют нрижим верхнего 4 и нижнего 5 электродов к среднему электроду 1 посредством подпружиненных рычагов 8 и 9, взаимодействующих с упорами 10 и И. Затем отводят рычаг 48 в исходное положение и при этом стенки 37 и 38 внутренней оправки совместно с их выступами 35 утопают во внутрь приспособления. В это время происходит совмещение лицевых поверхностей краев деталей изделия, причем загнутые края средней заготовки остаются на среднем электроде 1.
В таком виде приспособление катится на опорных роликах 12-15 к ирессу для высокочастотной сварки. После создания необходимого давления и подачи высокочастотной энерГ1Ш от генератора установки происходит сварка (соединение) деталей изделия. Затем приспособление извлекают из пресса и устанавливают на рабочем месте, где осуществлялась заправка приспособления деталями изделия, здесь происходит съем сваренного объемного корпуса изделия. Для этого нажимаЕОт на рукоятки фиксаторов положения 3 и проворачивают подпружиненные рычаги 8 и 9. После этого откидывается верхний электрод 4 до упора 27 и подводят вилку специального приспособления под тарелку 44, приподнимают внутреннюю оправку, с которой затем снимают сваренный корпус изделия.
Предмет изобретения
Приспособление для изготовления кожгалантерейных изделий, преимущественно портфелей, методом сварки токами высокой частоты, содержаа1,ее верхний, нижний и средний электроды, расположенную внутри среднего электрода по его внутренней поверхности оправку с выступами, обеспечивающую загиб кромок средней заготовки на средний электрод, а также фиксаторы положения среднего электрода относительно нижнего электрода, отличающееся тем, что, с целью повышения производительности и точности сборки изделий, оно оснащено дополнительными фиксаторами положения верхнего электрода относительно среднего и нижнего электродов, каждый из которых выполнен в виде втулки, закрепленной на среднем электроде с возможностью поворота относительно него и снабженной подпружиненными относительно втулкн поворотными рычагами, взаимодействующими с упорами, закрепленными иа верхнем и нижнем электродах, при этом средний электрод выполнен в виде двух шарнирно соединенных створок, причем один конец оси шарнира шарнирно соединен с нижним электродом, а другой - с верхним.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для изготовления кожгалантерейных изделий | 1971 |
|
SU479647A1 |
| Устройство для изготовления кожгалантерейного изделия | 1973 |
|
SU763250A1 |
| Устройство для изготовления кожгалантерейного изделия | 1974 |
|
SU526516A1 |
| Устройство для сварки кожгалантерейного изделия токами высокой частоты | 1974 |
|
SU510375A1 |
| Устройство для изготовления узла кожгалантерейного изделия | 1974 |
|
SU735564A1 |
| УСТРОЙСТВО для СВАРКИ ТВЧ ПЛАСТМАССОВЫХ ЗАГОТОВОК | 1973 |
|
SU368051A1 |
| Устройство для соединения деталей | 1977 |
|
SU612902A1 |
| Устройство для изготовления кож-гАлАНТЕРЕйНОгО издЕлия МЕТОдОМСВАРКи ТОКАМи ВыСОКОй чАСТОТы | 1979 |
|
SU846289A1 |
| Устройство для изготовления деталей кожгалантерейных изделий | 1974 |
|
SU521220A1 |
| Устройство для изготовления кожгалантерейных изделий | 1981 |
|
SU969665A1 |
77777777 /177 77/ 7
А , JII о 5040
J4
10
« 37 35 б
bud Ь wKepHijmij
,2S
Й Й
fuc; J
21
