(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСПАЗОВЫХ СТАТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для изготовления беспазовых статоров электрических машин | 1973 |
|
SU499633A1 |
| Устройство для изготовления катушечных групп беспазовых статоров электрических машин | 1972 |
|
SU454860A1 |
| Станок для намотки и укладки катушекВ пАзы МАгНиТОпРОВОдА CTATOPOB элЕКТРи-чЕСКиХ МАшиН | 1978 |
|
SU817885A1 |
| Способ изготовления обмотки беспазовых электрических машин | 1978 |
|
SU672707A1 |
| Беспазовый статор электрической машины | 1989 |
|
SU1677786A1 |
| Станок для намотки статора электрической машины | 1978 |
|
SU765941A1 |
| Способ изготовления катушечных групп беспазовых статоров электрических машин | 1974 |
|
SU535668A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Устройство для изготовления катушечных групп безпазового статора электрических машин | 1988 |
|
SU1651343A1 |
| Беспазовый статор электрической машины | 1980 |
|
SU886142A1 |
I
Изобретение относится к электромашиностроению, а именно к технологическому оборудованию для изготовления катушек беспазовых статоров электрических машин.
Известно устройство для изготовления катушечных групп к станку для изготовления беспазовых статоров электрических машин, содержаш.ее сборочный шаблон, механизм подачи ферромагнитных пластин и механизм фиксации ферромагнитных пластин.
Сборочный шаблон имеет ступенчатую форму. Ферромагнитные пластины с помОщью механизма подачи поступают на ступени шаблона и фиксируются на них магнитным полем. Поверх ферромагнитных пластин наматывают витки секций катушечных групп. Затем скреперами собирают секции в катушечную группу, сдвигая их в осевом направлении 1.
Однако в процессе сборки секций в катушечную группу при сдвигании проводников скрепером возникает возможность замыкания их либо на пластины, либо на ярмо, либо сдвиг их в пространство воздушного зазора. В результате - большой выход брака, что снижает производительность и надежность электрической машины.
Цель изобретения - повышение произг водительности и надежности.
Для достижения цели механизм фиксации ферромагнитных пластин выполнен в виде диаметрально расположенных, подпружиненных друг к другу захватов, устанрв5 ленных внутри шаблона и снабженных приводом их радиального перемещения.
Кроме того, привод радиального перемещения выполнен в виде ползуна со скошенными рабочими поверхностями и упорами и кулачка с приводом его поворота, а на каждом из захватов со стороны, обращенной к оси шаблона, выполнены скосы и упоры, при этом скосы и упоры ползуна контактируют со скосами и упорами захватов.
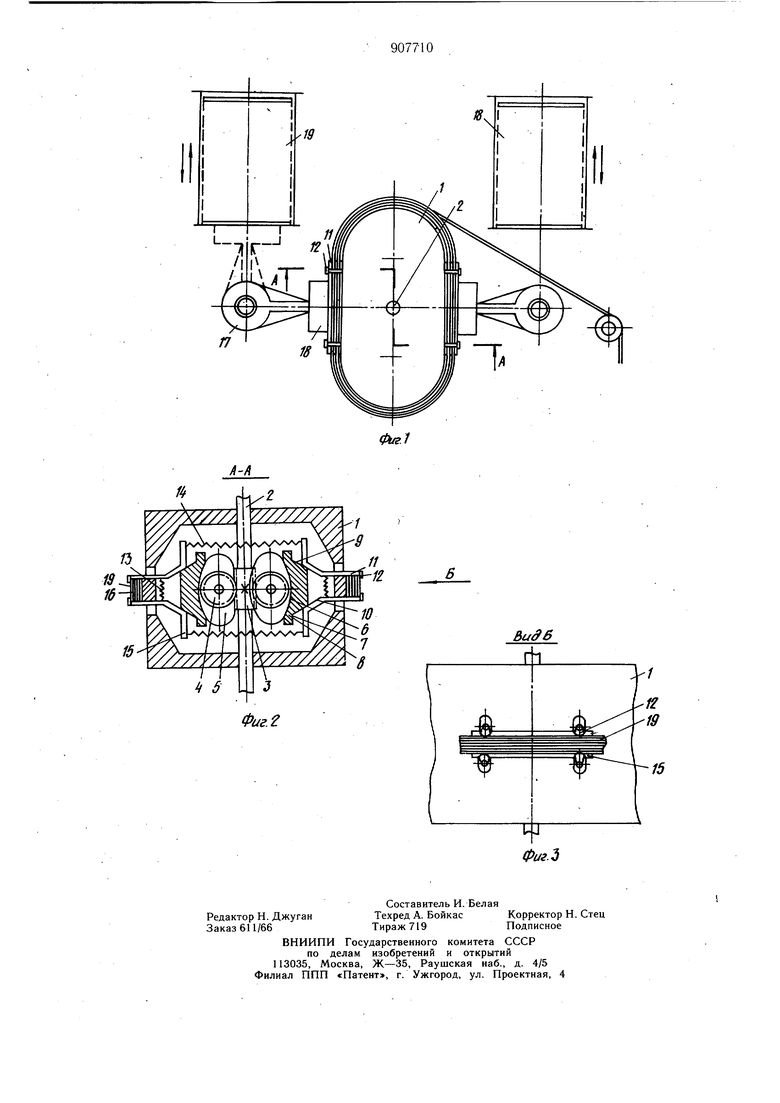
15 На фиг. 1 показано предлагаемое устройство; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Устройство для изготовления катушечных групп беспазовых статоров электрических 20 машин состоит из сборочного шаблона I с осью 2, на которой имеется червяк 3. В зацепление с червяком 3 входят два червячных колеса 4, расположенных диаметрально относительно друг друга, в плоскости, перпендикулярной оси шаблона 2. На осях червячных колес 4 жестко укреплены кулачки 5, рабочая поверхность которых прилегает к основанию 6 ползунов 7. Ползуны 7 имеют упоры 8 и наклонные боковые поверхности 9, входящие внутрь скошенных поверхностей 10 захватов И с головками 12. Ползуны и кулачки с приводом их поворота служат приводом радиального перемещения захватов. Эластичные элементы 13, например пружины, установлены между каждыми двумя выступающими частями захватов, а пружнны 14 между упорами 15 захватов. Ферромагнитные пластины 16, покрытые клеящим составом, подаются с помощью рычагов 17 для переноса с электромагнитами 18 из бункеров 19, снабженных специальными отсекателями (не показаны) и име;ощих возможность соверщать возвратно-поступательное движение. Устройство работает следующим образом. До включения намоточного устройства ось 2 с червяком 3 поворачивается на один оборот, при этом приводятся во вращение червячные колеса 4 н кулачки 5, последние приводят в движение ползуны 7. Одновременно с движением ползунов 7 захваты 11 раздвигаются по ширине и после соприкосновения с упорами 8 ползунов 7 захваты 11 выдвигаются из шаблона 1 наружу. В момент, когда наивысщие точки кулачков 5 находятся против захватов 11, из бункеров 19. с помощью рычагов 17 с электромагнитами 18 ферромагнитные пластины 16 подают в зону захватов 11. Затем с помощью пружин 13 и 14 и при одновременном вращении кулачков 5 захваты 11 возвращаются в исходное положение. УсиЛИЯ для удержания ферромагнитных пластин 16 создаются пружинами 14. После этого подключается намоточное устройство для намотки катущечных групп, ори этом каждый слой витков, образующих секцию чередуясь с ферромагнитными пластинами, наматывается на предыдущий слой. По окончании намотки катушки через нее пропускается ток и происходит полимеризация клеящего состава. После этого поворачиваются головки 12 захватов 11, утапливаются захваты 11 и осуществляется съем катущки с щаблона 1. Использование предлагаемого устройства при изготовлении катушечных групп беспазовых статоров электрических мащин повыщает производительность и надежность элек-. трических мащин за счет применения захватов в щаблоне, что исключает сдвигания проводников скреперами вдоль ступенчатого шаблона. Формула изобретения 1.Устройство для изготовления беспазовых статоров электрических машин, содержащее сборочный щаблон, механизм подачи ферромагнитных пластин и механизм фиксации ферромагнитных пластин, отличающееся тем, что, с целью повышения производительности и надежности, механизм фиксации ферромагнитных пластин выполнен в виде диаметрально расположенных, подпружиненных один к другому захватов, установленных внутри щаблона и снабженных приводом их радиального перемещения. 2.Устройство по п. 1, отличающееся тем, что привод радиального перемещения выполнен в виде ползуна со скошенными рабочими поверхностями и упорами и кулачка с приводом его поворота, а на каждом из захватов со стороны, обращенной к оси шаблона, выполнены скосы и упоры, при этом скосы и упоры ползуна контактируют со скосами и упорами захватов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 499633, кл. Н 02 К 15/06, 1973.
