1
Изобретение относится к области станкостроения и может найти применение в зубообрабатывающих станках.
Известны устройства для крепления заготовки зубчатого колеса с помощью быстросъемной шайбы и штока, вмонтированного в центральное отверстие шпинделя изделия. Однако заготовка базируется в осевом направлении по торцу, противоположному обрабатываемому, в результате чего при колебании ТОЛШ.ИНЫ заготовок изменяется величина фасок, снимаемых у торцов ее зубьев.
Цель изобретения - стабилизация размеров фасок у деталей, последовательно обрабатываемых без подналадки станка.
Это достигается тем, что на шейке шпинделя изделия, центрирующей заготовку, выполнены поперечный паз, контактирующий с быстросъемной шайбой, и продольный паз, в который вмонтирован палец, соединяющий прижимную шайбу шпинделя с его центральным штоком.
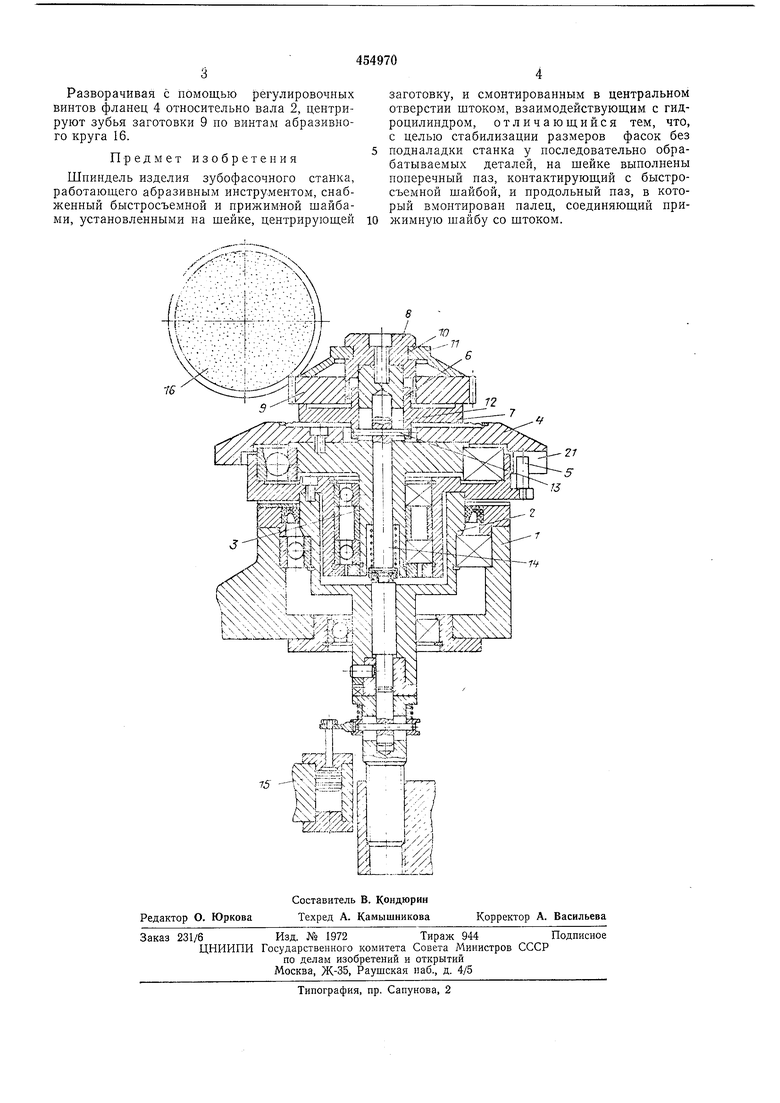
На чертеже представлен предлагаемый шпиндель, продольный разрез.
В корпус 1 вомонтирован на подшипниках пустотелый вал 2, в котором установлен, в свою очередь, шпиндель изделия 3 с закрепленным на нем фланцем 4. На валу 2 закреплен цилиндрический палец 5, входящий в радиальный паз, выполненный па фланце 4. Палец 5 контактирует с двумя регулировочными винтами фланца 4.
На центрирующей шейке 6 шпинделя изделия 3 смонтирована прижимная шайба 7 и сменпая справка 8 для базирования заготовки 9. На оправке 8 выполнен поперечный паз
10,в который входит быстросъемная шайба
11.В шейке 6 выполнен продольный паз 12, в который вмонтирован палец 13, соединяющий прижимную шайбу 7 со штоком 14. Шток
14 вмонтирован в центральное отверстие
шпинделя 3 и взаимодействует с гидроциличдром 15.
Фаски у торцов зубьев заготовки 9 снимают
при помощи червячного абразивного круга 16, кинематически связанного со шпинделем изделия 3.
При смене заготовки гидроцилиндр 15 перемещает шток 14 вниз, освобождая быстросъемную шайбу 11. Последнюю удаляют из паза 10, заменяют заготовку 9 и затем снова устанавливают в пазу 10. Под действием гидроцилипдра 15 шток 14 перемещается вверх п посредством пальца 13, шайбы 7 прижимаег
заготовку 9 к торцу быстросъемной шайбы П.
В результате обрабатываемый торец заготовки 9 занимает точное полол :ение относительно абразивного круга 16, независимо от от фактической толщины заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188118C1 |
| Устройство для крепления абразивного круга | 1983 |
|
SU1161356A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1994 |
|
RU2082593C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2207224C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1997 |
|
RU2125509C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2111109C1 |
| ПРЕРЫВИСТЫЙ АБРАЗИВНЫЙ КРУГ | 1998 |
|
RU2146603C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2163531C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188117C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
