Винтообразные нити накаливания для ламп, состоящие из одного кристалла, изготовляются путем наматывания однокристаллической проволоки по винтовой линии.
Однако однокристаллические проволоки, сохраняя неизменность своих механических свойств, при их применении в качестве нитей накаливания в натянутом виде, при свертыва,нии по винтовой линии становятся мало пригодными, ибо отдельные витки их во время горения так деформируются, что светящееся тело теряет свою первоначальную форму. То же самое происходит, если изготовить винтообразную нить из проволоки, состоящей из нескольких кристаллов. Причина этого явления заключается в том, что при наматывании проволоки кристалл или отдельные куски кристаллов подвергаются чрезвычайно сильному изгибу, причем наружные части их значительно растягиваются, а внутренние- сжимаются. Проволока, таким образом,
находится в напряженном состоянии, из которого она старается освободиться., причем силы, которые стремятся вернуть проволоку в состояние равновесия, достаточно велики для того, чтобы прн соответственно высокой температуре исказить приданную нити форму и этим сделать лампу накаливания негодной для дальнейшей службы.
Предлагаемое изобретение имеет целью изготовление винтообразной нити накаливания с устранением означенных недостатков, путем нагрева нити до температуры, необходимой для кристаллообразования лишь после того, как ens придана винтообразная форма.
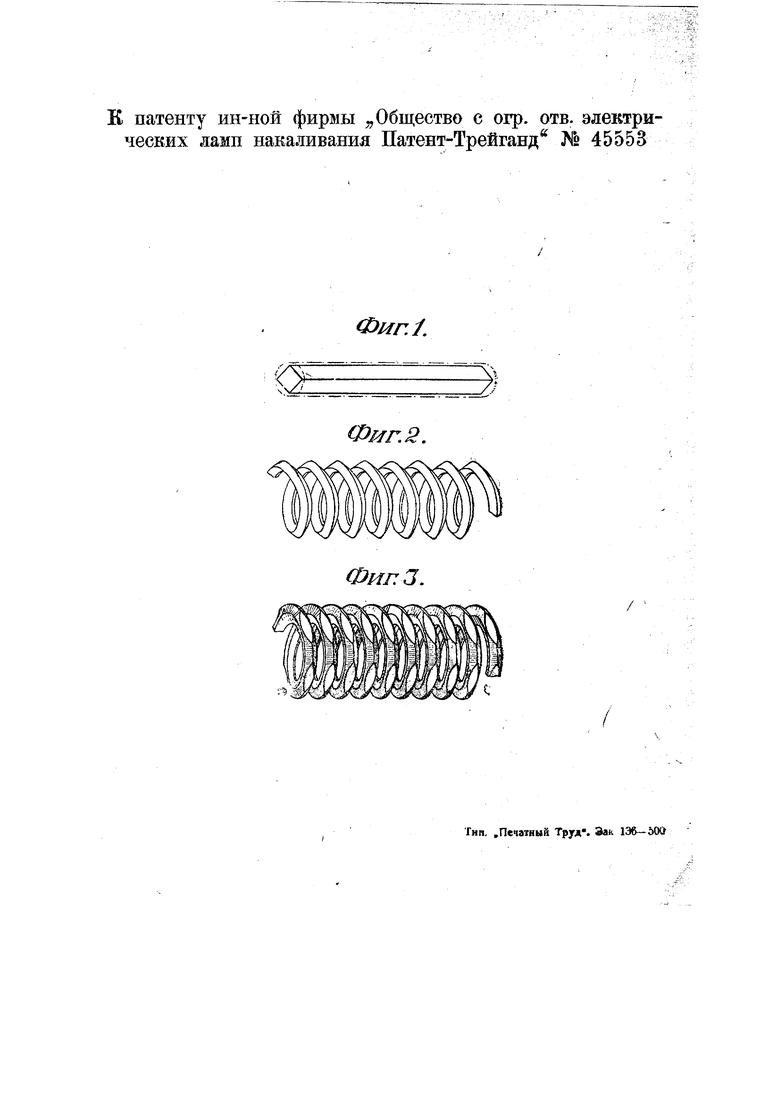
На чертеже фиг. 1 изображает форму вытянутой однокристаллической проволоки при протравливании; фиг. 2- форму такой же винтообразной проволоки при протравливании; фиг. 3- форму винтообразной проволоки, обработанной согласно предлагаемому способу.
Вытянутые однокристаллические проволоки при протравливании постепенно принимают призматическую форму (фиг. 1). Если же положить в жидкость .для протравливания винтообразную нить, полученную путем наматывания однокристаллической проволоки, то протравленные края следуют за витками винта (фиг. 2) и объемлющее винт тало остается таким образом цилиндром и после травления. У нити же, кристаллообразование в которой происходит после придания ей винтообразной формы, протравленные края уже не следуют за витками винта, а на всех витках кристалла (фиг. 3) образуются на наружной стороне срезы в виде граней, располагающиеся вполне закономерно, причем величина их зависит от продолжительности травления. Для получения таких нитей берут тянутую проволоку, обладающую волокнистой структурой, нагревают ее до температуры, при которой начинается распад волокон, несколько вытягивают путем волочения через алмазный глазок, затем сворачивают путем наматывания по винтовой линии и накаливают в неподвижном состоянии до белого каления. Можно до придания нити окончательной кристаллической структуры известным способом намотать ее на сердечник из весьма тугоплавкого металла и продвигать также уже извест:ным способом вместб с сердечником через необходимую для преобразования кристаллической структуры зону высокой температуры, после чего сердечник удалить. При этом скорость продвигания .должна быть значительно меньще, чем для преобразования кристаллической структуры вытянутой проволоки, в соответствии с полученным благодаря винтовой форме укорочением. Хотя при этом и происходит образование окончательной кристаллической формы, все же полученную таким образом нить при ее укреплении на поддерживающем остове лампы накаливания можно еще согнуть, т. е. установить, например, по полукругу, так как ;при большом числе витков, которые имеет такая нить, сгибание ее не влияет заметным образом на отдельные витки, а вместе с тем и на куски кристаллов.
В то время,,как у вытянутого в дличау кристалла, свернутого в винт, изгиб
оси соответствует изгибу проволоки, т.е. для каждой четверти оборота составляет 90°, в данном случае у кристаллов или кусков кристаллов имеется лищь весьма незначительный изгиб .реи, например, приблизительно 1° на каждый .виток.
Для получения возможности употребления светящихся тел малой длины и увеличения тем самым коэфициента полезного действия в газонаполненных лампах, а также упрощения поддерживающего нити приспособления, нить, намотанная винтообразно, может-быть подвергнута вторичному наматыванию, после чего этот винт второго порядка вместе с его сердечником Накаливают до тех пор, пока не исчезнет присущая телу пружинность и не образуется окончательная кристаллическая форма его, состоящая из длинных не изогнутых кристаллов.
Нагревание светящегося тела может быть произведено как пропусканием через него электрического тока, так и подводом тепла извне, например, в соответствующей трубчатой печи.
Так как удаление сердечника после окончательного накаливания при некоторых обстоятельствах может вызвать затруднения, то можно поступить иначе, а именно нагревать винт второго порядка вместе с сердечником лищь приблизительно до 1900-2000, а затем уже накаливать одно светящееся тело, тщенное предыдущим нагреванием пружинности, без сердечника до значительно более высокой конечной температуры. Это последнее нагревание светящегося тела, соверщаемое после удаления сердечника, может быть произведено и после установки светящегося тела на ножке лампы накаливания, причем надо озаботиться тем, чтобы во время процесса те,рмической обработки не происходило провисания и деформации светящегося тела.
Можно также в качестве исходного материала применять обыкновенную преимущественно содержащую окись тория вольфрамовую проволоку, не подвергая ее предварительной обработке, в особенности в тех случаях, когда диаметр винта первого порядка сравнительно мал. По данным изобретателей преобразование кристаллической формы и на
ростание длинных кристаллов происходит более успешно, даже без особой термически-механической предварительной обработки, в том случае, когда диаметр сердечника винта первого порядка и следовательно, диаметр самого винта, мал, будучи, например, только в два или в три раза больше диаметра проволоки. В применявшихся до сих пор простых винтообразных светящихся телах применение столь малого диаметра сердечника влекло за собой то неудобство, что длина светяш,егося тела была весьма значительной. В рассматриваемом же случае .небольшой диаметр сердечника винта первого порядка не вызывает никаких неудобств, так как необходимая компактность и малая длина светящегося тела достигается образованием винта второго порядка. При этом вполне достаточно, чтобы диаметр винта второго порядка был в десять раз больше диаметра проволоки.
Предмет изобретения.
1. Способ изготовления, винтообразной нити накаливания из тугоплавкого металла для электрических ламп накаливания, состоящей из одного кристалла или нескольких кусков кристалла, отличающийся тем, что нить нагревают до температуры, необходимой для кристаллообразования, после того, как ей придана винтообразная форма.
2.Прием выполнения охарактеризованного в п. 1 способа, отличающийся тем, что намотанную на сердечник из тугоплавкого металла исходную нить вместе с сердечником продвигают через зону с высокой температурой для придания нити кристаллической формы.
3.Прием выполнения охарактеризованного в п. 1 способа, отличающийся тем, что нить, намотанную винтообразно, подвергают вторичному наматыванию, для получения нити дважды свернутой по винтовой линии и затем соответствующей термической обработкой переводят на нить в кристаллическую форму.
4.Прием выполнения охарактеризованного в пп. 1 и 3 способа, отличающийся тем, что для диаметра винта первого порядка применяют размер в два или три раза больший диаметра нити, а для диаметра винта второго порядка применяют размер, по крайней мере, в десять раз больший диаметра нити.
5.Прием выполнения охарактеризованного в пп. 1-4 способа, отличающийся тем, что нить, предварительно намотанную в виде винта первого порядка, вторично наматывают на сердечник для образования винта второго порядка и нагревают нить вместе с сердечником до 1900-2000°, а затем нить без сердечника нагревают до требуемой более высокой температуры.
к патенту ин-ной фирмы Общество с oi. отв. электрических ламп накаливапия Патент-Трейганд № 45553
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрическая лампа накаливания | 1987 |
|
SU1495875A1 |
| СПОСОБ И УСТРОЙСТВО УТОНЧЕНИЯ ПРОВОЛОК С ПРИМЕНЕНИЕМ ПРИНЦИПА КАЧЕНИЯ | 2004 |
|
RU2294259C2 |
| Лампа накаливания | 1990 |
|
SU1771004A1 |
| Способ изготовления тел накаливания | 1924 |
|
SU7415A1 |
| Лампа накаливания | 1974 |
|
SU1283872A1 |
| Машина для вплавления поддерживающих проволок и укрепления тела накала в электрических лампах накаливания | 1927 |
|
SU11971A1 |
| Трубчатая электрическая лампа накаливания | 1927 |
|
SU28857A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ КРЮЧКОВ И ВПЛАВЛЕНИЯ ИХ В СТЕКЛЯННЫЕ ПОДДЕРЖИВАЮЩИЕ ОСТОВЫ ДЛЯ ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ | 1925 |
|
SU13916A1 |
| Электрическая лампа накаливания с ослаб ленной конвекцией | 1923 |
|
SU1890A1 |
| Способ изготовления из спирально-свитой проволоки тел накаливания для электрических ламп | 1926 |
|
SU10791A1 |
///т/
Фиг. 2.
5;
ФигЗ.

