1
Изобретение относится к области цветной металлургнн и 1может быть использовано при переплавке лома и отходов цветных металло в, например алюминия и его сплавов с железными .приделка-ми.
Известна электрическая солевая печь для переплавки ло1ма и отходов цветных металлов, включающая 1ван«у для соле)вого расплава, напревательные электроды, бункер с дозатором для загрузки исходного сырья, перемешивающее устройство и систему огвода вьшлавленного металла. Исходное сырье заг ружают IB иерфорированную корэиику, погружаемую ;в 1СОЛ6ВОЙ расплав.
Предложенная электрическая солевая печь отличается тем, что она снабжема конвейером 1ИЗ (перфорироваиных пластин с боковыми буртИ1кам1И, ограничительными и направляющими лепестками, -при этом конвейер расположен под бункером с дозатором для загрузки исходного сырья на конвейер.
Отверстия перфорированных пластин наклонены к горизонтальной нлоскости по ходу движения конвейера. Лепестки перфорнрованиых пластин наклонены к .горизонтальной плоскости в нанравлении перемещения коивейера «а угол не более 90°. Это обеспечивает непрерывную работу печи и олти-мальные технологические уСЛОВИЯ.
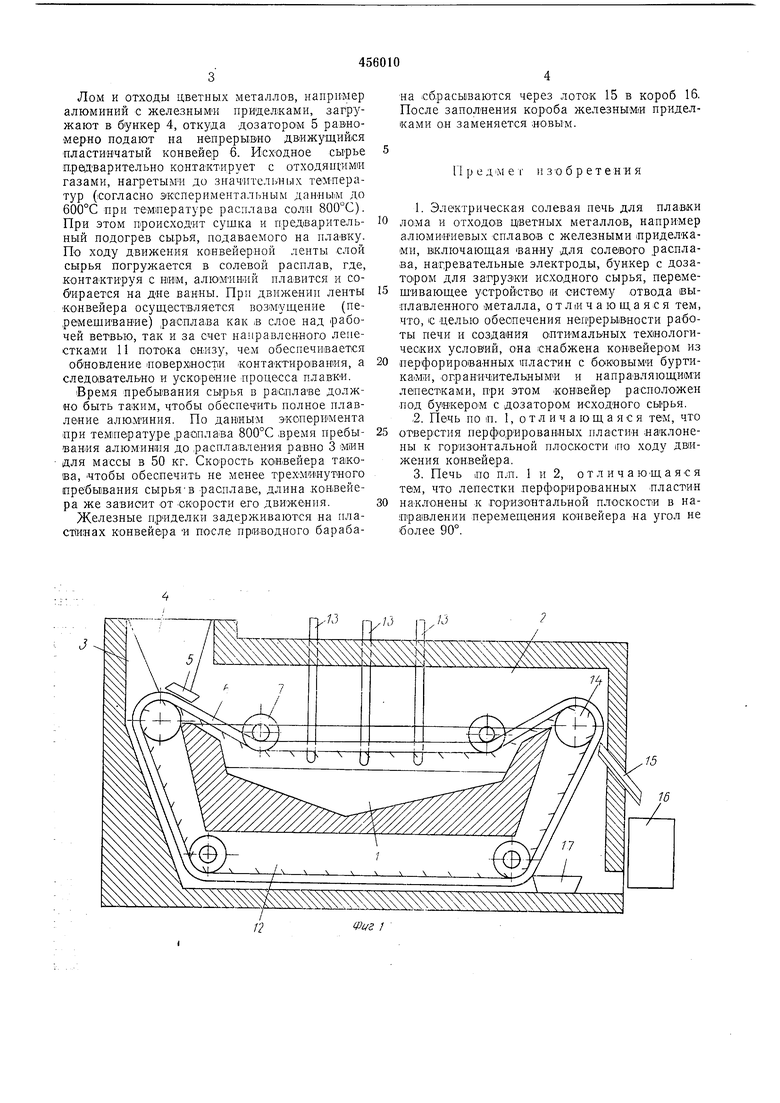
На фиг. 1 -показана печь, продольное сечение; на фиг. 2 - то же, поперечное сечение; на фиг. 3 - разрез по А-А на фиг. 2.
Печь содержит корпус, образующий ванну
1 для солевого расплава, камеру 2, щахту 3, в которой размещен бункер 4 для исходного сырья. Бункер 4 снабжен дозатором 5, расположенным над передней частью перфорированного пластинчатого конвейера 6. Рабочая
верхняя часть конвейера с помощью огибающих роликов 7 и механизмов лх перемещения (на чертежах не показаны) погружена в солевой расплав на регулируемую глубину.
Пластины 8 конвейера 6 снабжены боковыми
буртиками 9, ограничительными лепестками 10 и направляющими лепестками 11. Нижняя ветвь конвейера находится в туннели 12. Ширина ванны 1 нревыщает щир1шу конвейера 6 на расстояние, позволяющее установить пагревательные электроды 13.
За приводным барабаном 14 находится направляющий лоток 15, под которым установлен короб 16 для железных приделок и емкость 17 для (Сбора капель расплава. Металл выпускается из печи через щпуровое отверстие 18. Конвейер изготовлен из материала, стойкого к солевому расплаву, например из чугуна стали марки 10.
Печь работает следующим образом. Лом и отходы цветных металлов, например алюминий с железяымИ приделками, sartpyжают в бункер 4, откуда дозаторО М 5 рав«омерно нодают на непрерывно движущийся пластинчатый конвейер 6. Исходное сырье предварительно контактирует с отходяп ими газами, нагретьвги до значительН1,1х температур (согласно экспериментальным данным до 600°С при темтературе расплава солп 800°С). При этом происходит сушка и предварительный подогрев сырья, подаваемого на плавку. По ходу движения коивейерпой лепты слой сырья погружается в солевой расплав, где, контактируя с ним, алюминий плавится и собирается на дне ванйы. При движении ленты конвейера осуществляется воз1мущение (перемещивание) расплава как в слое над рабочей ветвью, так и за счет направлен-ного лепестками 11 потока с«изу, чем обеспечпвается обновление .noiBepxeocTiH контактирования, а следовательно и ускорение процесса плавки. |Время пребывания сырья в расплаве должно быть таким, чтобы обеспечить полное плавление алю,миния. По данным экопервмента при температуре расплава 800°С время пребыванля алюминия до расплавления равпо 3 мин - для массы в 50 кг. Скорость конвейера такова, чтобы обеспечить не менее трехминутного оребьшания сырья-в расплаве, длина конвейера же зависит от скорости его движения. Железные приделки задерживаются на пласшнах конвейера И после приводного барабаа сбрасываются через лоток 15 в короб 16. После заполнения короба железными ириделками он заменяется новым. 11 р е д М е г и 3 о б р е т е н Б я 1. Электрическая солевая печь для плавки ло:Ма и отходов цветных металлов, например алюмипиевых сплавов с железными приделками, включающая ванну для солевого расплава, нагревательные электроды, бункер с дозатором для загруэки исходного сырья, перемеЩивающее устройство и систему отвода выплавленного металла, о т л 1И ч а ю щ а я с я тем, что, с целью обеспечения непрерывности работы печи и создания оптимальных технологических условий, она снабжена конвейером из перфорированных пластин с боковыми буртиками, ограничительными и направляющимИ лепестками, при этом .конвейер расположен под бункером с дозатором исходного сырья. ,2. Печь поп. 1, о т л и ч а ю щ а я с я тем, что отверстия перфорированных пластин наклонены к горизонтальной плоскости ino ходу движения конвейера. 3. Печь по п;п. 1 и 2, отличающаяся том, что лепестки перфорированных пластин наклонены к горизонтальной плоскости в направлении перемещения конвейера на угол не более 90°.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКАЯ СОЛЕВАЯ ПЕЧЬ ДЛЯ ПЛАВЛЕНИЯ ЛОМА АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2124061C1 |
| Электрическая солевая печь | 1977 |
|
SU670786A1 |
| Электрическая солевая печь | 1977 |
|
SU663998A1 |
| Электрическая солевая печь для плавки цветных металлов | 1973 |
|
SU466372A1 |
| СПОСОБ ПЛАВКИ ЛОМА И ОТХОДОВ АЛЮМИНИЕВЫХ СПЛАВОВ С ЖЕЛЕЗНЫМИ ПРИДЕЛКАМИ | 1993 |
|
RU2068009C1 |
| ПЕЧЬ ДЛЯ ПЕРЕПЛАВКИ ВТОРИЧНОГО АЛЮМИНИЕВОГО СЫРЬЯ | 1992 |
|
RU2016361C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ И СТРУЖКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1999 |
|
RU2156815C1 |
| Способ плавки лома и отходов алюминиевых сплавов с железными приделками | 1984 |
|
SU1191479A1 |
| Способ подготовки металлического лома к плавке | 1980 |
|
SU897871A1 |
| УСТАНОВКА С ВРАЩАЮЩЕЙСЯ ПЕЧЬЮ ДЛЯ ПЛАВЛЕНИЯ АЛЮМИНИЯ БЕЗ ПРИМЕНЕНИЯ СОЛЕЙ С ОТСЕВОМ И СБОРОМ ШЛАКОВ | 2003 |
|
RU2353681C2 |

/
10,Ж)
fUi J
-г.
