Существующие методы отливки плит, -болтов, труб и т. п. из алюминия, его сплавов и других цветных металлов и сплавов страдают значительными недостатками. Так, например, литье в вертикальные изложницы обусловливает брызги, захват газа струей, а также перемешивание металла с окислами и газами. Литье в открытую горизонтальную изложницу обусловливает шероховатую, окисленную поверхность слитков и наличие значительных усадочных раковин и пузырей внутри слитка. Литье в закрытую горизонтальную изложницу (норвежский способ литья алюминиевых вайербарсов) также дает слитки с внутренней усадочной рыхлостью или с крупнокристаллической структурой поверхностных сторон слитка, дающей разрывы при прокатке их. Литье сифонным способом (французский тип литья) обусловливает увеличенные отходы на литники и повышенную затрату рабочей силы и энергии на резку слитков с двух концов, а также дает слитки с усадочными пустотами, окислами, пузырями, распределенными по всей массе слитка, вследствие распределения более холодного металла в верхней части, а горячего- внизу слитка. Литье в щелевые наклонные или вертикальные изложницы так же как и литье в сифонные изложницы обусловливают отходы на литники и затрату рабочей силы и энергии машин на продольную обрезку и шлифовку по плоскости обреза. Литье в обычные наклонные изложницы дает значительные неоднородности по линии прохождения струи. При литье в вертикальные или наклонные изложницы, нагретые до температуры выще температуры плавления заливаемого металла и последующем охлаждении путем погружения в воду, получается крупно - кристаллическая структура слитков, и кроме того, при протекании металла в воду могут получаться разбрызгивание и даже взрывы. Кроме того этот способ обусловливает быстрый износ изложниц.
Предлагаемый способ заключается в применении вставляющегося в изложницу жолоба, по которому металл течет без образования брызгов и плен у стенок изложницы. По мере заполнения изложницы металлом жолоб из нее выдвигается. Конец жолоба может быть открытым, а также может иметь ловушку с одним или несколькими отверстиями. При литье он может или оставаться погруженным в металл или находиться на его поверхности, Жолобы могут изготовляться как из металлов и сплавов, так и из огнеупорных материалов, причем первые в соответствии с необходимостью могут футероваться для предохранения от растворения. Для алюминия
и его сплавов так же, как и для магния и его сплавов могут применяться железные, стальные, чугунные нихромовые и другого материала жолобы без футеровки. При литье вайербарсов жолоб может помещаться и передвигаться как по плоскости, так и по углу изложницы.
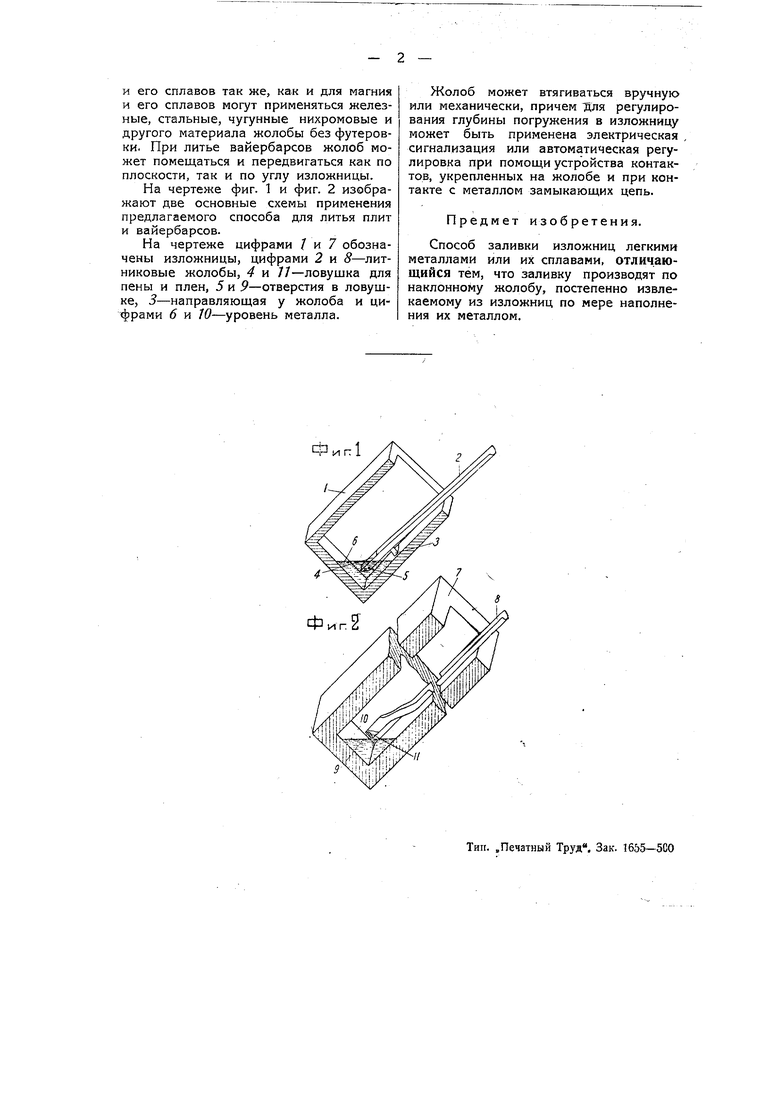
На чертеже фиг. 1 и фиг. 2 изображают две основные схемы применения предлагаемого способа для литья плит и вайербарсов.
На чертеже цифрами / и 7 обозначены изложницы, цифрами 2 и 8-литниковые жолобы, 4 и 11-ловушка для пены и плен, 5 и 5 -отверстия в ловушке, 3-направляющая у жолоба и цифрами 6 и Ю-уровень металла.
Жолоб может втягиваться вручную или механически, причем Для регулирования глубины погружения в изложницу может быть применена электрическая сигнализация или автоматическая регулировка при помощи устройства контактов, укрепленных на жолобе и при контакте с металлом замыкающих цепь.
Предмет изобретения.
Способ заливки изложниц легкими металлами или их сплавами, отличающийся тем, что заливку производят по наклонному жолобу, постепенно извлекаемому из изложниц по мере наполнения их металлом.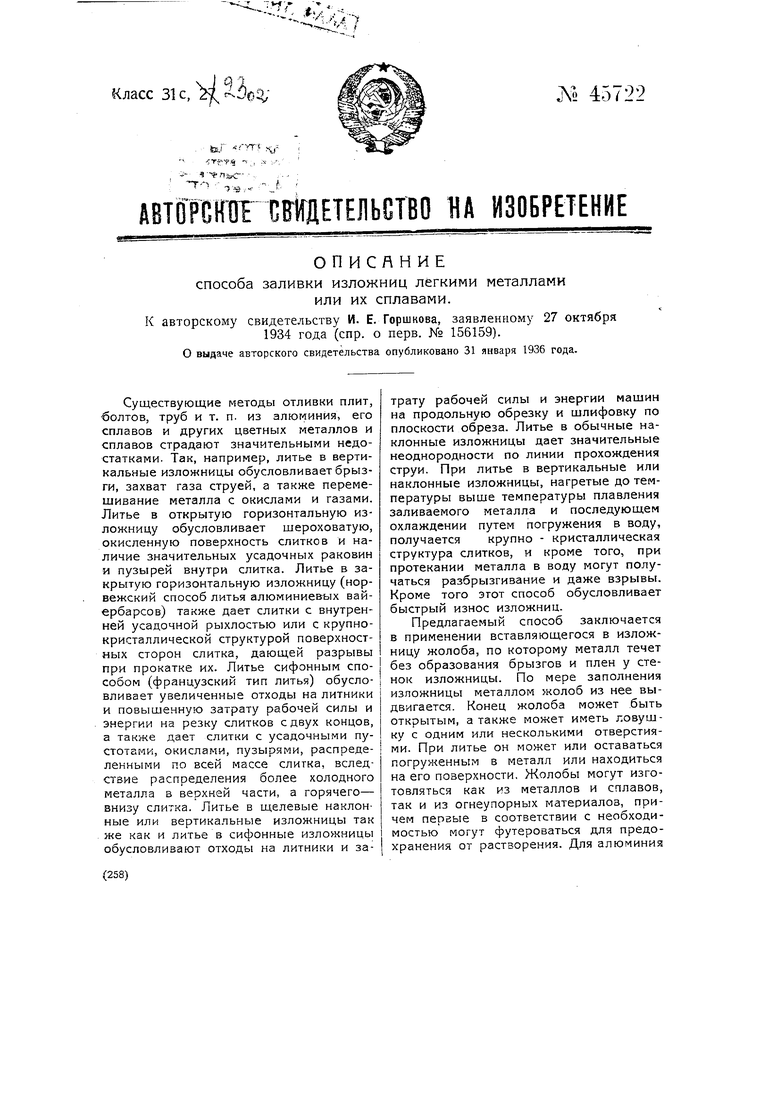
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница | 1934 |
|
SU43721A1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ И СПЛАВА СВЕРХУ | 2008 |
|
RU2388571C2 |
| Литейная канава для отливки стальных болванок | 1932 |
|
SU31586A1 |
| Способ отливки | 1938 |
|
SU54778A1 |
| Устройство для сифонной разливки стали | 1979 |
|
SU854559A1 |
| Способ заливки крупногабаритных форм "Каскад | 1978 |
|
SU777982A1 |
| Способ подготовки изложниц к сифонной разливке рельсовой стали | 1982 |
|
SU1068214A1 |
| Способ отливки с применением холодильников | 1935 |
|
SU49072A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ | 2008 |
|
RU2470735C2 |

