1
Изобретение касается неразрушающего контроля качества изделий с помощью устройств, регистрирующих сигналы акустической эмиссии.
Известный акустический способ контроля качества материалов и изделий, заключающийся в регистрации и анализе волн акустической эмиссии, возникающих в изделии, характеризуется малой точностью при оценке качества закалки изделия и сложностью при проведении контроля в широком интервале температур.
Цель изобретения - упрощение и повышение точности контроля.
Для этого по предлагаемому способу измеряют временной промежуток между моментом погружения изделия в закалочную среду и моментом появления максимума сигнала акустической эмиссии в закалочной среде, по которому судят о качестве закалки.
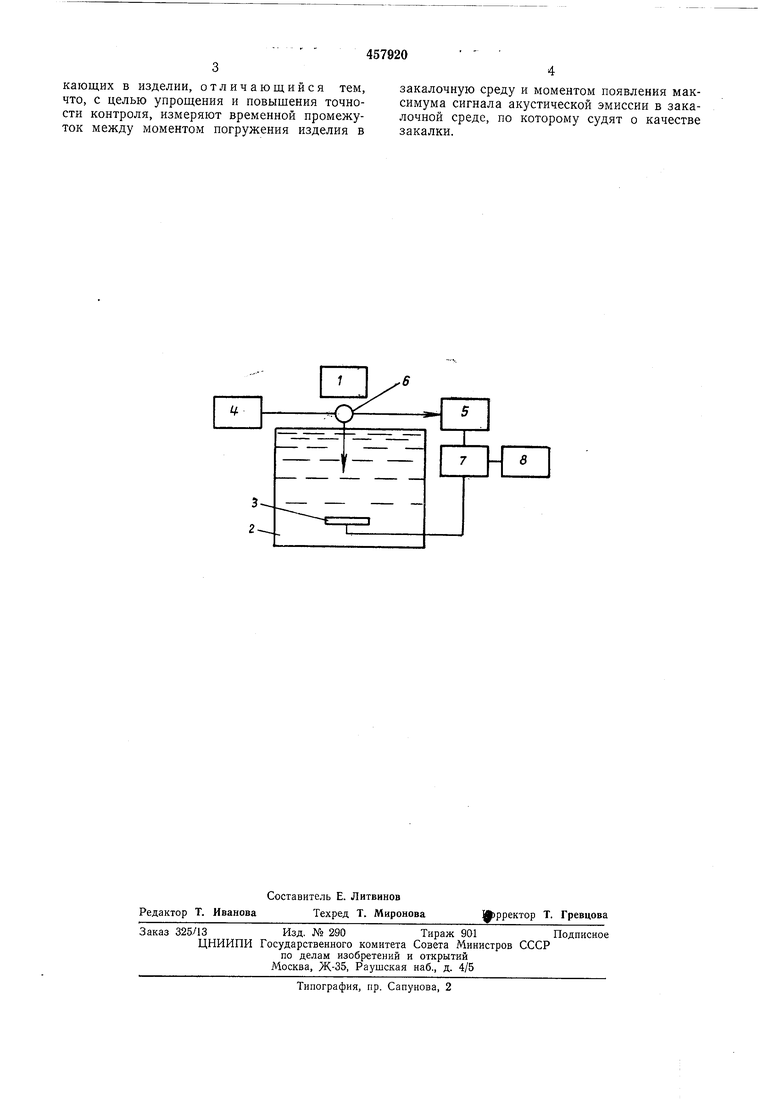
На чертеже изображена блок-схема устройства, реализующего предлагаемый способ.
Устройство состоит из нагревательной камеры 1, бака 2 с закалочной средой с установленным в нем акустически приемником 3, источника света 4, фотоэлемента 5, фиксирующего момент погружения изделия 6 в закалочную среду, усилителя 7 и самописца-регистратора 8.
Устройство работает следующим образом.
После нагревания изделия в нагревательной камере 1 оно погружается в бак 2 с закалочной средой в направлении акустического преобразователя 3.
Момент погружения изделия в закалочную среду фиксируется, например, по амплитудам сигналов фотоэмиссии, получаемым при пересечении изделием сфокусированных лучей от источника света 4 на катоде фотоэлемента 5. Сигналы фотоэмиссии усиливаются усилителем 7 и наблюдаются на самописце-регистраторе 8. При быстром охлаждении нагретого изделия в нем происходит кристаллизация мартенсита, сопровождающаяся увеличением его объема, что вызывает резкое изменение амплитуды акустической эмиссии, принимаемой акустическим приемником 3 и регистрируемой самописцем-регистратором 8. По промежутку времени между метками самописца судят о качестве закалки изделия.
Предлагаемый способ позволяет контролировать качество закалки изделий непосредственно в процессе закалки.
Предмет изобретения
Акустический способ контроля качества закалки изделий, заключающийся в регистрации и анализе волн акустической эмиссии, возникающих в изделии, отличающийся тем, что, с целью упрощения и повышения точности контроля, измеряют временной промежуток между моментом погружения изделия в
закалочную среду и моментом появления максимума сигнала акустической эмиссии в закалочной среде, по которому судят о качестве закалки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля термической обработки стальных изделий | 1988 |
|
SU1595928A1 |
| Акустоэмиссионный способ контроля качества материалов на наличие зародышей химического разложения | 1989 |
|
SU1716427A1 |
| Способ обнаружения дефектов в изделиях и устройство для его осуществления | 1991 |
|
SU1810816A1 |
| Способ контроля трещинообразования в изделии | 1989 |
|
SU1714495A1 |
| Способ поверхностной закалки стволов орудий | 2017 |
|
RU2668531C1 |
| СПОСОБ КОНТРОЛЯ РАЗРАБОТКИ ЗАЛЕЖЕЙ УГЛЕВОДОРОДОВ ПО МИКРОСЕЙСМИЧЕСКОЙ ЭМИССИИ | 2006 |
|
RU2309434C1 |
| СПОСОБ РЕГИСТРАЦИИ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ В МЕТАЛЛАХ | 2008 |
|
RU2372615C1 |
| Устройство для определения координат источников акустической эмиссии | 1978 |
|
SU1078313A1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ | 1998 |
|
RU2147737C1 |
| Способ контроля толщины ледопородного ограждения при строительстве шахтных стволов | 2019 |
|
RU2706910C1 |