1
Изобретение относится к измерительной технике и может быть использовано, например, в автотракторной промышленности, где предъявляются высокие требования к точности окончательного контроля диаметров соосных отверстий.
Известно устройство для контроля диаметров соосных отверстий, содержащее цилиндрическую оправку, последовательно размещенные на ней измерительные пробки, плавающие относительно оси оправки и снабженные каждая пневматическим преобразователем линейного размера. Оправка, в свою очередь размещена с возможностью перемещения в базирующей втулке.
Однако известное устройство не обеспечивает высокой точности контроля диаметров нескольких соосных отверстий из-за ощибок базирования пробок относительно контролируемых отверстий.
Цель изобретения - повысить точность контроля.
Это достигается тем, что измерительные пробки жестко соединены попарно, кроме одной крайней, которая снабжена имеющим сферический щарнир щтоком, расположенным вдоль оси оправки и скрепляющим ее с соседней пробкой.
На чертеже изображено предлагаемое устройство.
Устройство для контроля диаметров трех соосных отверстий содержит цилиндрическую оправку 1, измерительные пробки 2, 3 и 4, связанные с оправкой 1 пружинами 5, а между собой щтоками 6 и 7 и сферическим шарниром 8, расположенным вдоль оси оправки 1. Каждая измерительная пробка включает в себя базирующие наконечники 9 и измерительные сопла 10, сообщенные с соответствующими пневматическими датчиками 11 и составляющие с ними пневмопреобразователи линейного размера. Под базирующие наконечники 9 и измерительные сопла 10 в цилиндрической оправке 1 сделаны вырезы несколько большего диаметра, чем наконечники и сопла. Это позволяет измерительным пробкам «плавать относительно оправки. Для облегчения ввода устройства в деталь 12 базирующие наконечники 9 выполняются сферическими.
Устройство работает следующим образом.
Оправка 1 с измерительными пробками вводится в деталь 12. Благодаря вырезам в оправке 1, измерительные пробки 3 и 4 совместно, а измерительная пробка 2 независимо от них перемещаются вокруг и поперек оси оправки 1, до тех пор пока не произойдет их самоустановка относительно отверстий контролируемой детали 12. При этом пружины 5 обеспечат необходимое измерительное усилие. В пневмопреобразователи подается сжатый
воздух и в измерительных соплах 10 датчики 11 фиксируют давления, соответствующие диаметрам контролируемых отверстий в детали 12.
Предмет изобретения
Устройство для контроля диаметров соосных отверстий, содержащее цилиндрическую оиравку, последовательно размещенные на ней измерительные пробки по числу контролируемых отверстий, плавающие относительно оси оправки и снабженные каждая базирующими наконечниками и преобразователем линейного размера, отличающееся тем, что, с целью повышения точности контроля, измерительные пробки жестко соединены попарно, кроме одной крайней, которая снабжена имеющим сферический шарнир штоком, расположенным вдоль оси оправки и скрепляющим ее с соседней пробкой.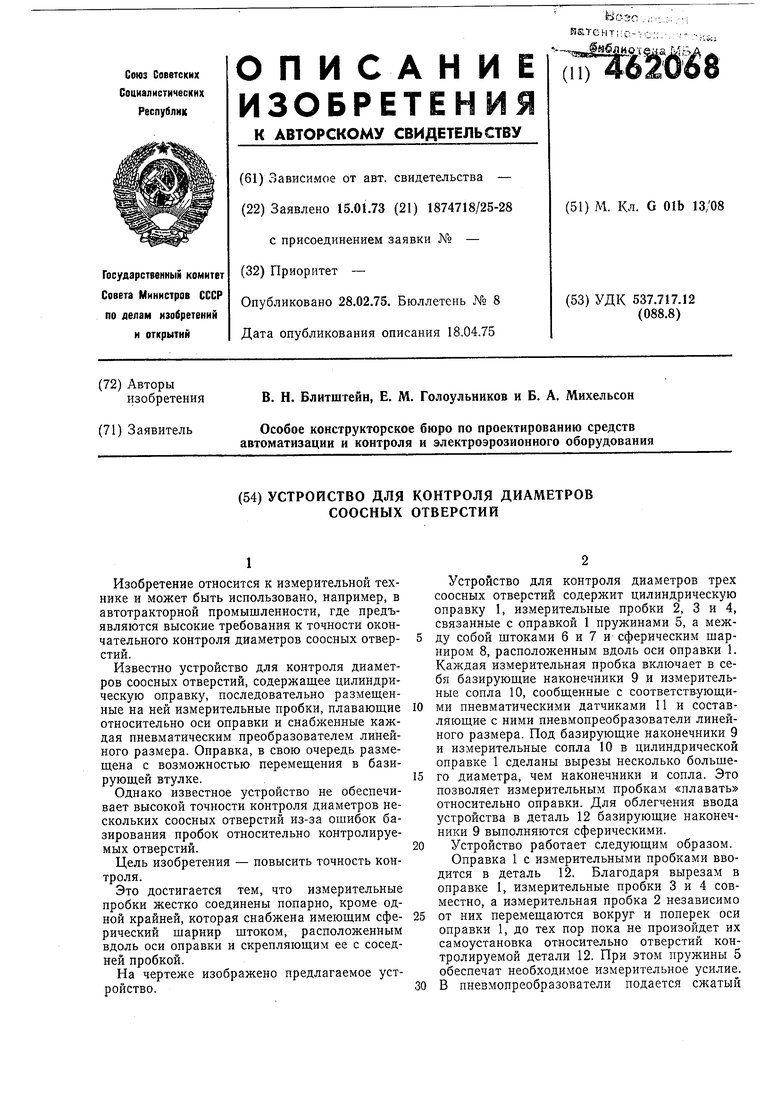
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактная измерительная пробка | 1980 |
|
SU911153A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ НЕПАРАЛЛЕЛЬНОСТИ ОСИ ОТВЕРСТИЯ И ПЛОСКОСТИ | 2008 |
|
RU2381443C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ | 2008 |
|
RU2388995C1 |
| Пневматический калибр и способ изготовления пневматического калибра | 1979 |
|
SU968612A1 |
| Контактный пневматический прибор для контроля диаметра отверстия | 1973 |
|
SU488980A1 |
| Устройство для контроля диаметров отверстий | 1990 |
|
SU1772614A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301402C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ | 2004 |
|
RU2247320C1 |
| Пневматическое устройство для измерения непараллельности осей отверстий | 1976 |
|
SU748120A1 |
| Устройство для контроля даиаметра отверстия в деталях | 1989 |
|
SU1677489A1 |
11
