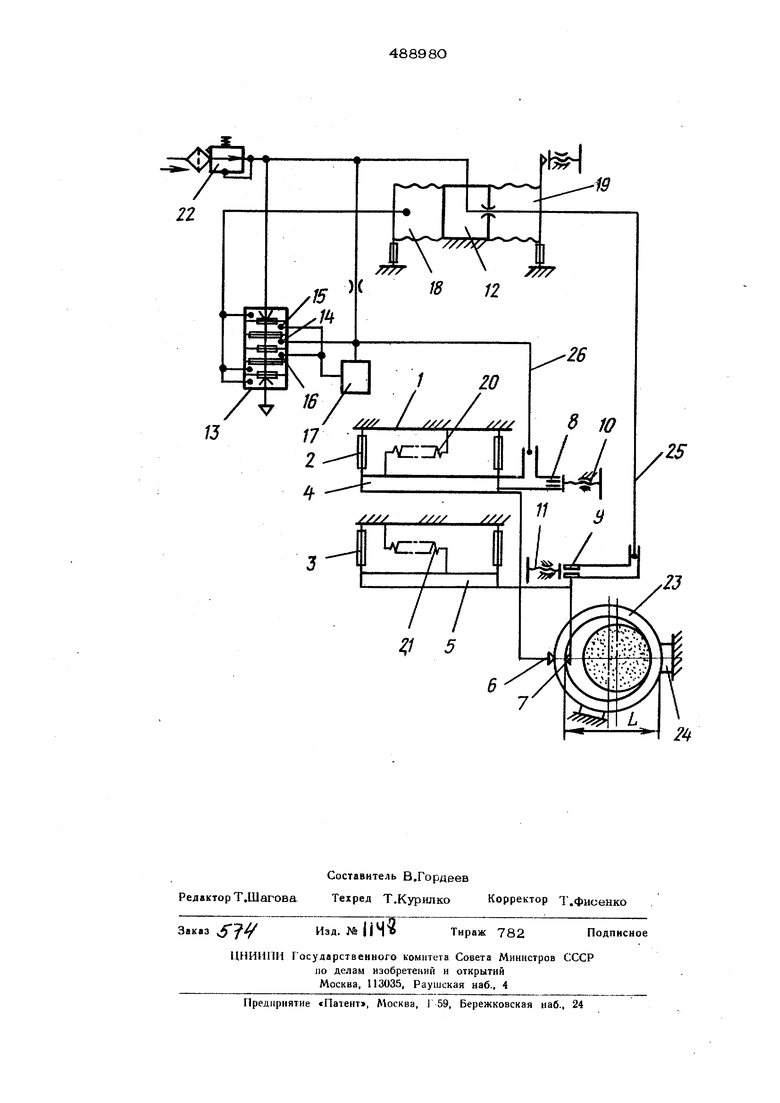
(54) КОНТАКТНЫЙ ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ДИАМЕ1РА ОТВЕРСТИЯ 1ный пневмопреобразователь 12 и пятимембранный пневматический сумматор 13. Камера 14 сумматора 13 сообщена с корректирующим соплом 8 непосредственно, а камеры 15 и 16 сообщены с этим соплом через клапан 17. Пнавмопреобразователь 12 содержит две камеры 18 и i 19. Камера 18 сообщена с выходом сум I матора 13, а,камера 19 - с измеритель ным соплом 9. Измерительное усилие на наконечниках 6 и 7 создается пружинами, 2О и 21, Питание сжатым воздухом осуществляется от стабилизатора давления 22. Контроль диаметра обрабатываемого отверстия кольца 23, базирующегося по наружному диаметру на жестких опорах 24, ; осуществляется косвенным мптодом путем измерения расстояния от измерительного наконечника 7 до базовой поверхности жест кой опоры 24 посредством сопла 9, Передаточное отношение измерительной ветви : 25выбирается в два раза больше переда-: точного отношения корректирующей ветви26 Пецед началом обработки прибор подводится на позицию измерения; при этом клапан 17 открыт. В корректирующей ветви 26и в камерах 14-16 сумматора 13 формируется давление,, соответствующее фак- 1тическому размеру наружного диаметра кольца 23 поступившего на обработку, (После этого закрывается клапан 17, и ; jдавление в камерах 15 и 16 запоминается. Давление на выходе сумматора 13 и, следовательно, в камере 18 преобразователя 12, равняется алгебраической сумме давлений в камерах 14-16 и поэтому соответствует фактическому размеру наружного диаметра кольца 23. При шлифовании отверстия из-за температурной деформации обрабатываемого кольца 23 давление в камере 14 сумматора 13 изменяется, что приводит к дополнителы .му смещению настройки преобразователя, отражающему температур Тную деформацию кольца. Отклонение факти- ческого размера наружного диаметра от номинального и температурная деформация ; обрабатываемого кольца, вызывающие пере мещение наконечника 6 в одном и том же направлении приводят к противоположным по направлению смещениям настройки преобразователя 12. В процессе шлифования отверстия перемещение измерительного наконечника 7 вызывает изменение давления в камере 19, и по достижении заданной разности давлений в камерах 19 и 18 пневмопреобразователь 12 вьщает команду на прекращение обработки. При этом поскольку передаточное сзтноще1 1е измерительной ветви 25 в два раза больше передаточного отношения корректирующей ветви 26 погрешность измерения диаметра обра-, батываемогортвфстия, обусловленная раст сеиванием размера наружного диаметра колец и их температурной деформацией в процессе обработки, автоматически компенсируется смещением настройки преобразователя 12. Предмет изобретения Контактный пневматический прибор для контроля диаметра отверстия при бесцентровом шлифовании, содоржьщ)й измерите гьную и корректирующую каретки с наконечниками, предназначенными для контактирования соответственно с внутренней обрабатываемой и наружной необрабатываемой поверхностями детали, дифференциальный пневмопреобразователь с двумя камерами, измерительное сопло, скрепленное с измерительной кареткой и сообщенное с одной ИЗ камер пневмопреобразователя, и корректирующее сопло, скрепленное с корректирующей кареткой, отличающийс я тем, что, с целью повышения точности контроля, он пневматическим сумматором, три входа которого сообщены с корректирующим соплом, один - непосредственно, а два других - через клапан, и выход сумматора сообщен со второй камерой пневмопреобразовйтеля.
25
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический прибор для контроля диаметра отверстия при бесцентровом шлифовании | 1977 |
|
SU679793A1 |
| Способ управления поперечной подачей внутришлифовального станка | 1976 |
|
SU647102A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Пневматический прибор для активного контроля линейных размеров | 1973 |
|
SU436730A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU361840A1 |
| Хонинговальная головка с прибором для контроля диаметров отверстий | 1973 |
|
SU443748A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ТОНКОСТЕННЫХ КОЛЕЦ В ПРОЦЕССЕ ОБРАБОТКИ | 1973 |
|
SU381886A1 |
| СИСТЕМА АКТИВНОГО КОНТРОЛЯ ДЛЯ КОМПЕНСАЦИИ ПОГРЕШНОСТЕЙ И СПОСОБ ЕЁ РАБОТЫ | 2020 |
|
RU2772478C1 |
| Устройство для нанесения покрытий на плоские сетки | 1982 |
|
SU1060240A1 |
| СИСТЕМА ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ И РЕГУЛИРОВАНИЯ ДЕФОРМАЦИЙ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1989 |
|
RU2014208C1 |
23
1 5
