Изобретение относится к измерительной технике, а именно к устройствам для автоматического контроля отверстий в цииндрических деталях типа стакана или втулки.
Цель изобретения - повышение точности контроля.
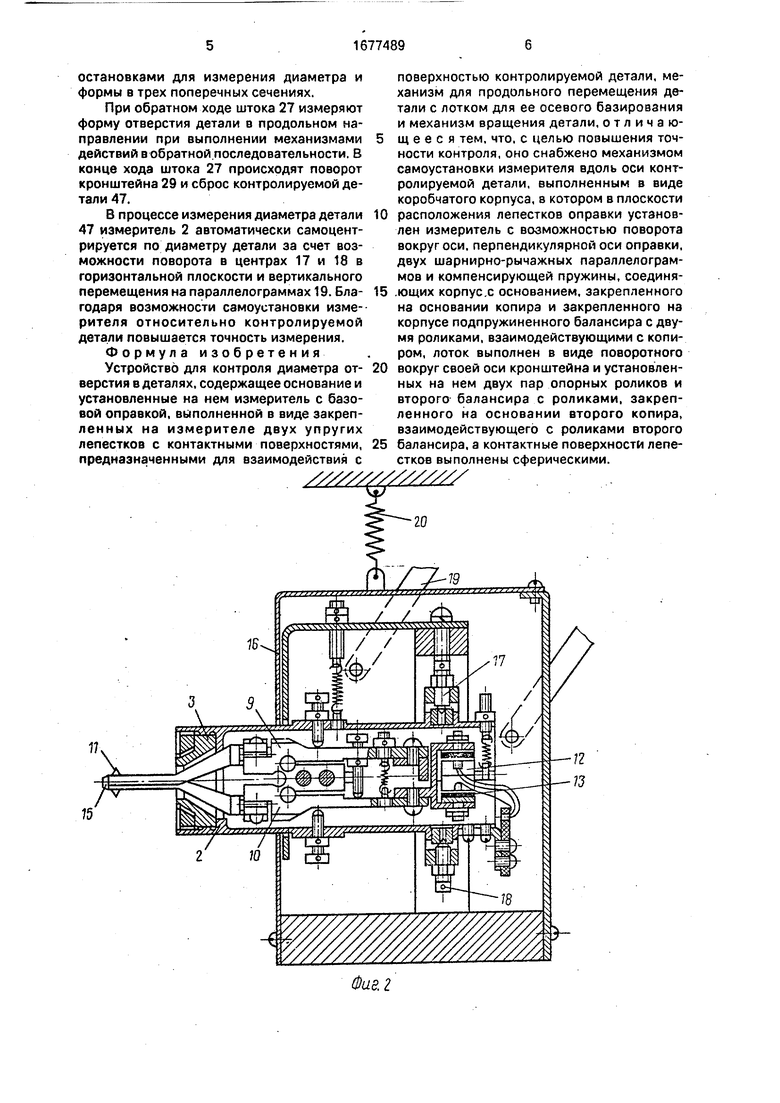
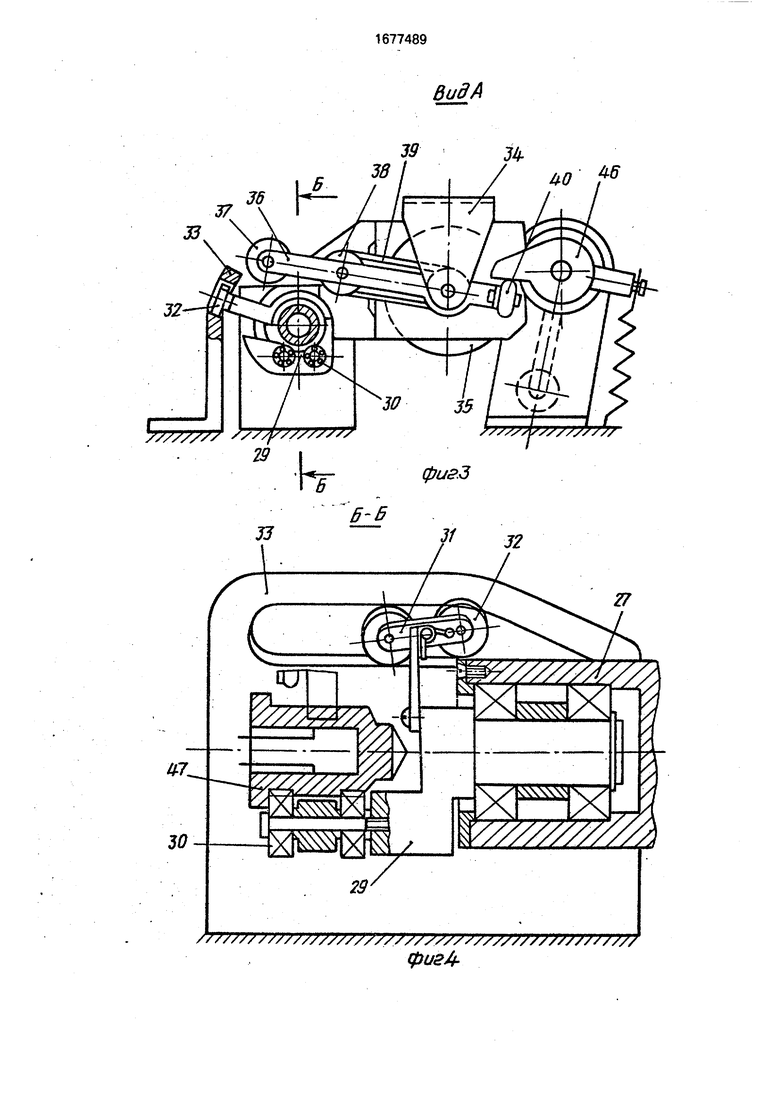
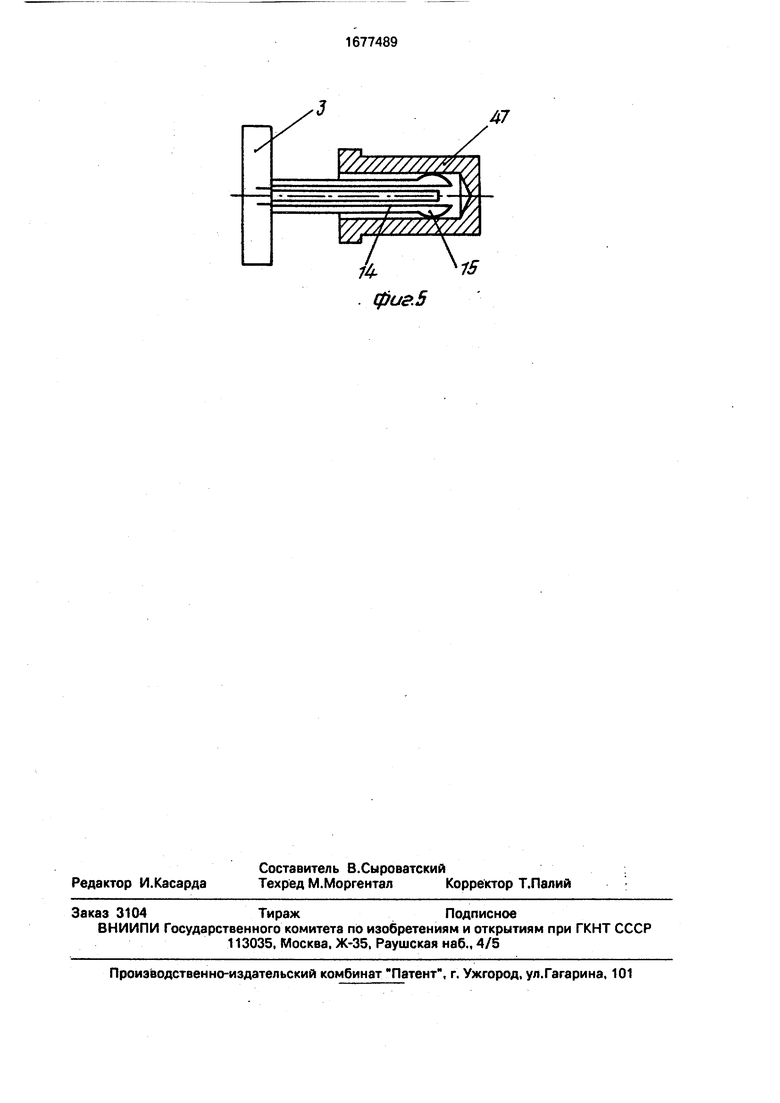
На фиг. 1 изображено устройство, вид в ксонометрии; на фиг. 2 - измеритель в корпусе механизма самоустановки, продольный разрез; на фиг. 3 - вид А на фиг,1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - базовая оправка.
Устройство содержит основание 1, измеритель 2 с базовой оправкой 3, механизм самоустановки измерителя по оси контро- ируемой детали, механизм 5 продольного перемещения детали с лотком б для ее осевого базирования, механизм 7 вращения де- али и механизм 8 арретирования механизма вращения детали.
Измеритель 2 (фиг. 2) содержит двуплечие рычаги 9.и 10 с измерительными наконечниками 11 на одном плече. На другом плече рычага 9 закреплен индуктивный датчик 12. а против него на рычаге 10 - блок из двух пластин 13. Закрепленная на измерителе 2 базовая оправка 3 выполнена в виде двух упругих лепестков 14 (фиг. 5) с контактными сферическими поверхностями 15 на концах. Лепестки 14 расположены вдоль рычагов 9 и 10, а сферические поверхности 15 и измерительные наконечники 11 расположены в плоскости, перпендикулярной к оси измерителя.
Механизм самоустановки измерителя по оси контролируемой детали выполнен в виде коробчатого корпуса 16, в котором в центрах 17 и 18 (фиг. 2) установлен измеритель 2 с возможностью поворота в горизонтальной плоскости, двух шар- нирно-рычажных параллелограммов 19, связывающих корпус 16с основанием 1 пружинами 20, компенсирующими массу механизма, копира 21, закрепленного на основании 1 и корпусе 16, подпружиненного балансира 22 с двумя роликами 23, взаимодействующими с копиром 21. Балансир 22 исключает зазор между роликами 23 и канавкой копира 21, за счет чего повышается точность базирования измерителя 2 в продольном направлении.
Механизм продольного перемещения контролируемой детали содержит привод 24 вала 25 с закрепленным на нем торцовым кулачком 26, установленный соосно измери- телю 2 подпружиненный шток 27 с роликом .28 на одном конце, взаимодействующим с кулачком 26, и закрепленный на другом конце штока лоток 6 для осевого базирования детали.
Лоток 6 (фиг. 3 и 4) выполнен в виде поворотного кронштейна 29, двух пар опорных
роликов 30 и второго балансира 31с роликами 32, взаимодействующими с закрепленным на основании 1 вторым копиром 33. Балансир 31 фиксирует лоток с контролируемой деталью поперек оси при перемещении, а
также осуществляет сброс детали после контроля за счет наклона канавки копира.
Механизм вращения детали (фиг. 3) закреплен с помощью кронштейна 34 на штоке 27 и содержит электродвигатель 35,
двуплечий рычаг 36 с установленным на одном плече симметрично относительно оси штока 27 опорным роликом 37 и приводным роликом 38, связанным посредством пасси- кз 39 с электродвигателем 35. На другом
плече рычага 36 имеется ролик 40.
Механизм арретирования вращения детали выполнен в виде кронштейна 41, закрепленного на основании 1, установленного в нем с возможностью вращения вала
42, на одном конце которого закреплен рычаг 43 с роликом 44, взаимодействующим с радиальным кулачком 45, установленным на валу 25, а на другом конце вала 42 закреплен плоский кулачок 46, взаимодействующий.с роликом 40 механизма вращения детали.
Устройство работает следующим образом.
Контролируемую деталь 47 помещают
на опорные ролики 30 лотка 6 и включают одновременно электродвигатель 35 и привод 24 вала 25 с кулачками 26 и 45. При взаимодействии ролика 28 с торцовым кулачком 26 шток 27 перемещается вдоль
оси и деталь 47 надвигается на оправку 3, упругие лепестки 14 которой в исходном, положении разведены и поэтому входят в отверстие детали с натягом и базируются на ней своими контактными сферическими
поверхностями 15, а измерительные наконечники 11 рычагов 9 и 10 измерителя 2 взаимодействуют с поверхностью отверстия детали, поворачиваясь на шарнирных перемычках и изменяя этим зазор между
датчиком 12 и пластинами 13.
Далее ролик 44 на рычаге 43 входит в углубление на радиальном кулачке .45 и поворачивает вал 42 механизма арретирования, а плоский кулачок 46 на противоположном конце вала 42 опускает рычаг 36 механизма вращения до контакта роликов 37 и 38 с наружной поверхностью детали 47, которые вращают деталь вокруг своей оси. За один оборот зала 25 кулачок 26 перемещает деталь 47 на всю ее длину с тремя
остановками для измерения диаметра и формы в трех поперечных сечениях.
При обратном ходе штока 27 измеряют форму отверстия детали в продольном направлении при выполнении механизмами действий в обратной последовательности. В конце хода штока 27 происходят поворот кронштейна 29 и сброс контролируемой детали 47.
поверхностью контролируемой детали, механизм для продольного перемещения детали с лотком для ее осевого базирования и механизм вращения детали, отличающееся тем, что. с целью повышения точности контроля, оно снабжено механизмом самоустановки измерителя вдоль оси контролируемой детали, выполненным в виде коробчатого корпуса, в котором в плоскости
ivw uis-iaiui и r-uyiiy d, a MJI ирим В ПЛЧСКОСТИ
В процессе измерения диаметра детали 10 расположения лепестков оправки установ- 13меритель 2 автоматически гямпмрмт- пои ,..-,. ,. пп...
47 измеритель 2 автоматически самоцентрируется по диаметру детали за счет возможности поворота в центрах 17 и 18 в горизонтальной плоскости и вертикального перемещения на параллелограммах 19. Благодаря возможности самоустановки измерителя относительно контролируемой детали повышается точность измерения. Формула изобретения
лен измеритель с возможностью поворота вокруг оси, перпендикулярной оси оправки, двух шарнирно-рычажных параллелограммов и компенсирующей пружины, соединя- 15 .ющих корпус .с основанием, закрепленного на основании копира и закрепленного на корпусе подпружиненного балансира с двумя роликами, взаимодействующими с копи. -г- - - - РОМ, лоток выполнен в виде поворотного
Устройство для контроля диаметра от- 20 вокруг своей оси кронштейна и установлен- верстия в деталях, содержащее основание и ных на нем двух пар опорных роликов и установленные на нем измеритель с базо- второго балансира с роликами, закреп- вой оправкой, выполненной в виде закреп- ленного на основании второго копира ленных на измерителе двух упругих взаимодействующего с роликами второго лепестков с контактными поверхностями, 25 балансира, а контактные поверхности лепе- предназначенными для взаимодействия с стков выполнены сферическими
///////////////
поверхностью контролируемой детали, механизм для продольного перемещения детали с лотком для ее осевого базирования и механизм вращения детали, отличающееся тем, что. с целью повышения точности контроля, оно снабжено механизмом самоустановки измерителя вдоль оси контролируемой детали, выполненным в виде коробчатого корпуса, в котором в плоскости
ivw uis-iaiui и r-uyiiy d, a MJI ирим В ПЛЧСКОСТИ
расположения лепестков оправки установ- пои ,..-,. ,. пп...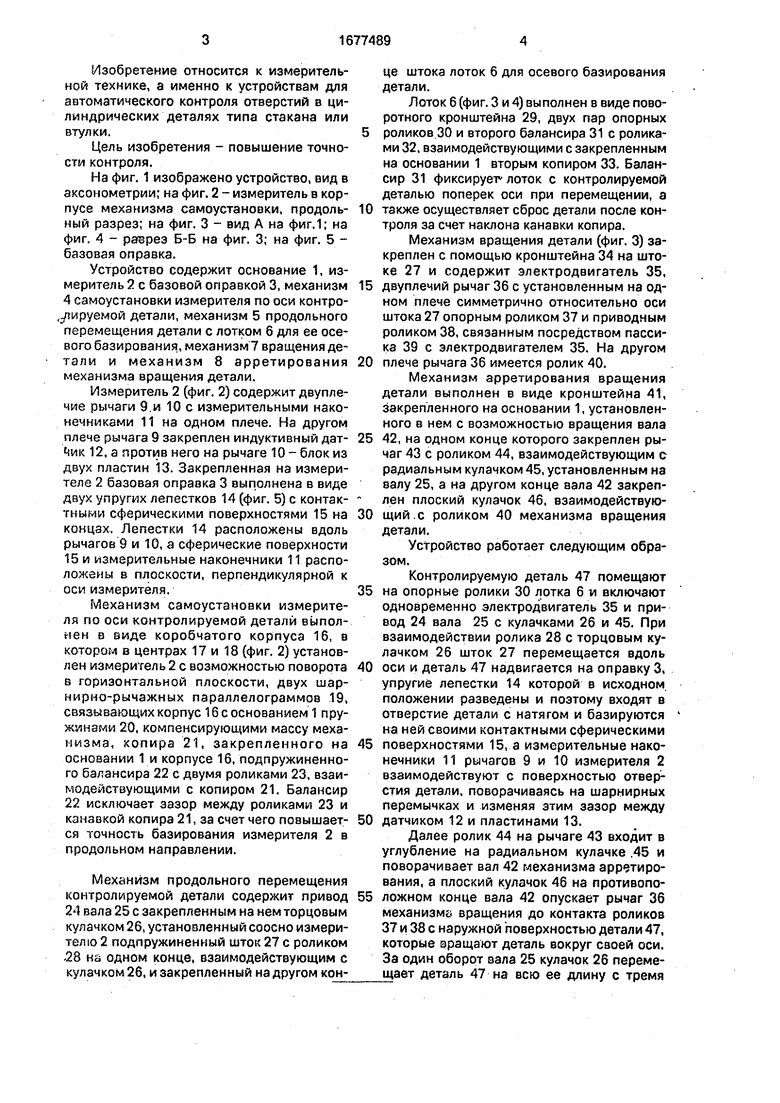
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка | 1988 |
|
SU1602625A1 |
| Автомат для контроля резьб | 1987 |
|
SU1446442A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Устройство для контроля диаметра и формы отверстия детали типа втулки | 1987 |
|
SU1490430A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Устройство для ориентации и запрессовки втулок с полостями на внутренней поверхности | 1987 |
|
SU1511043A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2136474C1 |
| Поворотно-делительный стол | 1984 |
|
SU1227422A2 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| Устройство для регулировки натяга в подшипнике качения | 1982 |
|
SU1109546A1 |
Изобретение относится к измерительной технике. Целью изобретения является повышение точности контроля измерения. Устройство содержит основание 1, двухры- чажный измеритель 2 с базовой оправкой 3, механизм 4 самоустановки измерителя U вдоль оси измеряемой цилиндрической детали, механизм 5 продольного перемещения детали с лотком 6 для ее осевого базирования, механизм 7 вращения детали и механизм 8 арретирования механизма вращения. При прямом продольном перемещении детали, она надвигается внутренней полостью на упругие лепестки оправки с натягом, при этом наконечники рычагов измерителя также взаимодействуют с поверхностью отверстия детали. Диаметр отверстия измеряют в трех сечениях при вращении детали. При обратном продольном перемещении детали измеряют форму поверхности отверстия. Во время измерения измеритель 2 имеет возможность самоустановки относительно контролируемой детали.5 ил. сл С 26 о ы XI Јь 00 ю Фиг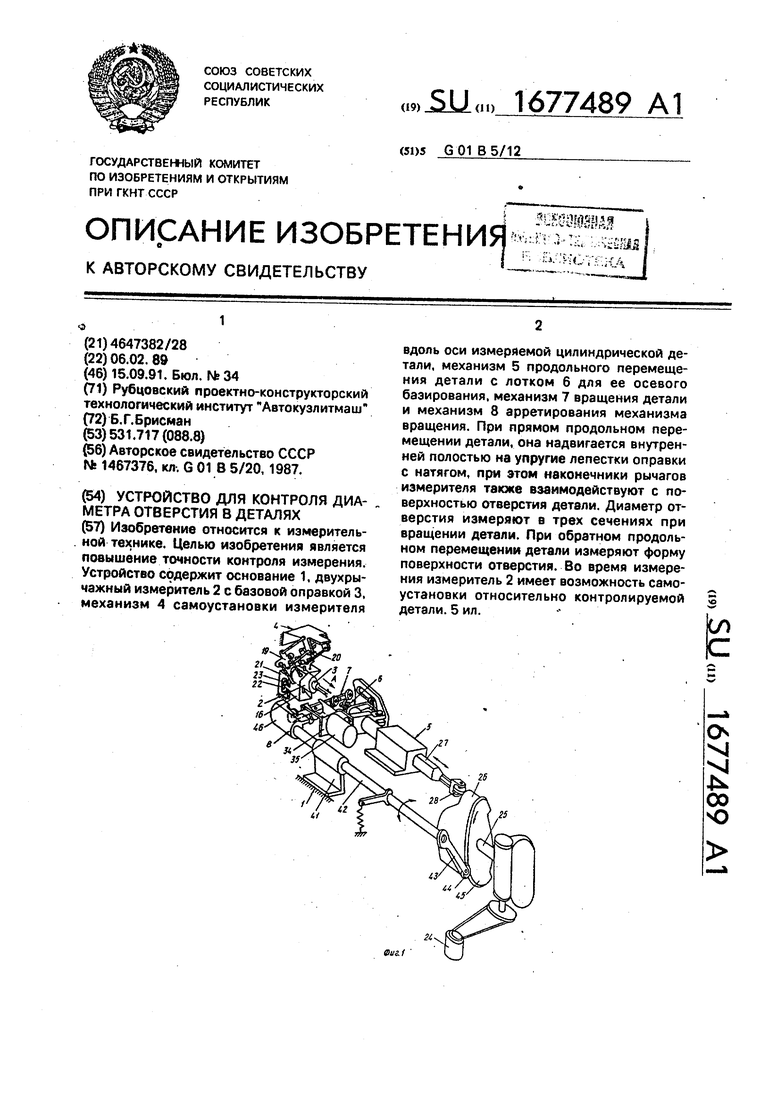
37
ВидА
46
фиг.3
27
фиё4fo
. фиг.5
| Устройство для контроля отверстий | 1987 |
|
SU1467376A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
