Изобретение относится к пневматической измерительной технике и может быть использовано для измерения диаметра отверстий, а также шероховатости их поверхности.
Известна пневматическая пробка для измерения диаметра отверстий и способ ее применения, описанные в книге О.Б.Балакшина "Автоматизация пневматического контроля размеров в машиностроении", М., 1964 г., стр.253, рис.130, принятая в качестве прототипа, состоящая из цилиндрического корпуса с направляющими, двух диаметрально расположенных сопел, соединенных с измерительным прибором.
Способ измерения диаметра отверстий заключается в подаче газа в измерительную камеру измерительного прибора и далее через два сопла, установленных диаметрально в пневматической пробке, в измерительные зазоры между поверхностью контролируемого отверстия и торцевыми поверхностями сопел, настройке пределов измерений с помощью настроечных деталей, установке пневматической пробки по направляющим в контролируемое отверстие, измерении его диаметра по величине изменения измерительных зазоров и соответствующего изменения давления в измерительной камере прибора, отображении результата измерения на индикаторе измерительного прибора.
Недостатками известного устройства являются высокая погрешность измерения вследствие влияния на результат измерения шероховатости поверхности контролируемого отверстия. Наличие погрешности от шероховатости поверхности отверстий снижает точность измерения и делает невозможным измерение диаметра отверстий с большой шероховатостью, что сужает область применения таких устройств.
Задачей заявляемого изобретения является повышение точности измерения диаметра отверстий и расширение области применения бесконтактных пневматических пробок.
Указанный технический результат достигается тем, что способ измерения диаметра отверстий заключается в подаче газа в измерительные камеры пневматического измерительного прибора и далее через сопла, установленные в пневматической пробке, - в измерительные зазоры между поверхностью отверстия и торцевыми поверхностями сопел, настройке пределов измерений путем поочередной установки на пневматическую пробку настроечных деталей, установке пневматической пробки в контролируемое отверстие, измерении его диаметра и шероховатости поверхности отверстия по величине изменения измерительных зазоров и соответствующих изменений давлений в измерительных камерах прибора, определении величины диаметра отверстия путем вычитания величины шероховатости его поверхности из измеренной величины диаметра отверстия, отображении результатов измерения шероховатости и величины диаметра отверстия на индикаторе измерительного прибора.
Настройку пределов измерения проводят с помощью трех настроечных деталей с минимальным значением шероховатости, две из которых имеют размеры, соответствующие пределам поля допуска диаметра контролируемых отверстий, а третья имеет размер, увеличенный на максимальную величину шероховатости.
Указанный технический результат достигается тем, что устройство для измерения диаметра отверстий состоит из пневматической пробки, снабженной направляющими и базирующими точечными опорами, содержащей две системы измерительных сопел для контроля диаметра и шероховатости поверхности отверстий, соединенные линиями связи с соответствующими измерительными камерами пневматического измерительного прибора с индикатором, подпружиненный элемент, расположенный на одной образующей с направляющими опорами, при этом опоры образуют начальный измерительный зазор между поверхностью отверстия и торцами сопел.
Базирующие и направляющие опоры выполнены в виде шести шариковых опор, расположенных попарно на трех образующих корпуса, проходящих через вершины равностороннего треугольника, в двух поперечных сечениях корпуса, при этом в каждом поперечном сечении содержатся две базирующие опоры и одна направляющая опора.
Система измерительных сопел для контроля шероховатости поверхности отверстий содержит два сопла, установленных на одной образующей в непосредственной близости от базирующих опор.
Пневматический измерительный прибор может быть выполнен в виде двухканального пневмоэлектронного прибора, содержащего две измерительные камеры и индикатор с цифровыми и предельными шкалами, или двух пневматических длиномеров высокого давления ротаметрического типа.
Устройство для измерения диаметра отверстий поясняется чертежами.
На Фиг.1 изображен общий вид устройства для измерения диаметра отверстий.
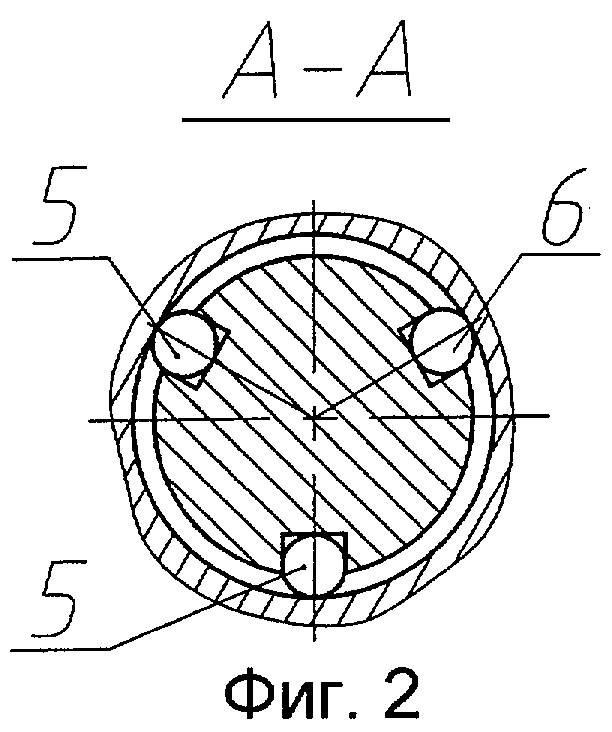
На Фиг.2 изображено сечение А-А, содержащее две базирующие и одну направляющую опоры.
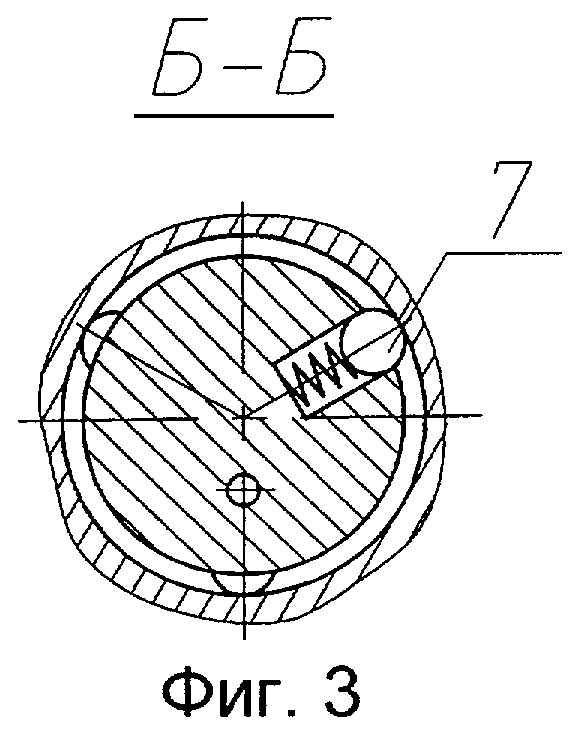
На Фиг.3 изображено сечение Б-Б, содержащее подпружиненный элемент.
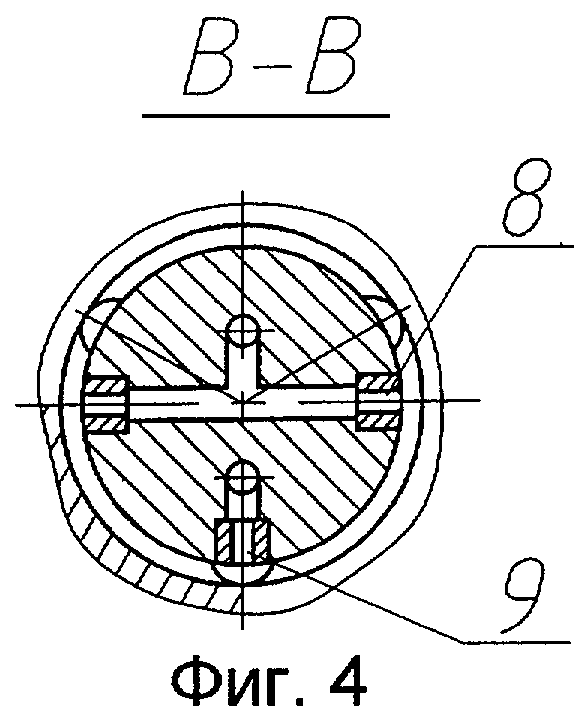
На Фиг.4 изображено сечение В-В, содержащее два измерительных сопла для измерения диаметра отверстий и одно из сопел для контроля шероховатости поверхности отверстий.
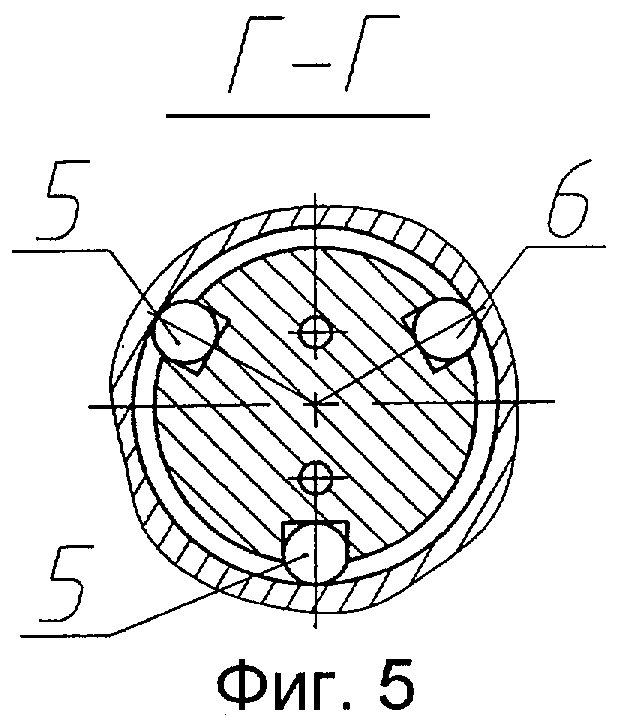
На Фиг.5 изображено сечение Г-Г, содержащее опоры и каналы для подвода воздуха к измерительным соплам.
Устройство для измерения диаметра отверстий состоит из пневматической пробки 1, соединенной с двухканальным пневмоэлектронным измерительным прибором 2 с помощью линий связи 3, 4. Пневматическая пробка 1 содержит базирующие 5 и направляющие 6 точечные опоры, прижимной элемент 7, расположенный на одной образующей с направляющими опорами 6, систему измерительных сопел 8, установленных диаметрально в пневматической пробке, систему измерительных сопел 9, установленных на одной образующей в непосредственной близости от базирующих опор 5. Система измерительных сопел 8 служит для измерения диаметра отверстий, а система измерительных сопел 9 - для контроля шероховатости поверхности отверстий. Системы измерительных сопел 8, 9 соединены линиями связи 3, 4 с соответствующими измерительными камерами 10, 11 прибора 2.
Базирующие 5 и направляющие 6 опоры выполнены в виде шести шариковых опор, расположенных попарно на трех образующих корпуса, проходящих через вершины равностороннего треугольника, в двух поперечных сечениях корпуса, при этом в каждом поперечном сечении содержатся две базирующие опоры 5 и одна направляющая опора 6. Опоры 5, 6 разнесены по длине контролируемого отверстия и образуют начальный измерительный зазор между поверхностью отверстия и торцами сопел.
Пневмоэлектронный измерительный прибор 2, содержит блок обработки информации (БОИ) 12, цифровые 13, 14 и предельные 15, 16 шкалы.
Процесс измерения диаметра отверстий осуществляется следующим образом.
Рабочий газ подают в оба канала пневмоэлектронного прибора и далее через системы измерительных сопел 8, 9 - в зазоры между поверхностью отверстия и торцевыми поверхностями сопел.
Устройство настраивают с помощью трех настроечных колец с минимальным значением шероховатости поверхности. Две детали имеют размеры, соответствующие пределам поля допуска диаметра контролируемых отверстий, а третья деталь имеет базирующий диаметр, на который устанавливаются базирующие опоры 5, и настроечный диаметр, напротив которого при настройке устанавливаются измерительные сопла 9, при этом величина настроечного диаметра больше величины базирующего диаметра на величину максимального значения шероховатости Rz.
Настройку устройства производят путем поочередной установки на пневматическую пробку настроечных деталей, установки в пневмоэлектронном приборе пределов измерения диаметра и шероховатости.
В процессе измерения пневматическую пробку 1 вводят и устанавливают по направляющим 6 и базирующим 5 опорам в контролируемое отверстие. Под действием прижимного элемента 7 пробка прижимается к поверхности контролируемого отверстия на четыре базирующие опоры 5, образуя начальный измерительный зазор между торцами измерительных сопел и контролируемой поверхностью. Прижимной элемент 7 обеспечивает стабильный прижим пробки 1 к поверхности контролируемого отверстия.
С помощью системы сопел 8 измеряют диаметр отверстия по величине изменения давления в измерительной камере 10 первого канала прибора, которая преобразуется в электронный сигнал.
Одновременно с измерением диаметра отверстия измеряют шероховатость поверхности контролируемого отверстия с помощью системы сопел 9, через которые подают газ в измерительные зазоры, образованные, в том числе микронеровностями контролируемой поверхности отверстия, и торцевыми поверхностями сопел 9. Величина изменения давления в измерительной камере 11 второго канала прибора, соответствующая величине шероховатости Rz, также преобразуется в электронный сигнал и отображается на цифровом индикаторе 13, а предельная шкала 16 отображает принадлежность детали к определенному классу чистоты, определяя годность контролируемой детали по чистоте поверхности.
Образованный опорами 5, 6 начальный измерительный зазор позволяет вести измерение в прямолинейной зоне рабочей характеристики измерительного прибора с высокой чувствительностью и точностью.
В блоке обработки информации корректируют результат измерения диаметра отверстия D путем вычитания из него величины шероховатости поверхности отверстия Rz. Полученный размер диаметра отверстия DRz отображают на цифровом индикаторе 14, а его значение относительно пределов поля допуска - на предельной шкале 15.
Таким образом, применение способа измерения диаметра отверстий и устройства для его осуществления позволяет учесть погрешность измерения, связанную с шероховатостью поверхности отверстий, повысить точность измерения диаметра отверстий с большой шероховатостью, тем самым расширить область применения бесконтактных пневматических пробок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ВАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2297594C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2296296C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2293287C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ НЕПАРАЛЛЕЛЬНОСТИ ОСИ ОТВЕРСТИЯ И ПЛОСКОСТИ | 2008 |
|
RU2381443C2 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ | 2008 |
|
RU2388995C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОРЦОВОГО БИЕНИЯ РОЛИКОВ | 2005 |
|
RU2288447C1 |
| УСТРОЙСТВО ДЛЯ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ОСИ ОТВЕРСТИЯ | 2006 |
|
RU2315950C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА | 2006 |
|
RU2319108C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2284470C1 |
Изобретение направлено на повышение точности измерения и расширение области применения бесконтактных пневматических пробок. Указанный технический результат достигается тем, что способ измерения диаметра отверстий заключается в подаче газа в измерительные камеры пневматического измерительного прибора и далее через сопла, установленные в пневматической пробке, в измерительные зазоры между поверхностью отверстия и торцевыми поверхностями сопел, настройке пределов измерений путем поочередной установки на пневматическую пробку настроечных деталей, установке пневматической пробки в контролируемое отверстие, измерении его диаметра и шероховатости поверхности отверстия по величине изменения измерительных зазоров и соответствующих изменений давлений в измерительных камерах прибора, определении величины диаметра отверстия путем вычитания величины шероховатости его поверхности из измеренной величины диаметра отверстия, отображении результатов измерения шероховатости и величины диаметра отверстия на индикаторе измерительного прибора. 2 н. и 8 з.п. ф-лы, 5 ил.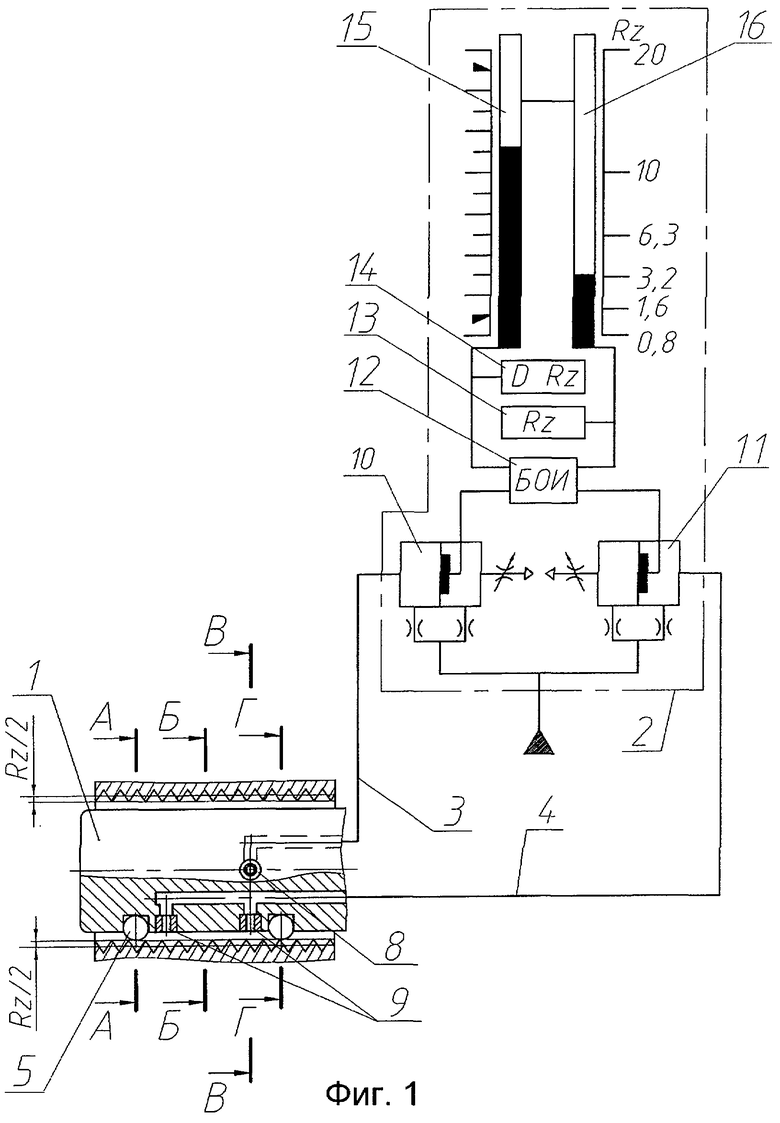
| КОНТАКТНЫЙ ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ДЕТАЛЕЙ В ПРОЦЕССЕ ОБРАБОТКИ | 0 |
|
SU377614A1 |
| Контактный пневматический прибор для контроля диаметра отверстия | 1973 |
|
SU488980A1 |
| Горелка к печи для варки стекла | 1955 |
|
SU109936A1 |
| US 4367646, 11.01.1983 | |||
| US 5619803 A1, 15.04.1997. | |||

