1
Изобретение относится.к измерительной технике и может быть использовано для контроля конических отверстий.
Известен пневматический прибор для контроля конусности, содержащий базирующее устройство в виде втулки с коническим отверстием/ . Д1змерительных контактных головок, закрепленных на базирующем устройстве с помощью пружинных параллелограммов, и манометра. Измерительные наконечники контактных головок кинематически связаны с соплами:, которые сообщены с манометром 1.
Однако известный прибор имеет недостаточную точность из-за контактного метода крнтроля конусности.
Наиболее близким к изобретению по технической сущности является пневматический калибр, содержащий корпус и скрепленные с ним поочередно расположенные соосные базирующие и измерительные диски с соплами и про.кладки с центральными отверстиями 2.
Однако базирующие диски и торцовые поверхности сопл выполнены цилиндрическими , что не обеспечивает необходимой точности контроля погрешностей конических поверхностей.
Известен также способ изготовление пневматического, калибра, заключаю- щийся в том, что одновременно ишифуют поверхности базирующих дисков и сопл, причем сопла прсиилифовывают на большую глубину,так, чторасстоя ние их торцов от оси пневматического калибра оказывается меньше радиуса базирующих дисков 2.
10
Однако, такой способ изготовления калибров трудоемок и не обеспечи- . вает необходимой точности при изготовлении дисков и сопл с коническими поверхностями.
Цель изобретения - повышение точ15ности контроля конусности валов.
Эта цель достигается тем, что в пневматическом калибре, содержащем корпус и скрепленные с ним поочередно расположенные соосные базирующие и измерительные диски с соплами и прокладками с центральными отверстиямя, центральные отверстия в базирующих дисках и торцовые поверхности сопл выполнена, коническими с равными
25 углами конусности, но с меньшим диа:метром основания конуса центральных отверстий в базирующих дисках.
Кроме того, согласно способу из:готовления пневматического калибра,
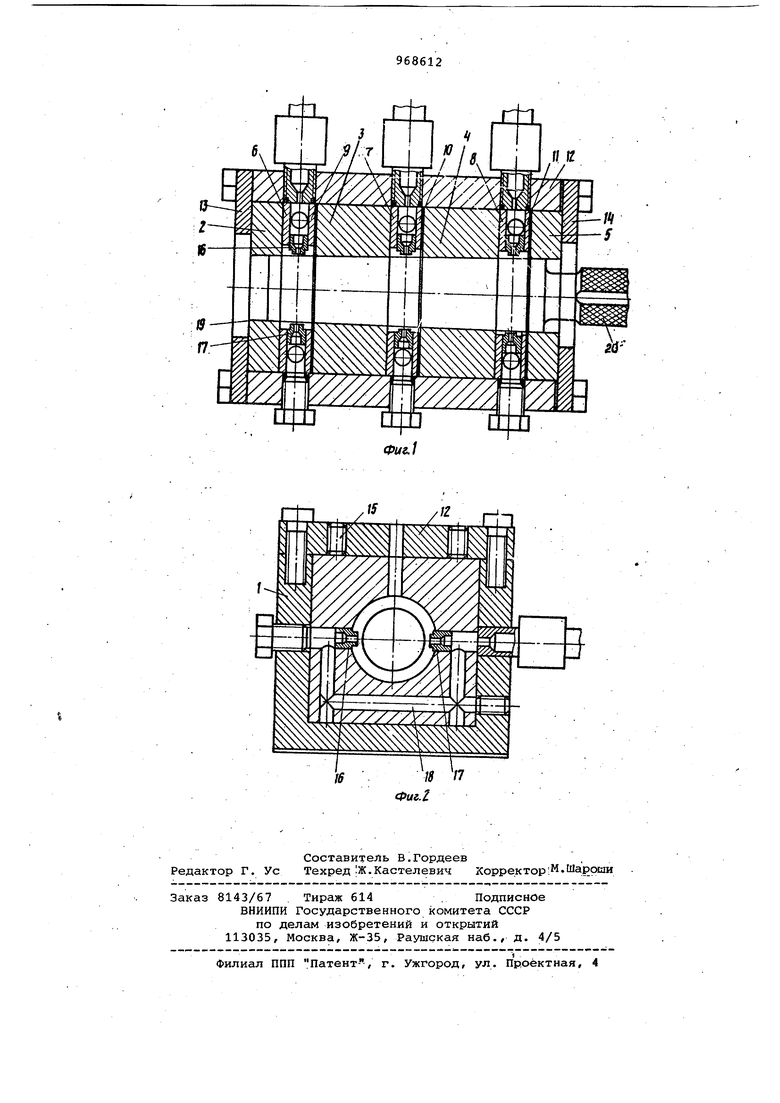
30 заключающемуся в том, что одновременно шлифуют поверхности базирующих дисков и сопл, перед шлифованием про кладки размещают со 1стороны меньших диаметров отверстий измерительных дисков, -а после шлифования - с другой стороны этих дисков. Перестановка прокладок относительно измерительных дисков смещает каждый измерительный диск с соплами на толщину прокладки к вершине конуса, вследствие чего образуется необходимое занижение торцов измерительных сопл относительно конических базирующих поверхностей базирующих дисков. На фиг, 1 показан калибр,про- дольный разрез V на фиг. 2 - то же, поперечный разрез. Пневматический калибр содержит ко рытообразный корпус 1, закрепленные корпусе базирующие диски 2-5, измери тельные диски 6-8, прокладки 9-11, крышку 12, закрывающую корпус сверху крышки 13И 14, закрывающие корпус с боков, болты (не показаны), скрепляющие крышки 12-14 с корпусом 1, упорные BiWTB 15, ввинчиваемые в кор пус 1 до упора в базирующие диски 2-5 и измерительные диски 6-8. В каждый измерительный диск запрессовано по два измерительных сопла 16 и 17, сообщенных между собой каналами 18, которые, кроме того, сообщают сопла с пневматическими пре образователями , например ротаметрами (не показаны).. . Во всех дисках 2-8 выполнены цент ральные.конические отверстия 19,Тор цовые поверхности сопл 16 и 17 такж выполнены коническими, Конические поверхности дисков и сопл имеют одну общую ось и равные углы конусности, но с меньшим диаметром основания конуса центральных отверстий в базирующих дисках, что обеспечи вает занижение торцов измерительных сопл 16 и 17 относительно конических базирующих поверхностей базирующих дисков 2-5, Пневматический калибр работает следующим образом. Контролируемый вал 20 размещают внутри дисков и подают сжатый воздух к измерительным соплам. Базирую щие диски 2-5 обеспечивают базирование контролируемого вала 20 относительно сопл, расход воздуха через которые, определяемый с помощью пневматических преобразователей, служит мерой зазоров между сопла;ми и контролируемым изделием, а следовательно, и мерой конусности контролируемого вала 20, , При настройке пневматического ка либра вместо контролируемого вала калибр помещают эталонный конус и тарируют пневматические преобразователи, вычисляя зазоры между торцами сопл,и эталонным Конусом по углу конусности и положению торц эталонного конуса относительно калибра, которое может быть определено, например, с помощью индикатора. Калибр изготавливается следующим образом. Собирают калибр. При этом прокладки 9-11 размещают со стороны меньших диаметров отверстий измерительных дисков 6-8. Шлифуют конические поверхности базирующих дисков 2-5 и измерительных сопл 16 и 17. Затем перебирают калибр и размещают прокладки 9-11 с другой стороны дисков 6-8. Выполнение калибра из поочередно расположенных соосных базирующих дисков, измерительных дискор с соплами и прокладок путем одновременной шлифовки поверхностей базирующих дисков и сопл со сменой положения прокладок относительно измерительных дисков во время шлифовки и при измерениях обеспечивает равные углы конусности торцовцх поверхностей сопл и базирующих поверхностейв базирующих дисках, но с занижением тор-, цов сопл относительно базирующих юверхностей, что позволяет повысить точность контроля конусности валов. Формула изобретения 1,Пневматический калибр,содержащий корпус и скрепленные с ним поочередно расположенные соосные базирующие и измерительные диски с соплами и прокладки с центральными отверстиями, отличающийся тем что, с целью повышения точности контроля конусности валов, центральные отверстия в базирующих дисках и торцовые поверхности сопл выполнены с равными углами конусности, но с меньшим диаметром основания конуса центральных отверстий в базирующих дисках, 2.Способ изготовления пневматичес кого калибра по п, 1, заключающийся в том, что одновременно шлифуют поверхности базирующих дисков и сопл, отл и ч и с я тем, что перед шлифованием прокладки размещают со стороны меньших диаметров отверстий измерительных дисков, а после ,шлифования - с другой, стороны этих дисков. Источники информации г принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 418182, кл, G 01 В 13/18, 1976. 2.Авторское свидетельство СССР № 313080, кл, G 01 В 13/18, 1970 (прототип).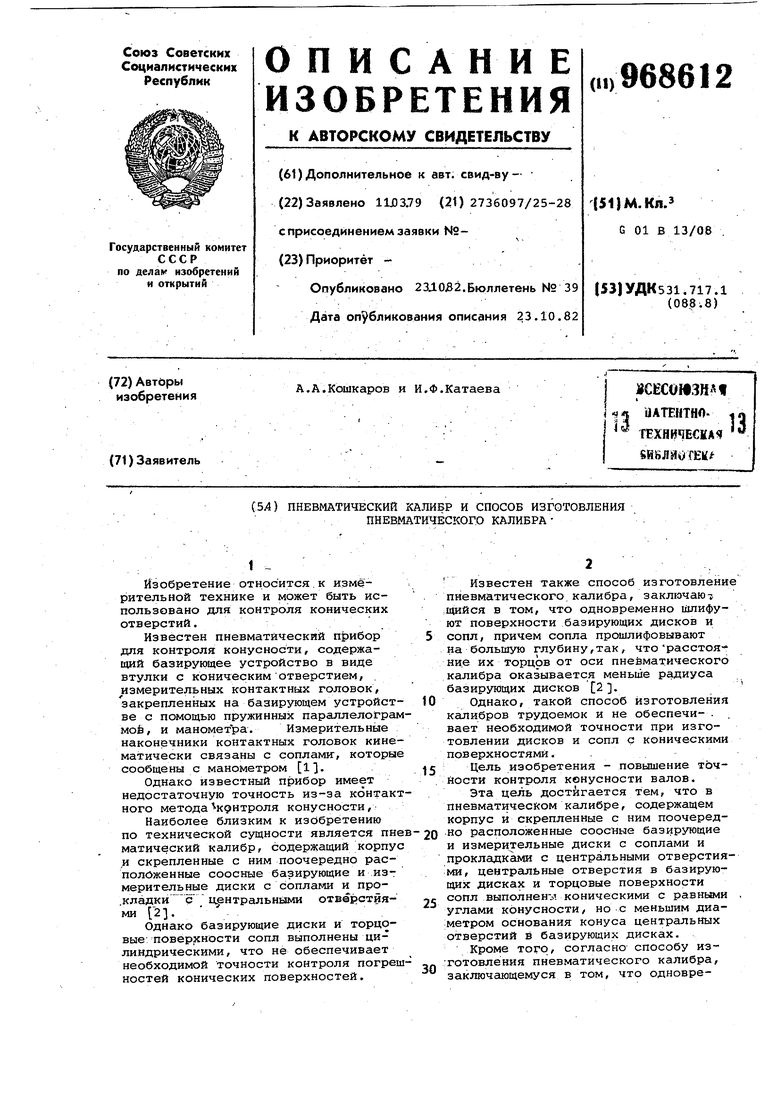
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| КАЛИБР ДЛЯ КОНТРОЛЯ ГЛУБОКИХ КОНУСНЫХ ОТВЕРСТИЙ | 2024 |
|
RU2830142C1 |
| Пневматический калибр | 1976 |
|
SU577400A1 |
| МНОГОПОЗИЦИОННЫЙ ПОЛУАВТОМАТ ДЛЯ КОНТРОЛЯ | 1969 |
|
SU254035A1 |
| Устройство активного контроля размеров при хонинговании | 1981 |
|
SU971636A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСКИ ПРИ ФИНИШНОЙ ОБРАБОТКЕ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2000 |
|
RU2163408C1 |
| СПОСОБ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2720326C1 |
| СПОСОБ КОНТРОЛЯ СООСНОСТИ ОТВЕРСТИЙ В ДНЕ И НА СТЕНКЕ ОБОЛОЧЕК, РАСПОЛОЖЕННЫХ ПОД УГЛАМИ 90 И БОЛЕЕ ГРАДУСОВ, И УСТРОЙСТВО УНИВЕРСАЛЬНОЕ ДЛЯ КОНТРОЛЯ | 2005 |
|
RU2290598C1 |
| Пневматическое устройство для измерения радиуса и формы дуги | 1988 |
|
SU1583739A1 |
| ПНЕВМАТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1991 |
|
RU2029235C1 |