1
Изобретение относится к обработке металлов давлением, в частности, к конструкциям механизмов для нрижима заготовки к матрице в установке для гидростатического прессования изделий на горизонтальном нрессе.
Установка для гидростатического прессования содержит заполненный рабочей жидкостью контейнер и заходящий в него пуансон, а механизм для прижима заготовки к матрице - расположенную в контейнере цилиндрическую втулку и перемеидающийся во втулке держатель заготовки с. пружиной. Матрица нри этом размещена у торца втулки. Такой механизм для прижима заготовки к матрице не приспособлен для прижатия к матрице искривленных вдоль оси заготовок.
Для прижатия к матрице заготовок с малой продольной устойчивостью предлагаемый механизм снабжен цилиндрической втулкой, установленной в контейнере с возможностью осевого перемещения. На свободном торце втулки имеется нолая неподвижная пробка. Между пробкой и держателем заготовки размещена пружина. При этом держатель заготовки выполнен в виде цанговой втулки.
На чертеже схематически изображен описываемый механизм.
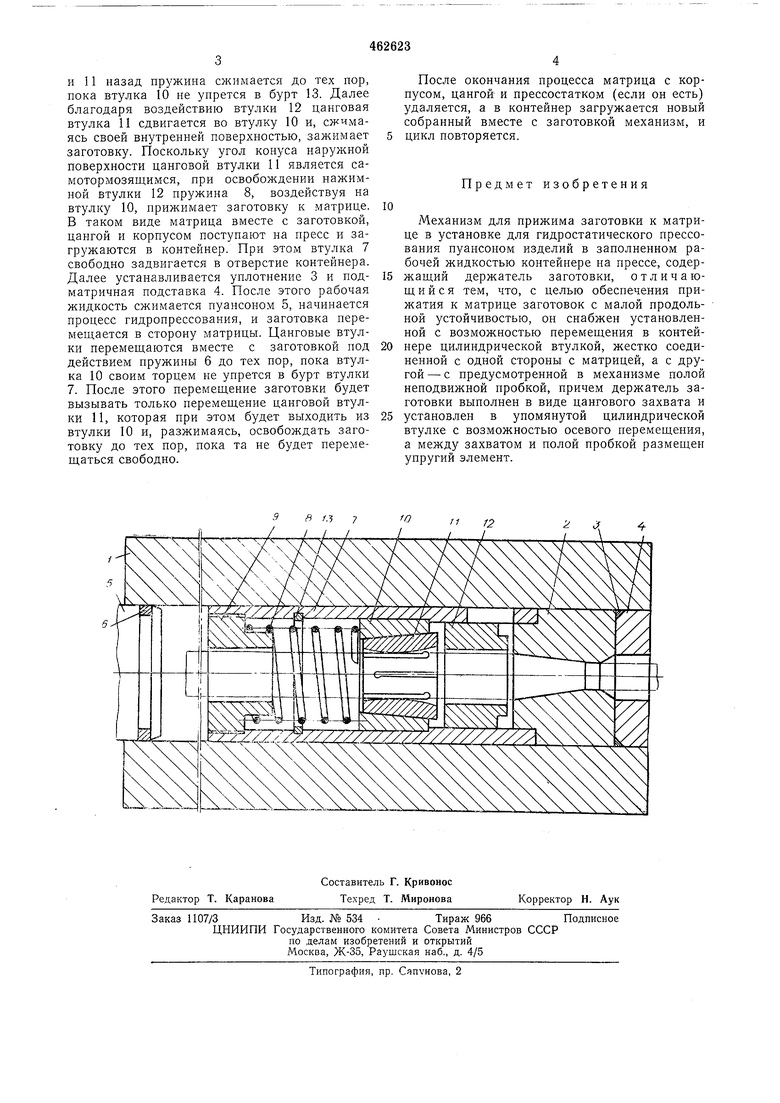
Механизм размещен в контейнере 1, занолненном рабочей жидкостью. В нем расположены матрица 2, неподвижное уплотнение 3,
подматричная подставка 4, пуансон 5 с подвижным уплотнением 6.
Механизм состоит из цилиндрической втулки 7, в которой установлены пружина 8, пробка 9, цанговые втулки 10 и 11, а также нажимная втулка 12. Ко втулке 7 жестко кренится матрица 2. Цанговая втулка 11 сопрягается с цанговой втулкой 10 по конической поверхности, угол конуса которой является
самотормозящим. Цанговая втулка 10 и нажимная втулка 12 направляются в цилиндрической расточке втулки 7. Внутренняя поверхность цанговой втулки 11 соответствует форме заготовки и имеет выпуклость, обеспечнвающую небольщую поверхность контакта с заготовкой. Цанговая втулка 11 HAieeT продольные прорези, что обеспечивает ее пружинение в радиальном направлении с иеобходи-. мой жесткостью. Пробка 9 предназначена для
предварительной нагрузки пружины 8.
Перед началом прессования на стенде вне нрессовой установки производится прижатие заготовки к матрице. При этом с помощью фасонного ключа через окно во втулке 7 нажимная втулка 12 перемещается назад (от матрицы), воздействует на торец втулки И и перемещает втулки 10 и 11 назад до унора в бурт 13 втулкн 7. Цанговая втулка II нмеет больщую жесткость но сравнению с пружиной 8. Поэтому нри перемещении втулок 10
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессовый инструмент для непрерывного экструдирования заготовок | 1977 |
|
SU632427A1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Устройство для гидромеханического прессования | 1972 |
|
SU497070A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПРОДУКТОВ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ, А ТАКЖЕ ПРЕСС ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ПРОФИЛЕЙ, ПРУТКОВ И ТРУБ | 2012 |
|
RU2570857C1 |
| Устройство для гидропрессования штучных заготовок | 1987 |
|
SU1581451A1 |
| Штамп последовательного действия | 1973 |
|
SU469516A1 |
| Устройство для прессования полых изделий | 1976 |
|
SU689755A1 |
| Инструмент для гидростатического прессования заготовок | 1971 |
|
SU563210A1 |
| Устройство для гидростатического прессования прутков из заготовок неограниченной длины | 1973 |
|
SU522885A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ОБРАТНЫМ ПРЕССОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
RU2076007C1 |
