1
(21)4325910/25-27
(22)09.11.87
(46) 30.07.90. Бюл. № 28
(71)Донецкий физико-технический институт АН УССР
(72)С.Г.Сынков, Н.П.Штросов и Г.А.Раханский
(53) 621.777.07 (088.8)
(56) Авторское свидетельство СССР
№ 305937, кл. В 21 J 5/04, .1954.
(54) УСТРОЙСТВО ДЛЯ ГИДРОПРЕССОВАНИЯ (57) Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для гидростатического прессования. Цель изобретения - повышение технологических возможностей и одновременное улучшение качества изделий из труд- ноЛормируемых металлов путем использования противодавления. Полость 3
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК | 2010 |
|
RU2440864C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1988 |
|
SU1570831A1 |
| Инструментальный узел для гидропрессования проволоки | 1988 |
|
SU1611485A1 |
| Способ гидропрессования с противодавлением | 1978 |
|
SU782902A1 |
| Устройство для пластической де-фОРМАции пОд ВыСОКиМ дАВлЕНиЕМ | 1978 |
|
SU795695A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| Инструмент для прессования заготовок из труднодеформируемых материалов | 1988 |
|
SU1690881A1 |
| Устройство для гидростатического прессования | 1978 |
|
SU791441A2 |
| Способ гидростатического прессования заготовки с отрывной законцовкой | 1986 |
|
SU1461551A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для гидростатического прессования. Цель изобретения - повышение технологических возможностей и одновременное улучшение качества изделий из труднодеформируемых металлов путем использования противодавления. Полость 3 пуансона 2 заполняют рабочей жидкостью и герметизируют пробкой 8. На матрицу 5 устанавливают заготовку 12. В полость контейнера заливают жидкость объемом меньшим, чем объем жидкости, залитой в полость пуансона, и вводят в полость контейнера пуансон. При этом процесс набора давления в полости 3, находящейся над заготовкой, и в полости 10, окружающей заготовку, идет по разному ввиду того, что высота столба рабочей жидкости над заготовкой отличается от высоты столба жидкости между пуансоном и матрицей. В силу указанных особенностей при равном перемещении пуансона давление в полости 3 над заготовкой будет меньше, чем давление жидкости в полости контейнера. 3 з.п.ф-лы, 2 ил.
ел ос
4 СЛ
пуансона 2 заполняют рабочей жидкостью и герметизируют пробкой 8. На матрицу 5 устанавливают заготовку 12. В полость контейнера заливают жидкость объемом, меньшим объема жидкости, залитой в полость пуансона, и вводят в полость контейнера пуансон. При этом процесс набора давления
в полости 3, находящейся над заготов- JQ кости в полости контейнера, кой, и в полости 10, окружающей за- Л-лы, 2 ил.
Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для гидростатического прессования.
Цель изобретения - повышение технологических возможностей и одновременное улучшение качества изделий из труднодеформируемых металлов путем использования радиального усиления.
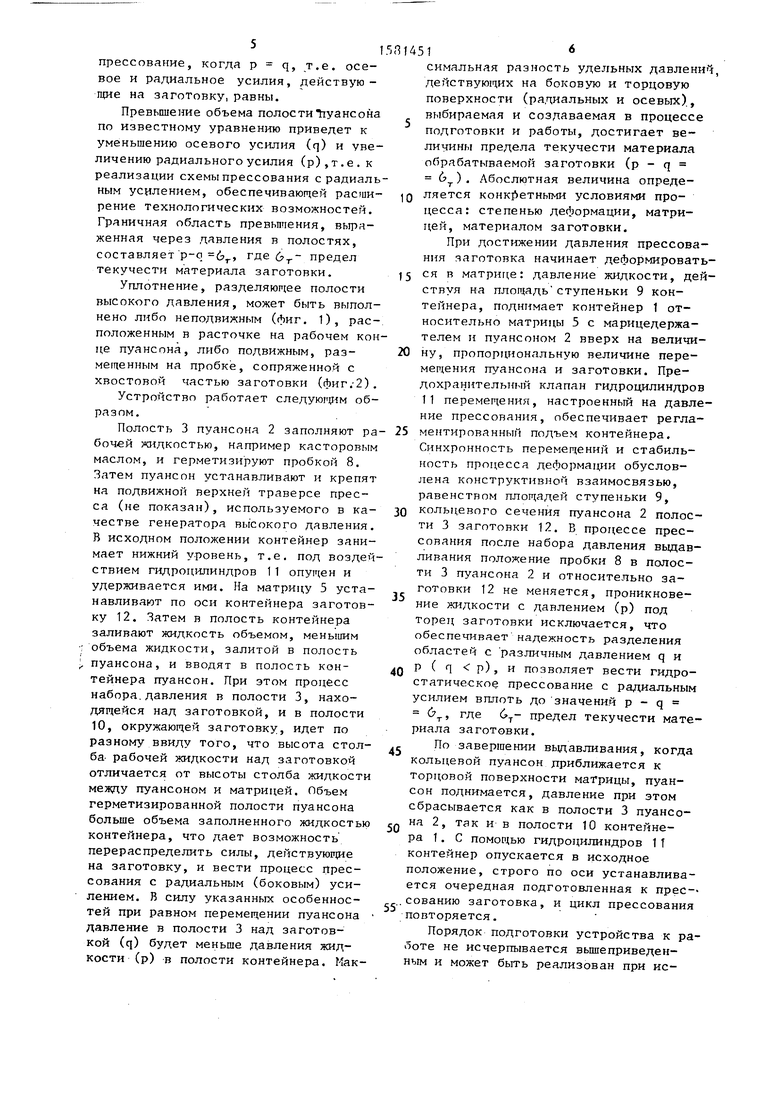
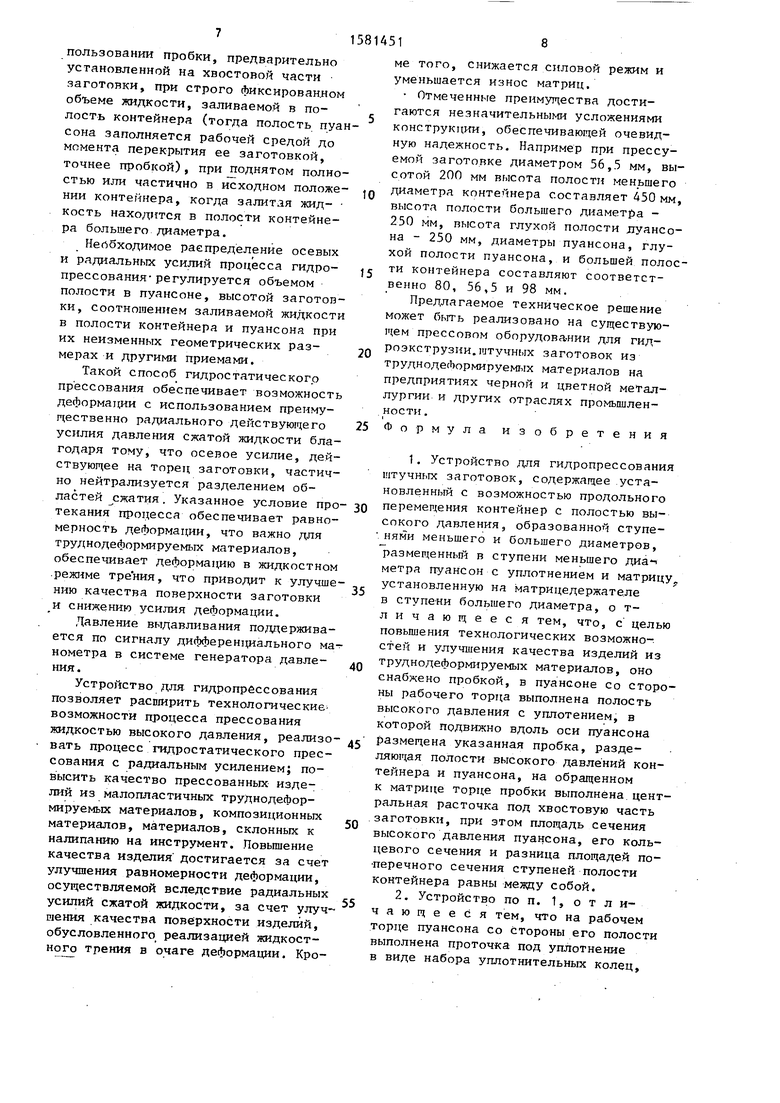
На фиг. 1 изображено устройство для гидропрессования, разрез; на фиг. 2 - устройство с вариантом выполнения подвижного уплотнения.
.Устройство для гидропрессования включает контейнер 1 высокого давления, заполненный рабочей жидкостью, передающей давление на заготовку, пуансон 2 с глухой полостью 3 на переднем рабочем конце, уплотнительныч элемент 4 сальникового типа, герметизирующий полость контейнера
по пуансону,, матрицу 5 с уплотнением подматричную опору 6, уплотнительные элементы 7, герметизирующие по пробке 8, сопряженной с хвостовой частью заготовки, полость 3 пуансона 2 и разделяющие ее от полости 9, образованной матрицей, заготовкой, контейнром и пуансоном. Канал контейнера выполнен ступенчатым. Позицией 10 обозначена ступень контейнера, образованная полостью большего и меньшего диаметров. Диаметр глухой полости 3 пуансона 2 равен диаметру заготовки. Площадь кольцевого сечения пуансона 2 и большой ступени контейнера 1 равны площади сечения заготовки. Контейнер 1 выполнен с возможностью осевого перемещения относительно матри;р 1 2 за счет гидроцилиндров (силовые гидроцилиндры перемещения на чертеже не показаны) через тяги 11. Позицией 12 обозначена прессуемая заготовка.
готовку, идет по разному ввиду того, что высота столба рабочей жидкости над заготовкой отличается от высоты столба жидкости между пуансоном и матрицей. В силу указанных особенностей, при равном перемещении пуансона давление в полости 3 над заготовкой будет меньше давления жидз.п.
5
0
5
0
5
0
5
0
5
Высота полости контейнера большего диаметра больше высоты заготовки с матрицей, а высота полости контейнера меньшего диаметра больше удвоенной высоты заготовки.Указанные параметры выбраны из условия обеспечения работоспособности устройства, в частности надежностью пуансона и возможностью полного выдавливания заготовки.
Уплотнительные элементы, за счет которых осуществлена герметизация полостей, выполнены, например, в виде уплотнительных колец, фторопластового и бронзового.
В качестве рабочей среды, передающей давление на заготовку, выбрано касторовое масло.
Сопряжение пробки 8 с хвостовой частью заготовки 12 выполнено по цилиндрическо-коничес кой поверхности по принципу некомпенсированной площади, исключающей проникновение жидкости в область между пробкой и заготовкой.
Равенство площадей полости 3 пуансона 2, кольцевого сечения пуансона 2, ступеньки 9 контейнера и сечения заготовки 12 выбрано из условия достижения синхронизации перемещений элементов устройства в процессе работы, создания условий надежного разделения областей с различным давлением и поддержания созданных давлений в процессе прессования всей заготовки.
Высота герметизированной полости пуансона (столб жидкости над заготовкой) выбрана по величине, превышающей высоту цилиндрической части заготовки (столб жидкости между матрицей и кольцевым пуансоном).
При равенстве объемов жидкости над заготовкой и вокруг заготовки реализуется обычное гидростатическое
3 1
прессование, когда р q, т.е. осевое и радиальное усилия, действующие на заготовку, равны.
Превышение объема полости Игуане о на по известному уравнению приведет к уменьшению осевого усилия (q) и увеичению радиального усилия (р), т. е . к еализации схемы прессования с радиальным усилением, обеспечивающей расширение технологических возможностей. Граничная область превышения, выраженная через давления в полостях, составляет р-о 6Г где 6Г предел текучести материала заготовки.
Уплотнение, разделяющее полости высокого давления, может быть выполнено либо неподвижным (фиг. 1), расположенным в расточке на рабочем конце пуансона, либо подвижным, размещенным на пробке, сопряженной с хвостовой частью заготовки (фиг;2).
Устройство работает следуюгцим образом.
Полость 3 пуансона 2 заполняют ра бочей жидкостью, например касторовым маслом, и герметизируют пробкой 8. Затем пуансон устанавливают и крепят на подвижной верхней траверсе пресса (не показан), используемого в качестве генератора высокого давления. В исходном положении контейнер занимает нижний уровень, т.е. под воздействием гидроцилиндров 11 опущен и удерживается ими. На матрицу 5 устанавливают по оси контейнера заготовку 12. Затем в полость контейнера заливают жидкость объемом, меньшим объема жидкости, залитой в полость пуансона, и вводят в полость контейнера пуансон. При этом процесс набора.давления в полости 3, находящейся над заготовкой, и в полости 10, окружающей заготовку, идет по разному ввиду того, что высота столба рабочей жидкости над заготовкой отличается от высоты столба жидкости между пуансоном и матрицей. Объем герметизированной полости пуансона больше объема заполненного жидкостью контейнера, что дает возможность перераспределить силы, действующие на заготовку, и вести процесс прессования с радиальным (боковым) усилением. В силу указанных особенностей при равном перемещении пуансона давление в полости 3 над заготовкой (q) будет меньше давления жидкости (р) в полости контейнера. Мак5.114516
симальнля разность удельных давлений, действующих на боковую и торцовую поверхности (радиальных и осевых)., выбираемая и создаваемая в процессе подготовки и работы, достигает величины предела текучести материала обрабатываемой заготовки (р - q
10
20
25
30
6 ). Абослютная величина определяется конкретными условиями процесса: степенью деформации, матрицей, материалом заготовки.
При достижении давления прессования заготовка начинает деформировать- 15 ся в матрице: давление жидкости, действуя на площадь ступеньки 9 контейнера, поднимает контейнер 1 относительно матрицы 5 с марицедержа- телем и пуансоном 2 вверх на величину, пропорциональную величине перемещения пуансона и заготовки. Предохранительный клапан гидроцилиндров 11 перемещения, настроенный на давление прессования, обеспечивает регламентированный подъем контейнера. Синхронность перемещений и стабильность процесса деформации обусловлена конструктивной взаимосвязью, равенством площадей ступеньки 9, кольцевого сечения пуансона 2 полости 3 заготовки 12. В процессе прессования после набора давления выдавливания положение пробки 8 в полости 3 пуансона 2 и относительно заготовки 12 не меняется, проникновение жидкости с давлением (р) под торец заготовки исключается, что обеспечивает надежность разделения областей с различным давлением q и Р ( q р), и позволяет вести гидростатическое прессование с радиальным усилием вплоть до значений р - q &т, где 6Т- предел текучести материала заготовки.
По завершении выдавливания, когда кольцевой пуансон приближается к торцовой поверхности матрицы, пуансон поднимается, давление при этом сбрасывается как в полости 3 пуансона 2, так и в полости 10 контейнера 1 . С помощью гидроцилиндров 1 Т контейнер опускается в исходное положение, строго по оси устанавливается очередная подготовленная к прес-- сованию заготовка, и цикл прессования повторяется.
Порядок подготовки устройства к работе не исчерпывается вышеприведенным и может быть реализован при ис35
40
45
50
55
пользовании пробки, предварительно установленной на хвостовой части заготовки, при строго Фиксированном
объеме жидкости, заливаемой в полость контейнера (тогда полость пуансона заполняется рабочей средой до момента перекрытия ее заготовкой, точнее пробкой), при тоднятом полностью или частично в исходном положении контейнера, когда залитая жидкость находится в полости контейнера большего диаметра.
Необходимое распределение осевых и радиальных усилий процесса гидро- прессования-регулируется объемом полости в пуансоне, высотой заготовки, соотношением заливаемой жидкости в полости контейнера и пуансона при их неизменных геометрических размерах и другими приемами.
Такой способ гидростатического прессования обеспечивает возможность деформации с использованием преимущественно радиального действующего усилия давления сжатой жидкости благодаря тому, что осевое усипие, действующее на торец заготовки, частично нейтрализуется разделением областей сжатия. Указанное условие протекания процесса обеспечивает равномерность деформации, что важно для труднодеформируемых материалов, обеспечивает деформацию в жидкостном режиме тре ния, что приводит к улучшению качества поверхности заготовки и снижению усилия деформации.
Чавление выдавливания поддерживается по сигналу дифференциального манометра в системе генератора давления.
Устройство для гидропрессования позволяет расширить технологические возможности процесса прессования жидкостью высокого давления, реализо вать процесс гидростатического прессования с радиальным усилением; повысить качество прессованных изделий из малопластичных труднодеформируемых материалов, композиционных материалов, материалов, склонных к налипанию на инструмент. Повышение качества изделия достигается за счет улучшения равномерности деформации, осуществляемой вследствие радиальных усилий сжатой жидкости, за счет улучшения качества поверхности изделий, обусловленного реализацией жидкостного трения в очаге деформации. Кро
10
15
20
25
5814518
ме того, снижается силовой режим и уменьшается износ матриц.
Отмеченные преимущества достигаются незначительными усложениями конструкции, обеспечивающей очевидную надежность. Например при прессуемой заготовке диаметром 56,5 мм, высотой 200 мм высота полости меньшего диаметра контейнера составляет 450 мм, высота полости большего диаметра - 250 мм, высота глухой полости луансо- на - 250 мм, диаметры пуансона, глухой полости пуансона, и большей полости контейнера составляют соответственно 80, 56,5 и 98 мм.
Предлагаемое техническое решение может быть реализовано на существующем прессовом оборудовании для гид- роэкструзни.ШТУЧНЫХ заготовок из труднодеформируемых материалов на предприятиях черной и цветной металлургии и других отраслях промышленности . Формула изобретения
0
5
0
0
5
в ступени большего диаметра, о т- личающееся тем, что, с целью повышения технологических возможностей и улучшения качества изделий из труднодеформируемых материалов, оно снабжено пробкой, в пуансоне со стороны рабочего торца выполнена полость высокого давления с уплотением, в которой подвижно вдоль оси пуансона размещена указанная пробка, разделяющая полости высокого давлений контейнера и пуансона, на обращенном к матрице торце пробки выполнена центральная расточка под хвостовую часть заготовки, при этом площадь сечения высокого давления пуансона, его кольцевого сечения и разница площадей поперечного сечения ступеней полости контейнера равны между собой.
в виде набора уплотнительных колец,
Фиг.1
