Изобретение относится к контролю металлических изделий в нроцессе нагрева и может применяться в черной и цветной металлургии.
РЬвестен сиособ контроля прогрева металлнческих .изделлй, со-стоящнй в том, что измеряют температуру поверхности слитка лосле прокатных клетей стана и о степени прогрева судят по разности температур в различных точках поля.
Однако существующим способом степень прогрева металла можно определить не в печи в процессе пагрева, а при прокатке слитка.
Цель предлагаемого способа - повысить точность контроля температурного состояния металлического изделия.
Это достигается тем, что в процессе иагрева измеряют изменение размеров изделия и стабильность температуриого состояния определяют по прекращению изменения размеров изделия при постоянной температуре его поверхности.
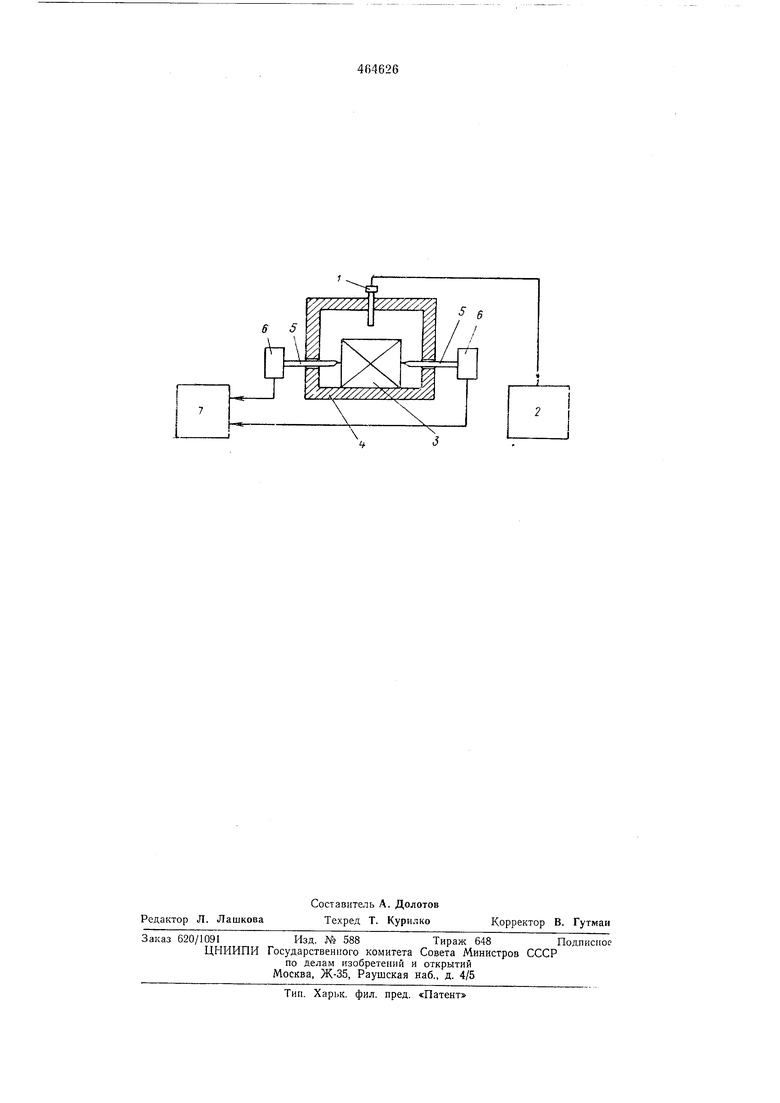
На чертеже иллюстрируется пример реализации предлагаемого способа.
Датчик 1 и вторичный регистрирующий прибор 2 измеряют температуру поверхности изделия 3, расположенного в рабочем пространстве 4. Измерительные зонды 5 вводят в рабочее пространство печи и приводят в контакт с нагреваемым изделием 3. В процессе li arpeBa, |зследст,зие тармичеокОго |р;1сширОоия металла, размеры изделия изменяются. С помощью датчиков перемен ення 6 и блока регистрации 7 измеряют величину неремет.чения зондов 5. Прекращение неремен1ения зондов 5 при постоянной температуре поверхностн изделия свидетельствует об окончапг.п прогрева изделия, то есть о стабилизации его темнературного поля.
При м е р. Коэффициент линейного расщирения железа равен 12- . Следовательно при нагреве железного изделия длиной 1,0 м на 1000° С его размер увеличится на 12 мм. При измерении длины изделия с точностью ±0,1 мл1 его средняя температура будет определяться с точностью +8° С.
П р е д м е т изобретен и я
Способ контроля прогрева металлнческих нзделий по температуре поверхности, отличающийся тем, что, с целью повышения точности контроля температурного состояния металла, в процессе нагрева измеряют нзменение размеров изделия и достижение стабильного температурного состояния определяют по прекращению изменения размеров изделия при постоянной температуре его поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ КРУПНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2093800C1 |
| Акустико-эмиссионный способ контроля изменения устойчивости обработанного твердеющими веществами грунтового массива | 2021 |
|
RU2775159C1 |
| Микроволновый способ определения теплофизических характеристик многослойных конструкций и изделий | 2020 |
|
RU2744606C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОХЛАЖДАЮЩЕЙ СПОСОБНОСТИ ЖИДКОЙ СРЕДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2039092C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ДУГОВЫХ ПЕЧЕЙ | 2019 |
|
RU2731711C1 |
| СПОСОБ ТЕПЛОВОГО КОНТРОЛЯ СОДЕРЖАНИЯ МЕТАЛЛА В РУДЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2539127C1 |
| Электропечь трехзонная с трубчатым реактором | 2023 |
|
RU2826357C1 |
| Способ определения коэффициента теплоотдачи | 1989 |
|
SU1749728A1 |
| Способ контроля многокомпонентных сред | 1990 |
|
SU1749811A1 |
| Способ комплексного определения теплофизических свойств материалов | 1979 |
|
SU857826A1 |