(54) СПОСОБ ДУГОВОЙ СВАРКИ
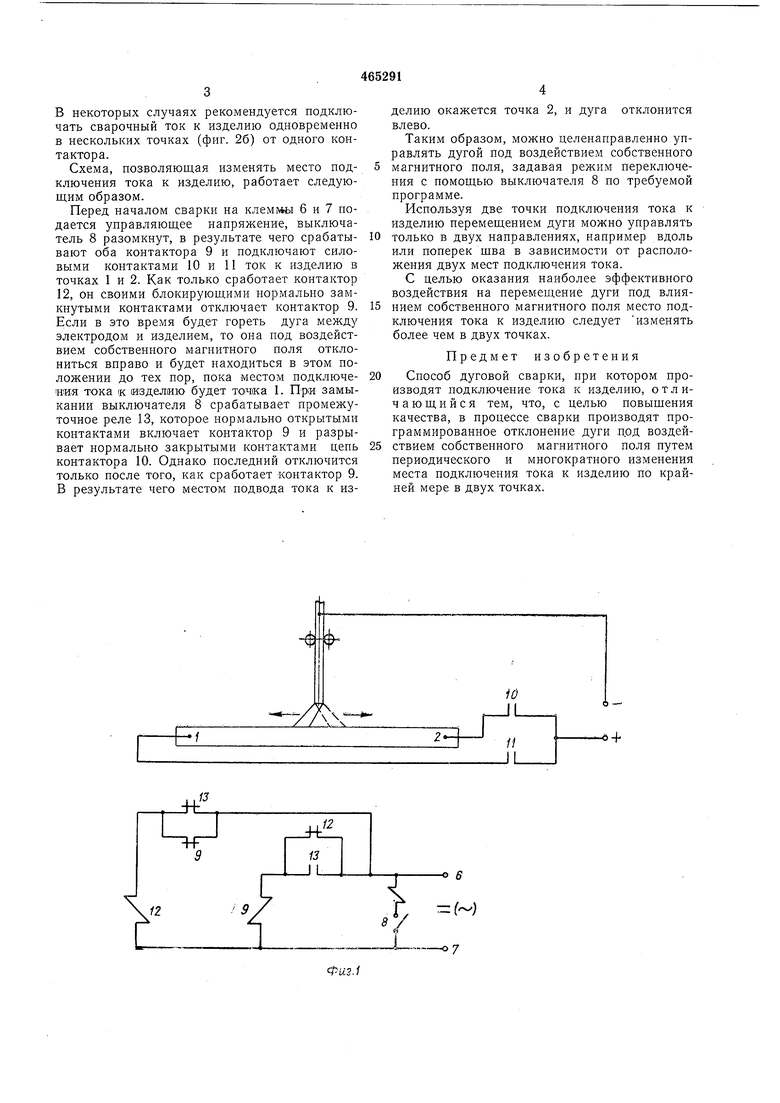
В некоторых случаях рекомендуется подключать сварочный ток к изделию одновременно в нескольких точках (фиг. 26) от одного контактора.
Схема, нозволяющая изменять место подключения тока к изделию, работает следующим образом.
Перед началом сварки на клеммы 6 и 7 подается управляющее напряжение, выключатель 8 разомкнут, в результате чего срабатывают оба контактора 9 и подключают силовыми контактами 10 и 1 ток к изделию в точках 1 и 2. Как только сработает контактор 12, он своими блокирующими нормально замкнутыми контактами отключает контактор 9. Если в это время будет гореть дуга между электродом и изделием, то она под воздействием собственного магнитного поля отклониться вправо и будет находиться в этом положении до тех пор, пока местом подключения тОКа к изделию будет точка 1. При замыкании выключателя 8 срабатывает промежуточное реле 13, которое нормально открытыми контактами включает контактор 9 и разрывает нормально закрытыми контактами цепь контактора 10. Однако последний отключится только после того, как сработает контактор 9. В результате чего местом подвода тока к изделию окажется точка 2, и дуга отклонится влево.
Таким образом, можно целенаправленно управлять дугой под воздействием собственного
магнитного поля, задавая режим переключения с помощью выключателя 8 по требуемой программе.
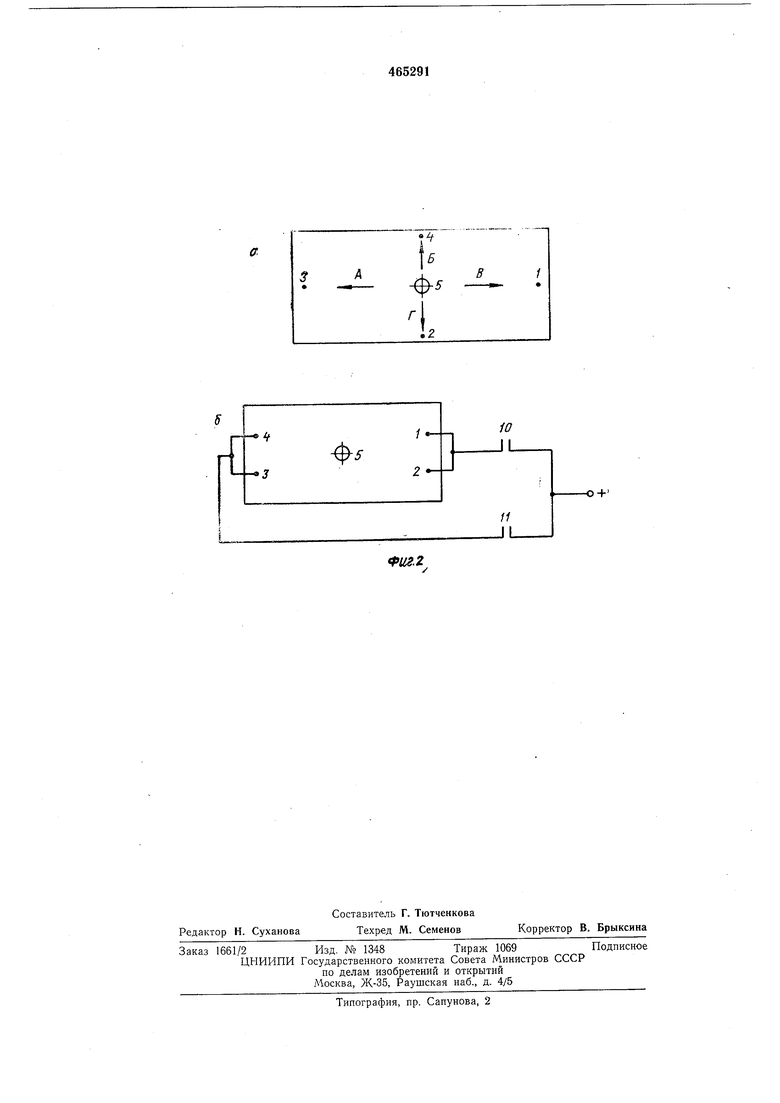
Используя две точки подключения тока к изделию перемещением дуги можно управлять
только в двух направлениях, например вдоль или поперек шва в зависимости от расположения двух мест подключения тока.
С целью оказания наиболее эффективного воздействия на перемещение дуги под влиянием собственного магнитного поля место подключения тока к изделию следует изменять более чем в двух точках.
Предмет изобретения
Способ дуговой сварки, при котором производят подключение тока к изделию, отличающийся тем, что, с целью повышения качества, в процессе сварки производят программированное отклонение дуги п.од воздействием собственного магнитного поля путем периодического и многократного изменения места подключения тока к изделию по крайней мере в двух точках.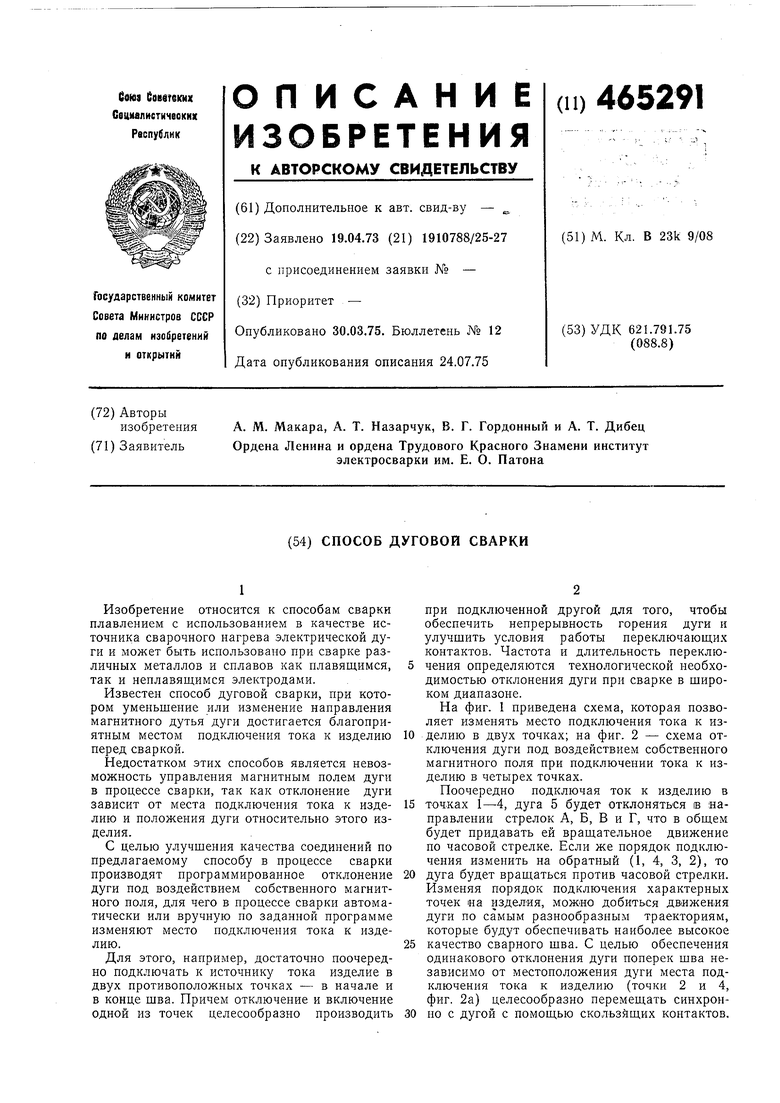
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1974 |
|
SU503665A2 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| СВАРОЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ | 1994 |
|
RU2129330C1 |
| Устройство для дистанционной установки величины сварочного тока | 1953 |
|
SU102494A1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Устройство для дистанционной установки величины сварочного тока | 1980 |
|
SU893444A1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| Устройство для дуговой сварки на постоянном токе | 1979 |
|
SU946837A1 |
| ОГРАНИЧИТЕЛЬ НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2004 |
|
RU2276634C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |