Предлагаемый способ относится преимущественно к машиностроению и строительству и может быть применен для сварки узлов и деталей из различных металлов и сплавов.
Известен способ сварки магнитоуправляемой дугой (авторское свидетельство СССР №1581503, МКИ (5) В23К 9/08, А.Н.Сергеев, Г.В.Осянкин, В.М.Бурдыкин, А.В.Клементьев, дата приоритета 22.09.87, опубл. 30.07.90, Бюл. №28), согласно которому в процессе сварки дугу перемещают поперек шва внешним поперечным магнитным полем, создаваемым с помощью электромагнитной системы. Дугу при сварке задерживают в крайнем отклоненном положении, на одной из свариваемых кромок, на заданный промежуток времени. При перемещении дуги от одного крайнего положения до другого, находящегося на другой свариваемой кромке, устанавливают дежурный режим горения дуги. По достижении дугой крайнего положения переводят ее в режим сварки, на время перемещения дуги в направлении сварки в крайнем отклоненном положении. Величину сварочного тока и тока дежурной дуги регулируют независимо. Дугу удерживают в крайнем отклоненном положении за счет регулировки напряженности магнитного поля. Для реализации способа используется комплект оборудования, включающий в себя помимо самого сварочного источника питания, отдельно размещаемую, рядом с горелкой, электромагнитную систему, а также блок формирования управляющего сигнала, усилитель и умножитель. Как вытекает из описания изобретения, использование способа позволяет в широких пределах изменять форму проплава, не меняя при этом ширины шва, а также позволяет выполнять качественные сварные швы в труднодоступных местах. Однако использование этого способа сопряжено с необходимостью применения дополнительного сложного оборудования, что увеличивает сложность и стоимость необходимого комплекса оборудования. Помимо этого эффективность применения способа для сварки в труднодоступных местах будет либо весьма мала, либо для достижения высокой эффективности должна использоваться дополнительное дорогостоящее специализированное оборудование. При сварке в труднодоступных местах, таких как узкая разделка, сварочная дуга вместе с горелкой расположены ниже уровня поверхности изделия. Для обеспечения высокой эффективности, и главное стабильности, воздействия внешнего поперечного магнитного поля на дугу электромагнитная система должна располагаться, по высоте, на уровне дуги. При сварке в труднодоступных местах (например, как указано в описании к изобретению, при сварке стыка листов толщиной 18 мм без разделки кромок и зазоре 8 мм) обеспечить расположение электромагнитной системы на уровне дуги является сложно решаемой, дорогостоящей задачей, а полученное оборудование будет узкоспециализированно. Расположение же магнитной системы вне разделки, т.е. над поверхностью изделия, конечно, позволит создать в разделке магнитное поле, однако его параметры будут не стабильны и зависимы от величины погружения горелки в разделку, параметров и конструкции изделия в зоне сварки, свойств материала изделия.
Известен также способ дуговой сварки (авторское свидетельство СССР №465291, МКИ В23К 9/08, A.M.Макара, А.Т.Назарчук, А.В.Гордонный, А.Т.Дибец, дата приоритета 19.04.73, опубл. 30.03.75, Бюл. №12), принятый за прототип, согласно которому в процессе сварки производят программированное отклонение дуги под действием магнитного поля. Особенностью способа является то, что в качестве управляющего положением дуги магнитного поля выступает не внешнее магнитное поле, а собственное магнитное поле дуги. Изменение пространственного положения дуги основано на применении эффекта магнитного «дутья», заключающегося в вытеснении дуги из зоны с большей напряженностью магнитного поля в зону с меньшей напряженностью. Т.о. изменение пространственного положения дуги происходит за счет зонального изменения напряженности собственного магнитного поля дуги. Для целенаправленного изменения зональной напряженности магнитного поля в способе предложено использовать изменение места подключения тока к изделию. Изменение места подключения тока производят в процессе сварки автоматически или вручную по заданной программе. Применяя различные схемы подключения тока к изделию и изменяя порядок подключения тока в разных точках изделия, добиваются различных траекторий движения дуги. Использование предложенного в способе подхода для управления пространственным положением дуги позволяет регулировать процесс тепловложения в изделие и управлять качеством соединения в зависимости от условий сварки. Значительно упрощается и удешевляется применяемое для этого оборудование. Исчезает необходимость использовать внешнее магнитное поле, для создания и управления которым необходимо применять дополнительное оборудование в виде электромагнитных систем, а также оборудование для управления работой этих систем. Помимо этого, по уравнению с рассмотренным ранее способом, повышается эффективность управляемости процессом и снижается зависимость эффективности управления процессом от параметров изделия и условий сварки (таких как величина погружения горелки в разделку, параметры и конструкция изделия в зоне сварки, свойства материала изделия и др.). Однако рассматриваемому способу присущ ряд недостатков, значительно снижающих эффективность влияния на качество сварного соединения и способствующих снижению надежности и работоспособности применяемого оборудования. Во-первых, способ не предусматривает никаких конкретных рекомендаций по области его применения, в плане применяемых процессов и параметров этих процессов. В способе не приведены данные, ограничивающие возможность его применения, что создает существенные препятствия, а иногда и невозможность его практического применения. В связи с полной неопределенностью условий, в которых может быть осуществлен способ, его реализация не позволяет запланировано достигать объявленного технического результата, т.е. улучшения качества соединений. Возможность достижения этого результата носит вероятностный, стохастический характер. Т.е. при определенных параметрах процесса невозможно заранее сказать, будет ли вообще достигнут эффект отклонения дуги, и удастся ли (каким образом и насколько) улучшить качество сварного соединения. Так, например, величина отклонения дуги под действием магнитного «дутья» в значительной степени определяется расстоянием от оси электрода до места подключения тока к изделию. Эффект магнитного дутья наблюдается при сравнительно небольших расстояниях от оси электрода до токоподвода, а при больших расстояниях он вообще не проявляется. Также возможность и величина отклонения дуги под действием магнитного «дутья» значительно зависит от силы сварочного тока. При определенном расстоянии от оси электрода до токоподвода имеется некоторое минимальное пороговое значение силы тока, при котором начинает проявляться эффект отклонения дуги. При токе меньше порогового, эффекта отклонения дуги не наблюдается. Причем это минимальное пороговое значение будет различно для каждого расстояния от оси электрода до токоподвода, т.е. является величиной не постоянной. Важным фактором является частота переключения направления токоподвода. В рассматриваемом способе указано, что частота может меняться в широком диапазоне. Однако следует иметь в виду, что электрическая дуга имеет определенную скорость реакции на изменения магнитного поля, т.е. наблюдается инерционность. Причем электрическая сварочная дуга, это достаточно инерционная система. При достижении частотой изменения направления токоподвода некоторой максимально возможной критической частоты дуга перестает (а точнее, не успевает) реагировать на изменения магнитного поля. Если рассмотреть возможность реализации предлагаемого способа в зависимости от реализуемых процессов сварки, то можно отметить, что в описании способа указано, что он может быть применен как для сварки плавящимся, так и неплавящимся электродом. Однако в силу специфики характеристик дуги при сварке плавящимся электродом (меньшая и постоянно меняющаяся длина дуги, меньшее время горения за цикл сварки, перенос расплавленного электродного металла через дугу) эффективность применения рассматриваемого способа для сварки плавящимся электродом будет гораздо меньше, чем для неплавящегося. Учитывая то, что применение способа для сварки плавящимся электродом повлияет не только на изменение характера тепловложения, но и на характер переноса металла через дугу, то использование этого способа без рекомендаций по эффективной области его применения может привести не к улучшению, а к ухудшению качества сварного соединения. Во-вторых, в рассматриваемом способе для изменения направления токоподвода предложено использовать электромеханические устройства - контакторы и электромеханические реле. Применение такого подхода значительно снижает эффективность и надежность применяемого для способа оборудования. Система управления имеет низкий ресурс работы, высокую восприимчивость к разного рода помехам (в связи с отсутствием гальванической развязки входа и выхода), а также способность работать только с оборудованием малой мощности (даже современные твердотельные реле ограничены напряжением холостого хода и подходят только к маломощным источникам питания сварочной дуги).
Техническим результатом предлагаемого способа является повышение качества сварного соединения и стабильности качества, достигаемое за счет повышения эффективности управления тепловложением в основной металл и шов, и уменьшения негативного влияния возмущений при сварке на качество сварного соединения, а также использование способа обеспечивает повышение качества и надежности оборудования, применяемого для реализации процесса сварки дугой, отклоняемой собственным магнитным полем.
Сущность предлагаемого способа дуговой сварки неплавящимся электродом в защитном газе заключается в том, что перед сваркой один полюс источника питания подключают к неплавящемуся электроду, а второй - к изделию. В процессе сварки производят периодическое и многократное изменение места подключения тока к изделию, что позволяет программировано отклонять дугу под воздействием собственного магнитного поля. Дугу задерживают в крайнем отклоненном положении на заданный промежуток времени, подводя ток к одной из точек токоподвода к изделию. При переходе дуги от одного крайнего положения до другого устанавливают дежурный режим горения дуги. Величину сварочного тока и тока дежурной дуги регулируют независимо. Для обеспечения непрерывности горения дуги, или в технологических целях, в процессе изменения места подключения тока к изделию, в каждый момент времени ток к изделию подводят к одной или одновременно к нескольким точкам на поверхности изделия. Для подвода тока к изделию используют токоподвод, который перемещают синхронно с электродом, при этом регулируют последовательность и частоту переключения подвода тока между отдельными точками и длительность подключения тока к каждой точке. Параметры коммутации настраивают и регулируют с помощью устройства управления - коммутатора, а энергетические параметры процесса настраивают и регулируют, управляя работой сварочного источника питания.
В отличие от прототипа контакты устройства, подводящего ток к изделию, располагают на поверхности изделия со стороны, обращенной к сварочной горелке. Изменяя расстояние от оси электрода до определенной точки токоподвода, при заданной величине сварочного тока, регулируют угол отклонения дуги от оси электрода, при подводе тока к этой точке. При этом максимальное расстояние от оси электрода до любой точки токоподвода должно быть не более 100 мм. Величину сварочного тока регулируют отдельно при протекании тока через каждую точку подвода тока к изделию, при этом минимально допустимое рабочее значение сварочного тока должно быть не меньше, чем значение, определенное по выражению
I=4,466·h-0,4·h2+0,0147·h3-0,225·10-3·h4+1,236·10-6·h5,
где I - минимальный сварочный ток дуги, при котором наблюдается эффект отклонения столба дуги, А;
h - расстояние от точки подвода тока к изделию до оси электрода, мм.
При протекании тока через каждую отдельную точку токоподвода к изделию величина сварочного рабочего тока со временем может оставаться неизменной или периодически изменяться, в виде импульсов, по заранее заданному закону.
Частоту переключения подвода тока между точками выбирают не более 4 Гц.
При реализации способа ток к каждой точке токоподвода на поверхности изделия подводиться по отдельному каналу подвода тока от источника питания. При этом параметры коммутации между отдельными каналами токоподвода регулируют с помощью электронного программируемого коммутатора, управляющего работой самого источника питания.
Также возможен вариант реализации способа, в котором изменение места подключения тока к изделию, относительно оси неплавящегося электрода, происходит за счет механического перемещения контакта токоподвода по поверхности изделия по заданной траектории. При этом параметры коммутации между отдельными каналами токоподвода регулируют назначением соответствующего закона перемещения контакта токоподвода по поверхности изделия.
Такая совокупность новых признаков с известными позволяет повысить эффективность управления тепловложением в основной металл и шов, что, в свою очередь, позволяет повысить качество сварного соединения, и, главное, стабильность в получении планируемого качества. Эффективность управления тепловложением и стабильность в получении планируемого качества шва повышается за счет четкого указания диапазонов изменения параметров процесса или их значимых границ, в пределах которых может быть осуществлен способ сварки дугой, отклоняемой собственным магнитным полем. Т.е. четко описана область эффективного применения способа. Качество сварного соединения и эффективность управления тепловложением увеличиваются и потому, что в отличие от известных аналогов появляется возможность регулирования угла отклонения дуги, в каждую из возможных сторон отклонения, а также возможность раздельного регулирования величины тока при подводе его через разные точки (контакты) токоподвода, что помимо простого влияния на форму провара, позволяет уменьшить негативное влияние возмущений при сварке на качество сварного соединения. Повышение качества и надежности оборудования, применяемого для реализации процесса сварки дугой, отклоняемой собственным магнитным полем, достигается за счет использования электронной коммутации тока между точками токоподвода взамен коммутации с использованием электромеханических устройств. Это позволяет увеличить помехоустойчивость, надежность и функциональные возможности аппаратуры управления процессом.
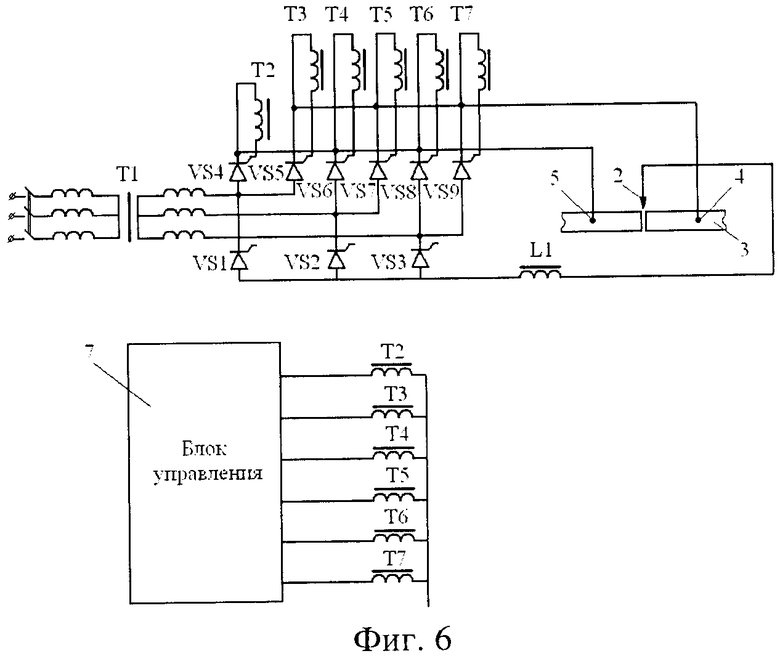
Сущность изобретения поясняется чертежами, где на фиг.1 показана схема осуществления предлагаемого способа сварки; на фиг.2 показана циклограмма процесса сварки; на фиг.3 показана схема процесса при подводе тока к каждой точке на поверхности изделия по отдельному каналу подвода тока от источника питания; на фиг.4 показана схема процесса при механическом перемещении контакта токоподвода по поверхности изделия; на фиг.5 показана конструкция токоподвода, расположенного на сварочной горелке; на фиг.6 показан пример электрической принципиальной схемы источника питания для реализации способа по схеме подвода тока к каждой точке на поверхности изделия по отдельному каналу подвода тока от источника питания; на фиг.7 показан пример конструкции перемещающегося роликового токоподвода для реализации способа по схеме механического перемещения контакта токоподвода по поверхности изделия.
Предлагаемый способ дуговой сварки неплавящимся электродом в защитном газе заключается в том, что перед сваркой один полюс источника питания 1 (фиг.1) подключают к неплавящемуся электроду 2, а второй - к изделию 3, для чего используют токоподвод, который перемещают синхронно с электродом. Контакты 4 и 5 токоподвода располагают на поверхности изделия со стороны, обращенной к сварочной горелке 6. В процессе сварки производят периодическое и многократное изменение места подключения тока к изделию, по заданной программе, с помощью коммутатора 7. Применяют как минимум две точки подключения тока к изделию (в местах расположения контактов 4 и 5 токоподвода). Такая коммутация между отдельными точками подвода тока к изделию позволяет программировано отклонять дугу 8 в противоположную сторону от места подвода тока к изделию, под воздействием собственного магнитного поля, за счет использования эффекта «магнитного отдувания дуги». При этом имеется возможность независимого изменения расстояния от оси электрода до каждой из точек подвода тока к изделию (h1 и h2).
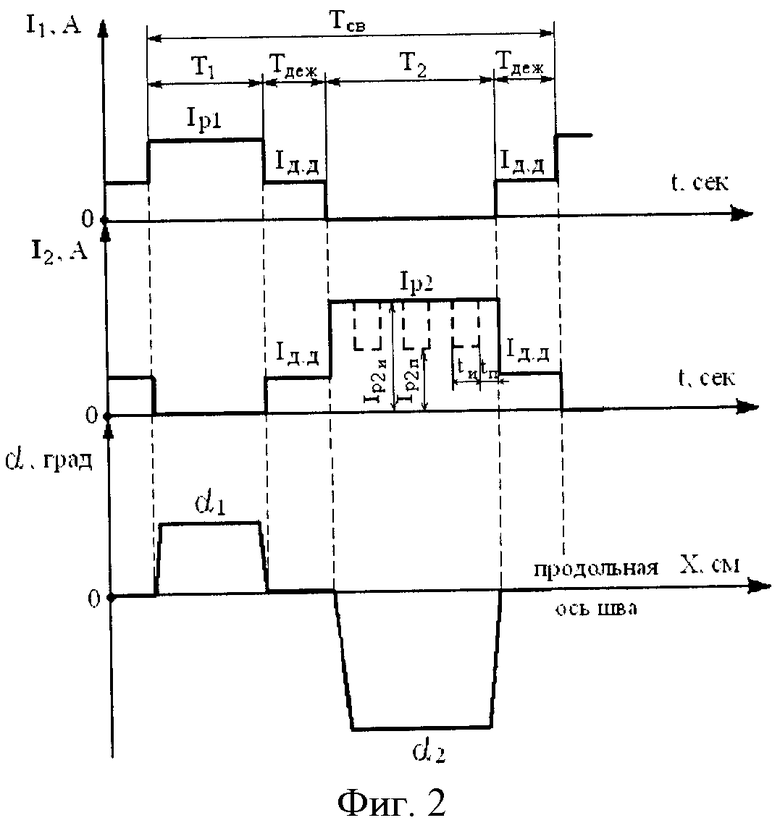
При прохождении тока Ip1 через одну из точек подвода тока к изделию (фиг.2) дуга отклоняется на угол α1, в сторону от токоподвода в плоскости, проходящей через ось электрода и точку токоподвода. Дугу задерживают в этом отклоненном положении на заданный и регулируемый промежуток времени T1, подводя ток Ip1 к одной из точек токоподвода к изделию. При изменении места подключения тока к изделию, т.е. при переходе дуги от одного крайнего положения до другого, устанавливают дежурный режим горения дуги на время Тдеж, пропуская по сварочной цепи ток дежурной дуги Iд.д. При этом для обеспечения непрерывности горения дуги или в технологических целях, в процессе коммутации цепей, в каждый момент времени ток к изделию подводят к одной или одновременно к нескольким точкам на поверхности изделия, как, например, это сделано для тока дежурной дуги Iд.д. По окончании процесса коммутации, т.е. по окончанию фазы горения «дежурной» дуги, через новую точку токоподвода, в течение регулируемого времени Т2, пропускают рабочий ток Iр2, что вызывает отклонение столба дуги в сторону от нового места токоподвода, на угол α2, и горение ее под таким углом в течение времени Т2. Далее происходит повторная коммутация, т.е. изменение места подвода тока к изделию, сопровождающаяся горением дуги в «дежурном» режиме Iд.д в течение времени Тдеж.. После этого описанный цикл повторяется многократно. Вышеописанный цикл иллюстрирует наиболее простой вариант исполнения предлагаемого способа сварки, при котором коммутация канала подвода тока к изделию происходит между двумя точками токоподвода. По аналогичному принципу могут строиться циклы с любым количеством точек токоподвода, количество которых назначается, исходя из технологических потребностей.
Величину сварочного рабочего тока (Iр) и тока дежурной дуги (Iд.д) регулируют отдельно, причем величину сварочного рабочего тока регулируют отдельно при протекании тока через каждую точку подвода тока к изделию (Ip1 и Ip2), при этом минимально допустимое значение сварочного тока, протекающего через каждую точку токоподвода, должно быть не меньше, чем значение, определенное по выражению
I=4,466·h-0,4·h2+0,0147·h3-0,225·10-3·h4+1,236·10-6·h5,
где I - минимальный сварочный ток в цепи, при котором наблюдается эффект отклонения столба дуги, А;
h - расстояние от точки подвода тока к изделию до оси электрода, мм.
При протекании тока через каждую отдельную точку токоподвода к изделию величина сварочного рабочего тока со временем может оставаться либо неизменной, т.е. сварка выполняется непрерывной сварочной дугой (см. ток Iр2), или периодически изменяться, в виде импульсов, по заранее заданному закону, т.е. сварка выполняется импульсной дугой (или модулированным током). При этом в качестве основных параметров закона изменения тока задаются: ток импульса Iр2и, ток паузы Iр2п, время импульса tи и время паузы tп.
Угол отклонения столба дуги от оси электрода (α), при заданной величине сварочного тока, регулируют, изменяя расстояние от оси электрода до определенной точки токоподвода. Чем меньше расстояние от оси электрода до точки токоподвода, тем, при прочих равных условиях, больше величина угла отклонения дуги от оси электрода (см. α1 и α2 фиг.1 и 2 при соответствующих расстояниях h1>h2 фиг.1). При этом максимальное расстояние от оси электрода до любой точки токоподвода должно быть не более 100 мм.
Регулируемыми параметрами процесса коммутации являются последовательность и частота переключений подвода тока между отдельными точками токоподвода, а также длительность подключения тока к каждой точке (скважность). Частоту переключения подвода тока между точками выбирают не более 4 Гц.
Параметры коммутации настраивают и регулируют с помощью устройства управления - коммутатора, а энергетические параметры процесса, такие как величина сварочного тока, при протекании тока через каждый канал подвода тока к изделию, величина тока дежурной дуги, напряжение дуги и пр., настраивают и регулируют, управляя работой сварочного источника питания.
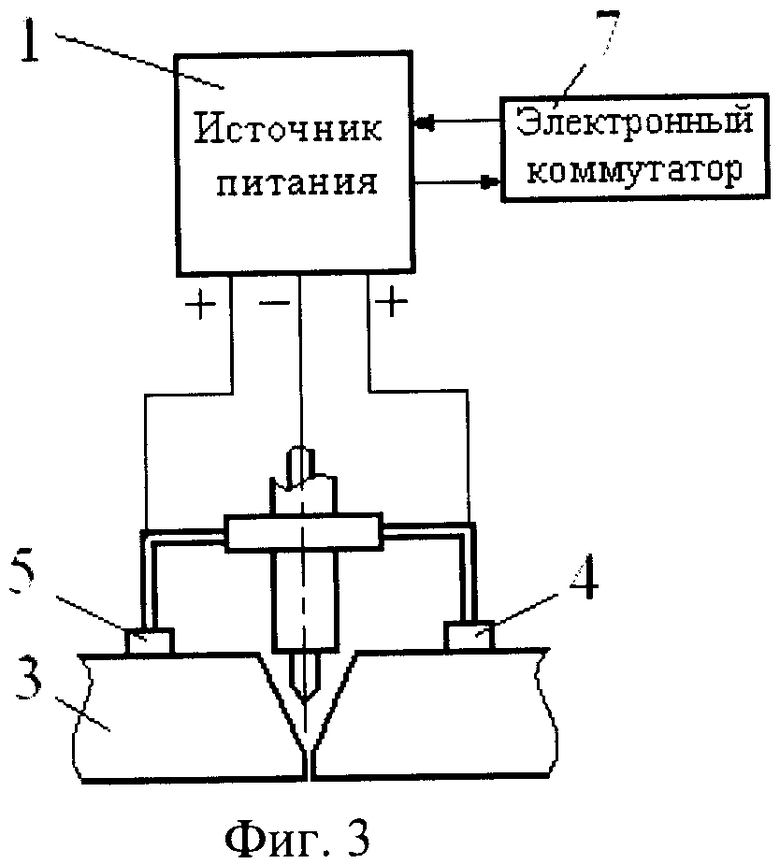
При реализации способа ток к каждой точке на поверхности изделия 3 (фиг.3) может подводиться по своему отдельному каналу подвода тока 4 и 5 от источника питания 1. При этом параметры коммутации между отдельными каналами токоподвода регулируют с помощью электронного программируемого коммутатора 7, управляющего работой самого источника питания.
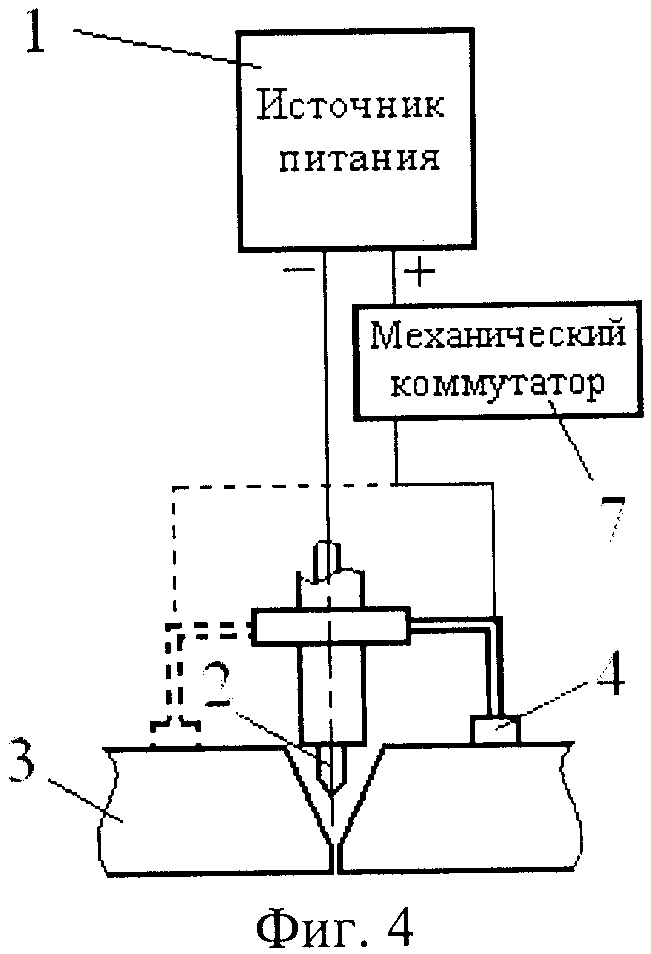
Также возможен вариант реализации способа, в котором изменение места подключения тока к изделию 3 (фиг.4), относительно оси неплавящегося электрода 2, происходит за счет механического перемещения одного контакта токоподвода 4 по поверхности изделия по заданной траектории. При этом параметры коммутации между отдельными точками подвода тока к изделию от источника питания 1 регулируют назначением соответствующего закона перемещения контакта токоподвода по поверхности изделия, с помощью коммутатора 7.
Такая совокупность признаков позволяет:
- повысить эффективность управления тепловложением в основной металл и шов;
- повысить качество сварного соединения;
- повысить стабильность в получении планируемого качества.
Эффективность управления тепловложением повышается за счет двух значимых факторов. Во-первых, в предлагаемом способе сварки четкого определены и указаны диапазоны изменения параметров процесса, и их значимые границы, в пределах которых может быть осуществлен способ сварки дугой, отклоняемой собственным магнитным полем. Т.е. четко описана область эффективного применения способа, что приводит к исчезновению присущей прототипу неопределенности в достижении планируемого результата. Во-вторых, значительно расширяются функциональные возможности способа сварки, что приводит к увеличению эффективности управления тепловложением. Увеличение эффективности управления тепловложением достигается за счет того, что в известных аналогах реализован принцип управления тепловложением только за счет контролируемого пространственного перемещения пятна нагрева дуги, а в предлагаемом способе в дополнение к указанному принципу управления тепловложением применяется принцип управления тепловложением за счет контролируемого изменения энергетических параметров дуги в зависимости от ее пространственного положения. Так, например, в известных аналогах сварочный рабочий ток при пропускании его через разные точки токоподвода к изделию имеет одинаковое количественное значение, не изменяющееся в течение времени. В этой ситуации управление тепловложением может быть осуществлено за счет регулировки амплитуды пространственных колебаний дуги, и главное, за счет времени пропускания рабочего тока через разные точки подвода тока к изделию. Это ограничивает возможности управления тепловложением. В предлагаемом способе сварки величина сварочного тока, протекающего через каждую отдельную точку токоподвода к изделию, может регулироваться независимо от силы тока, протекающей через другие точки подвода тока к изделию. Более того, в предлагаемом способе имеется возможность управлять законом изменения величины сварочного тока во времени, при пропускании тока через каждую отдельную точку токоподвода к изделию. Т.е. может быть реализован либо непрерывный процесс горения дуги, либо горение дуги в импульсном режиме, с заранее заданными параметрами импульсов (тока и времени импульса и паузы). Таким образом, в рассматриваемом способе сварки предлагается использовать два принципа управления тепловложением (за счет контролируемого пространственного перемещения пятна нагрева дуги, и за счет контролируемого изменения энергетических параметров дуги в зависимости от ее пространственного положения), и четыре механизма управления тепловложением (за счет регулировки амплитуды пространственных колебаний дуги; за счет времени пропускания рабочего тока через разные точки подвода тока к изделию; за счет независимой регулировки силы тока, протекающей через отдельные точки подвода тока к изделию; за счет управления законом изменения величины сварочного тока во времени, при пропускании тока через каждую отдельную точку токоподвода к изделию). В известных же аналогах используется один принцип и два механизма управления тепловложением. Значительное расширение возможностей управления тепловложением существенно повышает эффективность этого процесса.
Качество сварных соединений, выполняемых с применением предлагаемого способа сварки, повышается благодаря описанному выше увеличению функциональных возможностей способа, что дает возможность более качественно выполнять сложные соединения, такие как соединения разнородных или разнотолщинных элементов, а также благодаря значительному снижению негативного влияния различных возмущающих факторов на качество сварного соединения. Например, использование возможности раздельного регулирования сварочного тока при пропускании его через разные точки токоподвода существенно упрощает процесс сварки разнородных металлов (например, углеродистая сталь с высоколегированной аустенитной сталью), существенно отличающихся своей теплопроводностью. Использование возможности импульсной сварки при пропускании сварочного тока через отдельные точки токоподвода приводит к повышению качества соединения тонколистового материала с более толстыми элементами. При отклонении дуги в сторону тонкого металла включается импульсный режим, а при горении дуги на толстом металле применяется непрерывный режим горения дуги. Это позволяет гораздо проще получить качественный провар шва и резко снизить опасность прожогов тонкого металла. Использование дополнительных функциональных возможностей предлагаемого способа сварки позволяет получать симметричные сварные соединения с качественным проваром в сложных соединениях разнородных или разнотолщинных элементах.
Стабильность в получении планируемого качества повышается за счет двух факторов. Во-первых, применение предлагаемого способа позволяет на этапе подготовки производства и разработки технологического процесса сварки четко указать рабочие параметры процесса сварки, в зависимости от требуемого результата, и более четко прогнозировать планируемый результат, в отличие от прототипа, которому присуща высокая степень неопределенности в достижении планируемого результата, за счет невозможности четко указать параметры процесса, при которых применение способа может привести к достижению этого результата, и невозможности указать параметры процесса, при которых способ вообще может быть осуществлен. Во-вторых, на этапе осуществления процесса сварки стабильность качества сварного соединения, при использовании предлагаемого способа, может быть значительно повышена за счет снижения негативного влияния возмущений на качество сварного соединения. Это достигается благодаря возможности независимого регулирования параметров процесса при пропускании тока через каждую отдельную точку подвода тока к изделию. В качестве основных возмущений выступают:
- неравномерность параметров подготовки кромок по длине стыка (неравномерный угол скоса, неравномерное притупление кромок и пр.);
- неравномерность параметров сборки кромок по длине стыка (неравномерный зазор в стыке, смещение кромок и пр.);
- воздействие внешних магнитных полей и ферромагнитных масс.
Использование способа сварки, принятого за прототип, вероятно, позволило бы уменьшить негативное влияние такого возмущения, как неравномерность параметров подготовки кромок по длине стыка, за счет непрерывного перемещения пятна нагрева по свариваемым кромкам, что делает процесс менее восприимчивым к такого роду возмущениям. Однако говорить об этом можно лишь предположительно, поскольку способ, принятый за прототип, не имеет никаких четких рекомендаций по его практическому применению.
Применение предлагаемого способа сварки, за счет четко регулируемого перемещения пятна нагрева дуги по свариваемым кромкам (т.е. контролируемой величине давления дуги на металл сварочной ванны) и регулируемым энергетическим параметрам дуги, в зависимости от ее пространственного положения, позволяет значительно снизить восприимчивость процесса сварки к таким возмущениям, как неравномерность параметров подготовки кромок по длине стыка и неравномерность параметров сборки кромок по длине стыка. И, самое главное, применение предлагаемого способа сварки позволяет резко снизить негативное влияние воздействия внешних магнитных полей и ферромагнитных масс, на качество сварного соединения. Ни рассмотренный ранее аналог, ни протопит не позволяют добиться такого технического результата. Воздействие внешних магнитных полей или ферромагнитных масс вызывает отклонение дуги в пространстве. Применение предлагаемого способа сварки за счет выбора места подвода тока к изделию и возможности регулирования угла отклонения дуги (за счет изменения расстояния от оси электрода до токоподвода) позволяет компенсировать отклонение, вызванное воздействием внешнего магнитного поля, за счет создания регулируемого «контротклонения» дуги.
Все указанное выше подтверждает, что применение предлагаемого способа сварки, по сравнению с прототипом, позволяет повысить эффективность управления тепловложением в основной металл и шов, качество и стабильность качества сварного соединения.
Расположение контактов устройства, подводящего ток к изделию, на поверхности изделия, именно со стороны, обращенной к сварочной горелке, вызвано тем, что при таком расположении контактов токоподвода достигается максимально возможное отклонение дуги под действием собственного магнитного поля. Отклонение дуги под действием собственного магнитного поля (т.е. «магнитное дутье») возникает из-за нарушения симметрии магнитного поля дуги (его искривления), причиной которого является искривление условного пути подвода тока в зону сварки. Если расположить контакт токоподвода на поверхности изделия со стороны, противоположной той, над которой расположена сварочная горелка (контакт 9 фиг.1), то это вызовет меньшее искривление условного пути подвода тока в зону сварки (см. условный путь тока 2 на фиг.1), чем если контакт токоподвода будет расположен на поверхности изделия со стороны, обращенной к сварочной горелке (контакт 5) (см. условный путь тока 1). Большее искривление условного пути подвода тока в зону сварки вызывает большую асимметрию магнитного поля дуги и соответственно, при прочих равных условиях, большую величину отклонения дуги в сторону от места токоподвода. Следовательно, при расположении контактов устройства, подводящего ток к изделию, на поверхности изделия, именно со стороны, обращенной к сварочной горелке, достигается наибольшая эффективность воздействия на пространственное положение дуги за счет использования эффекта «магнитного дутья».
Расстояние от оси электрода до любой точки токоподвода устанавливают не более чем 100 мм. Такое количественное значение максимально допустимого расстояния от оси электрода до места токоподвода вытекает из результатов экспериментальных исследований, проведенных авторами способа, которые показывают, что при расстоянии от оси электрода до точки ввода тока в изделие большем, чем 100 мм, отклонения сварочной дуги не наблюдается. Это вызвано тем, что при указанных расстояниях нарушение симметрии собственного магнитного поля дуги, вызванного искривлением условного пути подвода тока в зону сварки, практически отсутствует.
Минимально допустимое рабочее значение сварочного тока назначают не меньше чем значение, определенное по выражению
I=4,466·h-0,4·h2+0,0147·h3-0,225·10-3·h4+1,236·10-6·h5,
где I - минимальный сварочный ток дуги, при котором наблюдается эффект отклонения столба дуги, А;
h - расстояние от точки подвода тока к изделию до оси электрода, мм.
Указанное выше выражение для определения минимально допустимого рабочего значения сварочного тока получено в результате экспериментальных исследований, проведенных авторами способа. Проведенные исследования показывают, что если при определенном расстоянии от точки подвода тока к изделию до оси электрода величина сварочного рабочего тока будет меньше, чем значение, определенное по вышеприведенной зависимости, то эффекта отклонения сварочной дуги в сторону от токоподвода наблюдаться не будет. Отклонение дуги визуально начинает определяться только при значениях сварочного рабочего тока больших, чем значение, определенное по вышеприведенной зависимости. Это объясняется тем, что при небольших значениях сварочного тока величина магнитной индукции собственного магнитного поля дуги настолько мала, что искривление (т.е. нарушение симметрии) этого поля не способно вызывать изменение пространственного положения дуги. Уменьшая расстояние от оси электрода до точки ввода тока в изделие, при неизменной величине сварочного тока, можно добиться значительного искривления собственного магнитного поля дуги, которое станет достаточным для воздействия на сварочную дугу, и ее отклонение.
Частоту переключения подвода тока между отдельными точками назначают не более 4 Гц. Такое количественное значение максимально допустимой частоты коммутации электрических цепей вытекает из результатов экспериментальных исследований, проведенных авторами способа, которые показывают, что при частоте переключения подвода тока между отдельными точками токоподвода более 4 Гц эффекта отклонения дуги не наблюдается. Это объясняется инерционностью сварочной дуги. При частоте изменения пространственного положения дуги более чем 4 Гц дуга не успевает реагировать на происходящие изменения и перестает изменять свое пространственное положение, горя по центру стыка.
Примером применения предлагаемого способа может являться процесс автоматической аргонодуговой сварки корневого слоя шва неплавящимся электродом дугой, управляемой собственным магнитным полем соединения пластин из стали 10 толщиной 5 мм и длиной 150 мм.
Пластины имеют следующие параметры подготовки и сборки кромок под сварку:
- угол скоса каждой кромки изменяется по длине стыка от 25 до 30°;
- величина зазора в собранном стыке изменяется по длине от 0 до 2 мм;
- притупление кромки по длине стыка меняется в пределах от 0 до 0,5 мм;
- на участке длиной 50 мм имеется смещение кромок величиной до 0,5-1 мм.
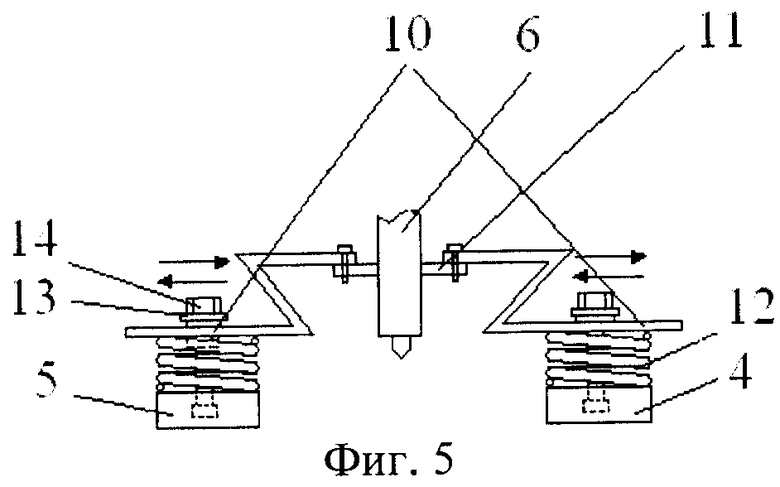
Для сварки используется токоподвод с двумя отдельными точками подвода тока к изделию. Токоподвод конструктивно соединен со сварочной горелкой и перемещается вместе с ней по поверхности изделия, обращенной к горелке, со сварочной скоростью. Конструкция токоподвода приведена на фиг.5. Токоподвод состоит из двух симметричных частей. Каждая часть состоит из стального основания 10, которое через изолятор 11 крепится на корпусе сварочной горелки 6. Для надежного поджатия графитовых контактов токоподвода 4 и 5 к поверхности изделия (в частности, при наличии смещения кромок) используются стальные пружины 12. С одной стороны пружина прикреплена к основанию 10, а к другой стороне пружины с помощью болта, шайбы и гайки крепится графитовый контакт 4 или 5 цилиндрической формы. Клемма провода 13 от источника питания крепиться к каждой части токоподвода с помощью болта и гайки 14. Графитовый контакт 4 или 5 с пружиной 12 могут перемещаться по основанию 10 для регулировки расстояния от оси электрода горелки 6 до каждого графитового контакта.
Способ, описываемый в примере, реализуется по схеме, когда ток к каждому из двух графитовых контактов, через которые ток вводится в изделие, подводится по своему отдельному каналу подвода тока от источника питания (фиг.3). Для реализации такого подхода используется источник питания с измененной схемой выпрямительного блока. Принципиальная электрическая схема такого выпрямителя показана на фиг.6. Напряжение от силового трансформатора Т1 поступает на выпрямительный блок. В выпрямительном блоке вместо шести тиристоров, как в обычных выпрямителях, используется девять VS1-VS9 (по одному тиристору в каждое из трех дополнительных плеч выпрямительного блока). Работой выпрямительного блока источника питания управляет электронный блок управления 7 (электронный коммутатор). Для повышения помехоустойчивости блок управления гальванически развязан с силовой частью посредством элементов гальванической развязки Т2-Т7. Напряжение с одного полюса выпрямительного блока подается, через стабилизирующий дроссель L1, на неплавящийся электрод 2, а два выхода второго полюса выпрямительного блока подключаются к изделию 3 через подвижные контакты 4 и 5. Блок управления управляет как энергетическими параметрами процесса (силой тока, напряжением дуги и пр.), так и параметрами коммутации тока между каналами подвода тока к изделию через контакты 4 и 5. Благодаря отсутствию в схеме управления электромеханических элементов (реле) и наличию гальванической развязки цепей управления и силовых цепей, блок управления обладает большой помехоустойчивостью, а сам источник питания более надежен в работе, чем оборудование, применяемое в прототипе.
Отрицательный полюс источника питания соединен, с помощью силового кабеля, с электродом 2 (фиг.6) сварочной горелки. Каждый из двух графитовых контактов 4 и 5 токоподвода соединен с одним из двух положительных полюсов источника питания, с помощью силового кабеля.
Чтобы получить качественное сварное соединение и компенсировать негативное влияние неравномерности параметров подготовки и сборки стыка по его длине устанавливают следующие параметры режима сварки:
- расстояние от оси электрода до оси цилиндрического графитового контакта токоподвода устанавливают одинаковым для каждого из двух плеч токоподвода и равным 30 мм;
- частота коммутации тока между двумя контактами токоподвода 1,5 Гц (что соответствует времени цикла Тсв=0,67 с (см. фиг.2));
- время горения дежурной дуги Тд.д.=0,1 с;
- скважность коммутации - 50% (т.е. время горения дуги в каждом из двух ее крайних отклоненных положениях одинаково), что, при времени горения дежурной дуги 0,1 с, соответствует времени горения дуги в каждом крайнем отклоненном положении T1=T2=0,28 с;
- величина сварочного рабочего тока для каждого из двух каналов одинакова и составляет Ip1=Ip2=130 A (при минимально допустимом токе 19 А). Величина рабочего тока во времени неизменна (т.е. сварка в непрерывном режиме);
- величина тока дежурной дуги, пропускаемого одновременно по каждому из двух каналов, составляет Iд.д=40 А;
- диаметр вольфрамового электрода 3 мм;
- длина дуги 3 мм (что соответствует напряжению на дуге примерно 12 В);
- скорость сварки 16,5 см/мин;
- расход аргона 6 л/мин.
Графическое изображение цикла сварки соответствует приведенному на фиг.2, при равенстве углов отклонения дуги α1 и α2.
Указанный режим является базовым и позволяет полностью компенсировать негативное влияние неравномерности углов скоса кромки, притупления кромки и неравномерность величины зазора по длине стыка.
Как только при сварке встречается участок со смещением кромок, это сразу вызывает удлинение дуги, при горении на более удаленную от электрода кромку, на 0,5-1 мм. Это, в свою очередь, вызывает рост напряжения дуги, т.е. увеличение ее тепловой мощности. Возникает опасность прожога кромки. Также затрудняется образование единой сварочной ванны, поскольку геометрия стыка нарушена. Поэтому, чтобы исключить появление прожогов на участке со смещением кромок, необходимо скорректировать режим сварки. В указанном выше режиме сварки меняются следующие параметры:
- сварочный рабочий ток при горении дуги на более удаленную от электрода кромку уменьшаем до Ip1=120 A (это делается с целью поддержания постоянной величины тепловой мощности дуги и исключения прожога более удаленной кромки);
- при протекании тока через второй канал, когда дуга горит на ближнюю к электроду кромку, устанавливаем импульсный режим горения дуги: назначаем два импульса со следующими параметрами:
- ток импульса Ip2и=150 A, ток паузы Ip2=40 A; скважность 60% (что соответствует времени импульса tи=0,09 с, и времени паузы tп=0,06 с). Циклограмму процесса см. на фиг.2 (штриховой линией).
Остальные параметры процесса сварки остаются неизменными. Ток, протекающий по второму каналу, сделали импульсным, чтобы упростить процесс образования монолитной сварочной ванны между двумя свариваемыми кромками, при наличии смещения между ними (а именно для того, чтобы уменьшить мгновенный объем жидкого металла в сварочной ванне). Величину рабочего тока импульса увеличили до 150 А, чтобы обеспечить необходимое проплавление кромки, поскольку при переходе в импульсный режим тепловложение в кромку уменьшается. Переход от базового режима к скорректированному и обратно происходит по команде, подаваемой блоком управления (инициализация команды может выполняться автоматически или при нажатии кнопки оператором).
На указанных режимах выполнили сварку корневого слоя шва пластин без применения присадочной проволоки. Полученное сварное соединение в корневом слое шва получилось без дефектов (без прожогов или непроваров). Ширина корневого слоя шва составила 7±0,5 мм.
Для демонстрации эффективности способа собрали еще две пластины с аналогичными, указанными ранее, параметрами подготовки и сборки кромок под сварку (с таким же зазором, углом скоса, притуплением и смещением кромок). Сварку нового соединения выполнили классическим способом автоматической аргонно-дуговой сварки, без изменения пространственного положения дуги (т.е. при горении дуги по центру стыка). Ток при сварке составил 130 А, длина дуги 3 мм (что соответствует напряжению на дуге примерно 12 В), скорость сварки 16,5 см/мин, расход аргона 6 л/мин. В результате сварки корневого слоя шва соединения пластин получен корневой слой с неравномерной шириной от 7 до 10 мм и с прожогом свариваемых кромок общей протяженностью 45% от длины стыка (участок прожога совпал с участком, на котором имелось смещение кромок, а также с участком без смещения, но с зазором в стыке величиной 1-2 мм). Т.е. шов получился некачественным на 45% своей длины. При этом размах ширины шва составил от 7 до 10 мм, т.е. в пределах 3 мм, в то время как на первом образце, выполненном предлагаемым способом сварки, размах ширины шва составил всего 1 мм при отсутствии дефектов в сварном шве.
Таком образом, показана возможность практической реализации предлагаемого способа сварки с помощью известных в технике средств и возможность достижения положительного технического эффекта в виде увеличения качества сварного соединении, и повышения стабильности размеров его размеров (что свидетельствует об увеличении стабильности качества и снижении степени влияния различных возмущений на качество сварного соединения).
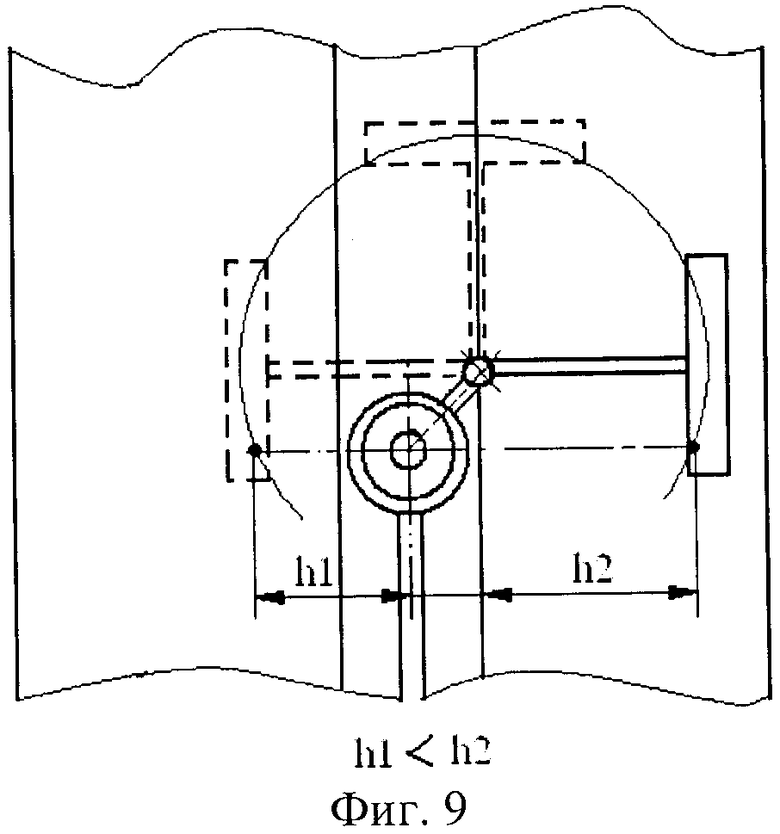
Описанный пример предлагаемого способа сварки может быть также реализован по схеме, при которой изменение места подключения тока к изделию, относительно оси неплавящегося электрода, происходит за счет механического перемещения контакта токоподвода по поверхности изделия по заданной траектории. Такая схема способа сварки может быть реализована, если в качестве токоподвода применить, например, токоподвод в виде диска катящегося по поверхности изделия, в процессе движения по круговой траектории относительно оси неплавящегося электрода. Пример реализации такого токоподвода показан на фиг.7. Форма токоподвода в виде диска подходит лучше всего потому, что при переходе диска с одной кромки на другую происходит его касание одновременно двух кромок (в точках т.3 и т.4 соответственно), что обеспечивает требуемый, по описанию способа, подвод тока в нескольких точках в процессе коммутации, и отсутствие обрыва дуги. Подвижный контакт токоподвода 4, в виде медного диска, катится по поверхности свариваемых кромок 3 (либо по уже сваренным кромкам, либо по еще не сваренным кромкам) по определенной траектории относительно оси неплавящегося электрода 2 горелки 6. Диск закреплен на горелке с помощью цилиндрической обоймы 15, соединенной с горелкой через подшипник. Обойма и диск соединяются между собой рычагом 16. Для задания различных траекторий движения диска относительно оси неплавящегося электрода может быть использована рычажная система, конструкция которой может быть такой, как показано на фиг.8. Система состоит из рычага 16 и плеча 17, соединенных между собой через шарнир 18. Рычаг 16 расположен так, что ось его вращения совпадает с осью неплавящегося электрода. Ось шарнира 18 является одновременно и осью вращения плеча 17. Рычажная система крепится на горелке 6 с помощью цилиндрической обоймы 15, соединенной с горелкой через подшипник. Вращение рычага 16 производится периодически, когда требуется изменить траекторию движения диска. Как только рычаг 16 занял требуемое положение, его вращение прекращается, и он жестко фиксируется в том положении, которое принял. Вращение плеча 17 вокруг шарнира 18 происходит циклически в процессе сварки. Цикл вращения определяется крайними точками траектории, определяющими расстояния h1 и h2 от подвижного диска до оси электрода. Параметрами цикла вращения являются угол поворота плеча между крайними точками, скорость перемещения между крайними точками, время задержки диска в каждой крайней точке. Изменяя угол поворота рычага 16 вокруг шарнира 18 на оси горелки 6, можно назначать разнообразные траектории движения медного диска 4 и тем самым изменять расстояния h1 и h2 крайних рабочих точек ввода тока в изделие до оси неплавящегося электрода 2. Параметры цикла движения могут задаваться законом работы приводного двигателя. Для этих целей может быть использован, например, шаговый двигатель, позволяющий задавать (программировать) закон своей работы. На фиг.8 показано состояние механической системы, обеспечивающее равные расстояния h1 и h2 от крайних точек траектории до оси неплавящегося электрода. На фиг.9 показано состояние механической системы, обеспечивающее разные расстояния h1 и h2 от крайних точек траектории до оси неплавящегося электрода. Управление энергетическими параметрами процесса (силой тока, законом изменения тока во времени и пр.) происходит за счет программируемого блока управления источником питания, который позволяет реализовать циклограмму работы оборудования по циклограмме, указанной на фиг.2. При этом энергетические параметры регулируются в зависимости от угла поворота шагового двигателя в определенную сторону.
Используя предлагаемое оборудование, можно полностью реализовать процесс, описанный в представленном выше примере сварки двух пластин.
Такой вариант реализации способа более простой по исполнению (поскольку не требует изменения конструкции источника питания), однако менее надежен, чем описанный в предыдущем примере, поскольку реализован за счет применения подвижной механической системы, наличие которой уменьшает надежность оборудования.
Таким образом, предлагаемый способ сварки неплавящимся электродом в защитном газе обеспечивает положительный технический эффект и может быть осуществлен с помощью известных в технике средств. Следовательно, предлагаемый способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 2016 |
|
RU2632751C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| Способ сварки магнитоуправляемой дугой | 1987 |
|
SU1581503A1 |
| Способ дуговой сварки электрозаклепками | 1986 |
|
SU1440641A1 |



Изобретение относится к способу сварки в защитном газе неплавящимся электродом магнитоуправляемой дугой. Технический результат - повышение качества и стабильности качества сварного соединения. Подводят ток к изделию с помощью токоподвода, контакты которого перемещаются по поверхности изделия со стороны, обращенной к сварочной горелке, синхронно с ней. В процессе сварки периодически и многократно изменяют место подключения тока к изделию, как минимум в двух точках, программировано отклоняя дугу под действием собственного магнитного поля. Задерживают дугу в каждом крайнем отклоненном положении, а при переходе дуги между крайними положениями устанавливают дежурный режим. Величину рабочего и дежурного тока регулируют независимо. Сварочный ток регулируют отдельно при протекании его через каждую точку подвода тока к изделию, а минимальное значение тока назначают не меньше чем: I=4,466·h-0,4·h2+0,0147·h3-0,225·10-3·h4+1,236·10-6·h5, где h - расстояние от места токоподвода до оси электрода, мм. Частота переключения подвода тока между отдельными точками не должна превышать 4 Гц, а изменяя расстояние от каждой точки токоподвода до оси электрода в пределах от 0 до 100 мм, изменяют угол отклонения дуги от оси электрода. При протекании тока через каждую отдельную точку подвода его к изделию величина тока во времени может оставаться неизменной или периодически изменяться в виде импульсов. 2 з.п. ф-лы, 9 ил.
1. Способ сварки в защитном газе неплавящимся электродом магнитоуправляемой дугой, включающий подключение одного полюса источника питания через один канал подвода тока к неплавящемуся электроду и второго полюса через другой канал подвода тока к изделию посредством токоподвода и сварку, в процессе которой в каждый момент времени ток подводят к одной или одновременно к нескольким точкам на поверхности изделия посредством токоподвода и производят периодическое и многократное изменение места подключения тока к изделию для программированного отклонения дуги под действием собственного магнитного поля, отличающийся тем, что при отклонении дуги под действием собственного магнитного поля ее задерживают в крайнем отклоненном положении на заданный промежуток времени и при переходе дуги от одного крайнего положения до другого устанавливают дежурный режим горения дуги, при этом независимо регулируют величину сварочного тока и тока дежурной дуги, в процессе изменения места подключения тока к изделию токоподвод перемещают синхронно с неплавящимся электродом, управляют с помощью коммутатора, включенного в канал подвода тока от источника питания к изделию, последовательностью и частотой переключения подвода тока между отдельными точками и длительностью подключения тока к каждой точке, представляющие собой параметры коммутации, контакты токоподвода к изделию располагают на поверхности изделия со стороны, обращенной к сварочной горелке, регулируют угол отклонения дуги от оси электрода, изменяя расстояние от оси электрода до определенной точки подвода тока к изделию при заданной величине сварочного тока, причем максимальное расстояние от оси электрода до любой точки подвода тока к изделию устанавливают не более 100 мм, а частоту переключения подвода тока между отдельными точками - не превышающую 4 Гц, величину сварочного тока регулируют отдельно при протекании тока через каждую точку подвода тока к изделию, минимально допустимое рабочее значение сварочного тока устанавливают не меньше величины, определенной по выражению:
I=4,466·h-0,4·h2+0,0147·h3-0,225·10-3·h4+1,236·10-6·h5,
где I - минимальный сварочный ток дуги, при котором наблюдается эффект отклонения столба дуги, A, h - расстояние от точки подвода тока к изделию до оси неплавящегося электрода, мм, причем при протекании тока через каждую отдельную точку подвода тока к изделию величину сварочного рабочего тока со временем поддерживают неизменной или периодически в виде импульсов изменяют.
2. Способ по п.1, отличающийся тем, что ток к каждой точке его подвода к изделию подводят по отдельному каналу соответствующего полюса источника питания, а параметры коммутации тока между отдельными каналами подвода тока к изделию регулируют посредством блока управления источника питания.
3. Способ по п.1, отличающийся тем, что изменение места подключения тока к изделию осуществляют путем механического перемещения контакта токоподвода по поверхности изделия по заданной траектории, а параметры коммутации тока между отдельными точками подвода тока к изделию регулируют в зависимости от траектории перемещения токоподводящего контакта по поверхности изделия.
| Способ дуговой сварки | 1973 |
|
SU465291A1 |
| RU 20086371 C1, 10.08.1997 | |||
| Горелка для сварки магнитоуправляемой дугой | 1989 |
|
SU1782702A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1097459A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДУГОЙ, ПЕРЕМЕЩАЕМОЙ МАГНИТНЫМ ПОЛЕМ | 0 |
|
SU279828A1 |

