(54) СПОСОБ ДУГОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Способ дуговой сварки | 1986 |
|
SU1386400A1 |
| Способ дуговой сварки | 1973 |
|
SU465291A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2022 |
|
RU2797673C1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Способ дуговой сварки под флюсом | 1990 |
|
SU1743757A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Устройство для дуговой сварки на постоянном токе | 1979 |
|
SU946837A1 |
| Способ устранения магнитного дутья | 1971 |
|
SU662290A1 |
1
Изобретение относится к способам свар1к11 плавлением с использованием в качестве HCixJHHHKa сварочного нагр электрической дуги и может быть использовано при сварке различных металлов и сплавов как плавящимоЯр так и неплавлящимся электродом.
По авт. св. № 465291 известен способ дуговой сварки, при Котором в процессе сварки производят программированное отклонение дуги под воздействием собственного магнитного поля путем периодического и многократного изменения места подключения тока х изделию по крайней мере в двух точках.
Однако при постоянном сварочном токе невозможно регулировать величину отклонения дуги, так как эта величина определяется величиной сварочного тока. При малых величинах сварочного токл отклонение дуги может быть недостаточным.
Целью изобретения является увеличение амплитуды отклонения дуги и обеспечение возможности ее регулирования. Это достигается тем, что к свариваемому
изделию дополнительно подключают ток управления от независимого источника, ;полярность подключения которого изменяют с одновременным изменением места подклю;ения сварочного тока к изделию, j при этом к изделию подключают однополярвые клеммы от обоих источников.
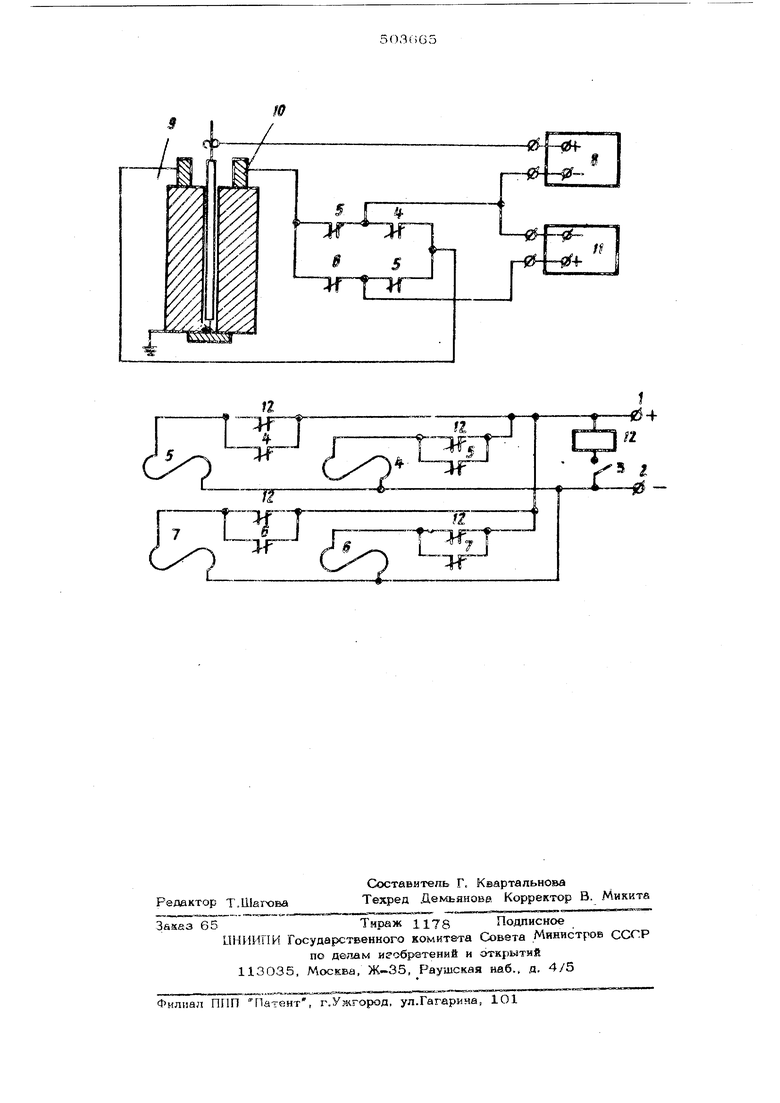
На чертеже дана схема реализации предлагаемого способа.Схема работает следующим образом. Перед началом сварки на клеммы 1 и 2 подается управляющее напряжение, выключатель 3 разомкнут, в результате чего срабатывают контактеры 4-7. Контакторы 4 и 5 подключают свечи ми силовыми контактами ток к изделию от источника 8 питания дуги через сксшьзящие контакты 9 и 10. Одновременно с этим включается и дополнительный источник 11с помощью контакторов 6 и 7. Однако как только контакторы 5 и 7 срабатывают, они ОБОИМИ блокирующими нормально замкнутыми контактами отключают контакторы 4 и 6. Если в это время между электродом и изделием горит дуга, то она
иод воздействием собственного магнитного поля отклоняется влеоо и находится в этом положении до тех пор, местом подключения тока к изделию не станет скользящий контакт 10. При этом отклоняющая способность дуги увеличивается, тек как через силовой контакт контактора 7 и скользяищй контакт 9 дополнительный 11 тока управления оказывается подключенным к изделию, Посколоьку местом по,дключения тока к изделию от свапочного и дополнительного источников являются однополярные клеммы (в даннок 1 случае), то отклоняющая способйость дуги усиливается вследствие того, что плюс дополнительного источника через контактор 7 оказывается подключенным к сколь эящему контакту 9. Ток дополнительного источника, подключенный таким образом, создает в области дуги дополи.ителькое магнитное поле, действующее согласно с магнитным полем дуги. Вследствие этого отклонение дуги увеличивается или уменьшается в зависимости от величины тока управления дополнительного нсточника.
При замыкании выключателя 3 срабатывает промежуточное реле 12 и своими нормально открытыми контактами включает контакторы 4 и 6, которые разрывают HOfnмально закрь тыми контактами непи контакторов 5 и 7. Однако последние отключатся только после того, как сработают контакторы 4 и 6. В результате этого местом подвода тока к изделию оказывается сколь™ зя1Щ1Й контакт 9, а контакт 1О связан с положительным полюсом дополнительного источника. При этом дуга отклоняется вправо,
Способ может быть широко использован .ири сварке изделий больших толшии с уэ кой (щелевой) разделкой. В STOW, случае
скользящие контакты устанавливают С обеих сторон щелевой разделки, как показано яа чертеже.
Для переключения источников ннтания может быть использован бесконтактный способ переключения с .применением, например, мощных управляемых полупроводниковых вентилей.
При сварке изделий больших толщин с узкой (щелевой) расэделкой отклонение дуги можно производить не только в ямпупь.;ном, яойв псстойнном режиме Е пределах шждо4О слоя при формировании м,ногоспой hofo шг,а с таким расчетом, чтобы в слу з 1Шл-(О}кения очередного слоя отклонение I периодически проичзводилось на соотйатствующую свариваемую кромку.
Применение описанного способа позЕО ляет улут1ить качество узксщеле,иых свар- ньХ соединений, .повысить 11.ол1ове - ност.., надежность и кокструктивную прочность изделий oco6t) ответственного назначения. Примевеьие способа позволяет снизить расход электродного металла примерно в .3 раза по сравнению с электрошлл.и.овой сваркой и соответственно уменьшить потребление энергии на его плавление.
Формула изобретения
Способ дуговой сварки по авт,;в.
Kio 46529.1, отличающийся тем, что, с целью увеличекля амплитуды отклонения дуги и обеспочения возможно- сти ее регулирования, к свариваемому из.целию дополнительно подключать ток. угграв .пения от независимого источника, полярность подкл.ючепия которого изменяют С изменением местаподключения сварочного тока а изделию, при этом к изделию подключаvQ,. однополярные клеммь от обоих нс-гочмкков. I -W-I-H- 0-™ 2Й
