(54) СТАНОК ДЛЯ НАМОТКИ ЛЕНТЫ НА РЕБРО ПРИ ИЗГОТОВЛЕНИИ ЭЛЕКТРИЧЕСКИХ КАТУШЕК
нок 15 и 16, вьшолненных из антифрикционного материала, прижимной планки 17с режущей кромкой 18, расположенной в плоскости направляющей поверхности 19 планки 17.
Часть прижимной планки 17 с режущей кромкой 18 постоянно находится в кольцевой канавке дисков 4 намоточной оправки, что обеспечивает разгрузку этой планки от изгибающих усилий, возникающих в процессе снятия утолщения.
В пазу между направляющей планкой 15 и прижимной планкой 17 расположена часть плиты 3 и наматьшаемая лента 13. .
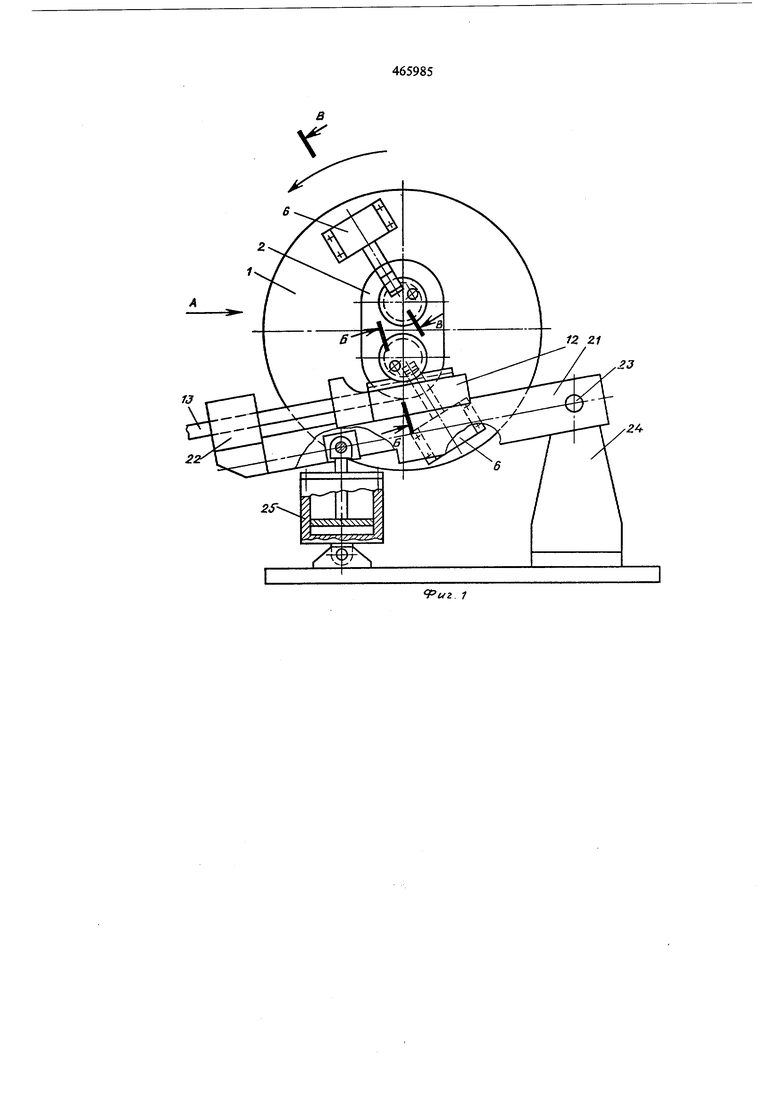
К корпусу направляющего устройства 12 крепится отсекатель 20 (см.фиг.2), заходная часть которого выполнена в виде скоса с винтовой поверхностью. Качающийся рычаг 21 (см.фиг.1) предназначен для крепления направляющего 12 и рихтующего 22 устройств. Он поворачивается вокруг оси 23 опорной стойки 24. Для обеспечения постоянного прижима направляющего устройства 12 к намоточной оправке 2 схгужит пневмоцилиндр 25, в полость которого подается сжатый воздух.
Намотка полюсной катуппси на ребро и удаление получаемого при этом на внутреннем радиусе утолщения производится следующим образом.
Наматьшаемая лента 13 через рихтующее устройство 22 подается в промежуток между плитой 3 намоточной оправки и прижимной планкой 17. Конед наматьшаемой ленты 13 в начальный момент прикрепляется при помощи ручной струбцины (на чертежах не показано) к плите 3 намоточной оправки. Затем включается привод станка, который заставляет плашиайбу 1 поворачиваться против часовой стрелки. Намоточная оправка 2, вращаясь, тянет закрепленную ленту 13, наматьшая ее на себя.
При повороте плашпайбы из первоначального положения на 180 срабатывает зажимной механизм 6, прижимая наматьшаемый виток катущки к плите намоточной оправки 2. После этого привод станка
останавливают, ручную струбцину снимают и снова включают станок. Последующие зажимы намотанных витков производятся последовательно зажимным механизмом 6 автоматически, как заказано выще.
Наматьшаемая лента, загибаясь на радиусной части намоточной оправки, утолщается на внутреннем радиусе витка катущки. Образовавшееся утолщение при вращении намоточной оправки 2 вместе с катушкой, встречает на своем пути режушута кромку 18 прижимной планки 17 и срезается.
Получившаяся при срезе стружка продвигается
вдоль канавки прижимной планки 17 за ее пределы
и выталкивается через наклонный паз, вьшолненный в корпусе направляющего устройства. Сила
выталкивания возникает в процессе стружкообразования и направлена тангенциально вращению намоточной оправки.
Формула изобретения
Станок для намотки ленты на ребро при изготовлении электрических катушек, содержащий намоточную оправку, прижимное устройство, напавляющее устройство, отличающийся тем,
что, с целью упрощения конструкции и повыщеш.л качества намотки, направляющее устройство снабжено прижимной планкой, установленной в корпусе качающегося рычага, имеющей режзтцую кромку, расположенную в плоскости направляющей поверхности планки.
иг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки ленты на ребро при изготовлении элетрических катушек | 1977 |
|
SU942179A1 |
| Устройство для намотки цилиндрических секций силовых конденсаторов | 1986 |
|
SU1403123A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНЫХ КАТУШЕК ИНДУКТИВНОСТИ | 1989 |
|
RU2032953C1 |
| Станок для изготовления катушек возбуждения электрических машин | 1977 |
|
SU686122A1 |
| УСТРОЙСТВО ДЛЯ СВОРАЧИВАНИЯ БУМАГИ, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 2008 |
|
RU2420440C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |
| Устройство для намотки секций электролитических конденсаторов | 1979 |
|
SU783871A1 |
| Устройство для намотки катушек статоров электрических машин | 1979 |
|
SU1079186A3 |
| Устройство для изготовления секций рулонных конденсаторов | 1983 |
|
SU1190425A1 |