Изобретение относится к радиоэлектронной технике, в частности к конструктивному выполнению специального технологического оборудования для намотки секций рулонных конденсаторов, преимущественно малогабаритных фольгово-пленочных конденсаторов, наматываемых из коротких и узких тонких лент диэлектрической пленки и алюминиевой фольги.
Известно устройство для намотки секций рулонных конденсаторов, содержащее вращающуюся оправку, механизмы подачи лент фольги и бумаги к оправке, снабженные закрепленными на ползуне направляющими пластинами с фрикционным зажимом, механизм закрепления лент на оправке, механизм отрезки лент и приводной механизм.
Известно также устройство для намотки секций конденсаторов, содержащее основание, шпиндели для установки бобин с бумажной лентой и лакопленкой, механизмы подачи бумажной ленты и лакопленки, выполненные в виде двух связанных между собой посредством пружин ползунов, и приводной механизм, при этом ползуны выполнены в виде соединенных с системой отсоса и нагнетания воздуха камер с отверстиями, сообщающимися с атмосферой.
В этом устройстве заправка электропроводной конденсаторной ленты лакопленки обеспечивается за счет провисания участка ленты между двумя камерами подпружиненных один к другому ползунов при их сближении за счет сжатия пружины, а при сближении и переключении системы отсоса воздуха из камер на нагнетание воздушная струя поджимает провисающий участок лакопленки к наматываемой секции и лакопленка увлекается под виток наматываемой на оправку бумажной ленты.
Известно устройство для автоматической намотки конденсаторов из лент фольги и диэлектрика, в котором для подачи фольговых лент в зону намотки применены подвижные зажимные каретки. В этом устройстве концы фольговых лент захватываются бумажной лентой и начинают наматываться в секцию, а каретки отходят назад, после намотки заданной длины всех конденсаторных лент срабатывают отрезные ножи, расположенные таким образом, чтобы концы фольговых лент были короче концов бумажных лент, образуемых из одной ленты за счет особой схемы ее заправки, а конец одной из бумажных лент был длиннее конца другой бумажной ленты, при этом все отрезные ножи размещены в зоне намотки секции.
Известен также автомат для намотки секций конденсаторов из двух диэлектрических лент синтетической пленки и двух лент тонкой алюминиевой фольги, содержащий станину, на которой установлены смоточные шпиндели для бобин с запасом диэлектрических конденсаторных лент, намоточный механизм с оправками, механизм подачи, отрезки и формовки проволочных выводов, механизм приварки выводов, механизм отрезки конденсаторных лент и механизмы подачи фольговых лент, выполненных в виде подвижных трехпозиционных симметричных кареток с несущими поверхностями для размещения фольговых лент и с бобинами фольги. Отрезные ножи механизма отрезки конденсаторных лент в этом устройстве также размещены отдельно от механизмов подачи лент фольги и пленки, обе каретки механизма подачи фольги связаны по циклу работы с двумя механизмами формовки, отрезки и приварки выводов, при этом каждая из кареток, продвигаясь по своим направляющим, занимает последовательно три различные позиции приварки вывода, заправки фольги в секцию конденсатора и отрезки фольги.
Известно устройство для намотки секций рулонных конденсаторов, содержащее вращающуюся оправку, механизмы подачи и заправки металлизированных и диэлектрических лент, механизмы отрезки лент и приводной механизм, снабженное пневмонасосами пониженного и повышенного давления, в котором механизмы подачи и заправки металлизированных лент размещены на подвижных каретках и снабжены роликами с возможностью перемещения относительно вращающейся оправки, причем на поверхности роликов выполнены отверстия, соединенные с пневмонасосами повышенного и пониженного давления.
Общим для всех перечисленных известных устройств является то, что они предназначены для намотки секций конденсаторов из относительно широких и длинных конденсаторных лент, имеют большую концентрацию механизмов, в частности механизмов подачи и заправки конденсаторных лент, конструкция которых такова, что отрезка конденсаторных лент вблизи намоточной оправки возможна только после отвода этих механизмов из зоны намотки в исходное положение, что исключает возможность отрезки коротких лент фольги для намотки миниатюрных конденсаторов.
Кроме того, тонкие и узкие фольговые ленты (например, толщиной 7 мкм при ширине 3-5 мм) практически невозможно точно ориентировать при заправке известными средствами на оправку и под виток.
Изобретение направлено на достижение технического эффекта, заключающегося в возможности отрезки в автоматическом режиме намотки секций тонких и узких фольговых лент вблизи намоточной оправки без отвода от оправки в момент отрезки лентозаправочного механизма, что позволяет производить отрезку предельно коротких фольговых лент для намотки миниатюрных конденсаторов, а также возможности образования в момент подвода фольговых лент к оправке заправочных концов "языков" этих лент без смотки фольговых лент из рулона до заправки их в секцию, поскольку при смотке тонких и узких фольговых лент до заправки их в секцию неизбежно возникают повреждения лент и деформация их концов, нарушается ориентация лент.
Цель изобретения повышение производительности и надежности работы автоматических устройств при намотке миниатюрных конденсаторов.
Цель достигается конструктивно тем, что в предложенном устройстве лентозаправочные механизмы фольговых лент снабжены подпружиненными в направлении к вращающейся оправке механизма намотки опорными ножами, служащими для образования и ориентации заправочных концов фольговых лент при подаче их в наматываемую на оправку секцию, смонтированными на выходе направляющих лотков для фольговых лент, размещенных в плоскости вращения смоточных шпинделей для установки рулонов фольговых лент и снабженных прижимами фольговых лент к рабочей поверхности направляющих лотков с возможностью взаимодействия с установленными по ходу перемещения кареток лентозаправочных механизмов ограничительными упорами и подвижными в вертикальной плоскости ножами механизмов отрезки фольговых лент. При этом против хода перемещения одного из опорных ножей к вращающейся оправке в зоне механизма намотки размещен упор, служащий для прижатия к нему опорным ножом пучка из двух наматываемых диэлектрических лент пленки при их отрезке и заправке фольговых лент в следующую секцию, для чего опорный нож снабжен прижимом, например, в виде упругой насадки на его рабочем конце.
В частном случае для прижима фольговых лент к рабочей поверхности направляющих лотков последние снабжены расположенными на их рабочих поверхностях сквозными отверстиями и камерами, соединенными с вакуумной системой и образующими вакуумные присоски.
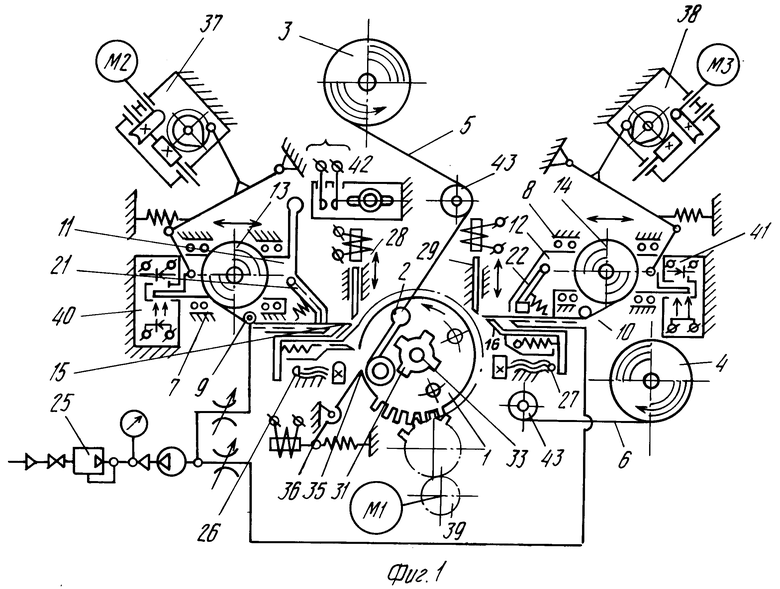
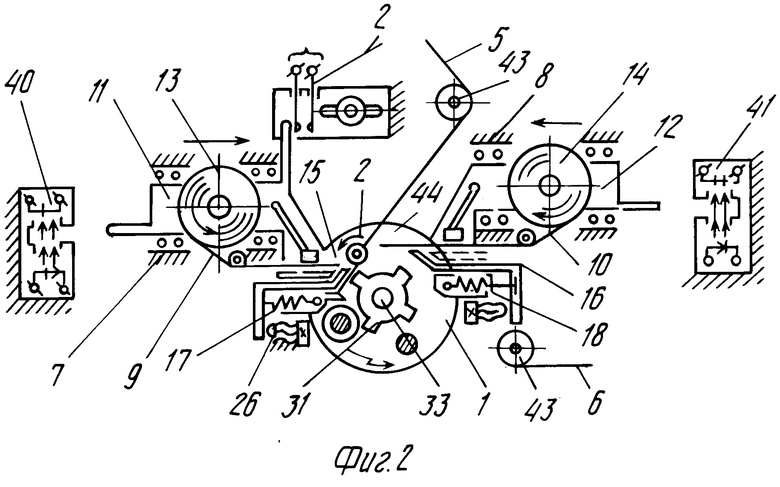
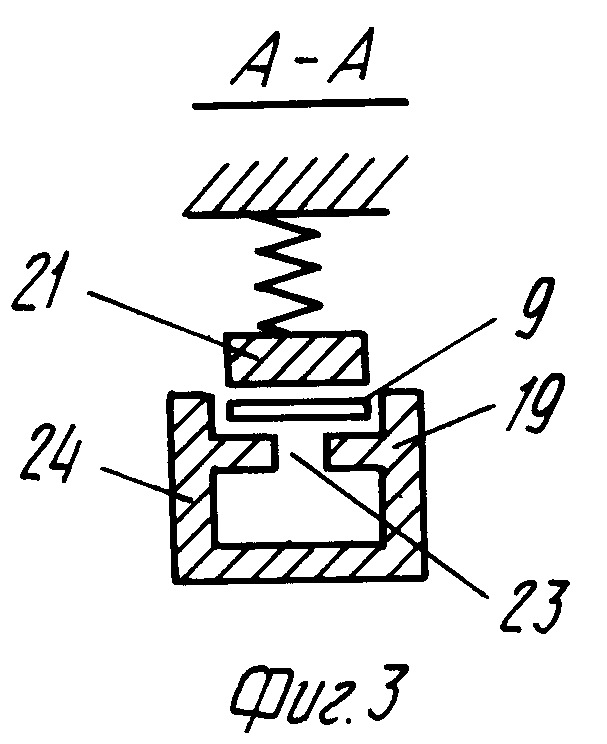
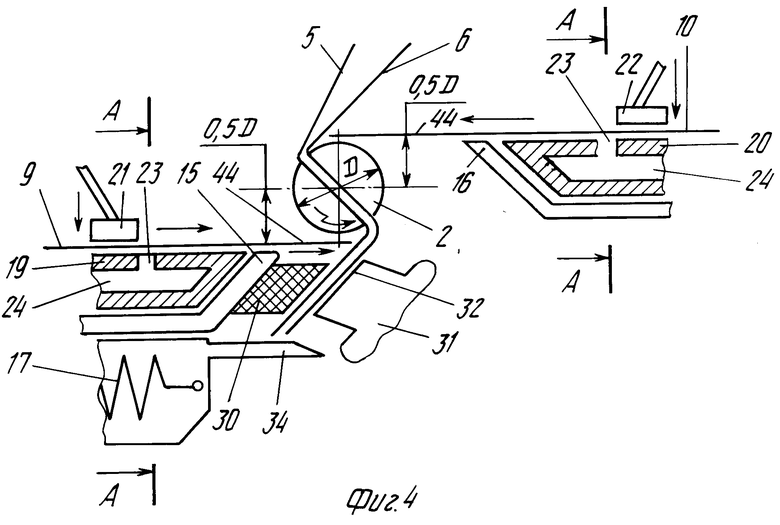
На фиг.1 показана кинематическая схема предложенного устройства для намотки секций рулонных конденсаторов; на фиг.2 показаны лентозаправочные механизмы фольговых лент в момент заправки фольговых лент; на фиг.3 разрез А-А на фиг. 4; на фиг.4 опорные ножи лентозаправочных механизмов в действии и схема заправки фольговых лент.
Устройство содержит смонтированные на вертикальной станине (на чертежах не показана) механизм намотки в виде многопозиционной поворотной головки 1 с вращающимися оправками 2, образованными, например, двумя полуоправками с возможностью зажима между ними наматываемых конденсаторных лент, смоточные шпиндели 3 и 4 для установки рулонов диэлектрических лент, пленки 5 и 6, размещенные по обеим сторонам от поворотной головки 1 механизма намотки, левый и правый лентозаправочные механизмы 7 и 8 фольговых лент 9 и 10, выполненные в виде установленных в шариковых направляющих подвижных кареток 11 и 12 с размещенными на них смоточными шпинделями 13 и 14 для установки рулонов фольговых лент 9 и 10 с возможностью периодического возвратно-поступательного перемещения относительно вращающейся оправки 2 механизма намотки. Лентозаправочные механизмы 7 и 8 снабжены опорными ножами 15 и 16, подпружиненными пружинами 17 и 18 в направлении к вращающейся оправке 2 механизма намотки. Рабочие концы опорных ножей 15 и 16 выполнены в нижней части со скосами, что обеспечивает свободный доступ ножей к намоточной оправке 2 и не препятствует пропусканию диэлектрических лент пленки при намотке их на оправку. Между опорными ножами 15 и 16 и смоточными шпинделями 13 и 14 в плоскости вращения смоточных шпинделей расположены направляющие лотки 19 и 20, служащие для размещения и ориентации фольговых лент при смотке их из рулонов. Направляющие лотки 19 и 20 левого и правого лентозаправочных механизмов 7 и 8 снабжены прижимами 21 и 22, служащими для поджатия фольговых лент к рабочей поверхности направляющих лотков и натяжения лент при намотке секций. Прижима 21 и 22 выполнены, например, в виде пружин, снабженных фрикционной насадкой из резины, усилием прижатия которых регулируется необходимое усилие натяжения фольговых лент при намотке их в секцию, а также исключается возможность произвольного сбега лент фольги из рулона, так как смоточные шпиндели 13 и 14 для рулонов фольги установлены на своих осях с возможностью свободного вращения и смотки из рулона с малым натягом во избежание деформации фольговых лент.
Для тех же целей, что и прижимы 21 и 22, или вместо них направляющие лотки 19 и 20 лентозаправочных механизмов снабжены вакуумными присосками, образованными расположенными на их рабочих поверхностях сквозными отверстиями 23 и камерами 24, соединенными с вакуумной системой 25.
Каретки 11 и 12 левого и правого лентозаправочных механизмов установлены таким образом, что левый лентозаправочный механизм 7 обеспечивает подачу конца фольговой ленты на заправку ниже центра намоточной оправки на половину ее диаметра, а правый лентозаправочный механизм 8 выше центра намоточной оправки также на половину ее диаметра.
По ходу перемещения кареток 11 и 12 к оправке 2 установлены ограничительные упоры 26 и 27 с возможностью регулирования их положения, служащие для ограничения хода перемещения подпружиненных опорных ножей 15 и 16 при продвижении кареток 11 и 12 к оправке 2, а также расположенные в зоне механизма намотки подвижные в вертикальной плоскости отрезные ножи 28 и 29 механизмов отрезки фольговых лент, взаимодействующие с опорными ножами 15 и 16. Для перемещения отрезных ножей 23 и 29 предусмотрены направляющие элементы (на чертежах не показаны), повышающие точность их взаимодействия с опорными ножами 15 и 16 при отрезке фольговых лент в конце намотки.
Опорный нож 15 левого лентопротяжного механизма 7 снабжен прижимом 30, выполненным, например, в виде размещенной на его боковой плоскости упругой насадки, например из фетра или поролона, с возможностью взаимодействия с расположенным против него в зоне механизма намотки упором 31 для удержания диэлектрических лент при их отрезке и заправке фольговых лент при очередном повороте поворотной головки 1. Упор 31 выполнен в виде поворотной крестовины с опорными площадками 32, установленной на валу 33 поворотной головки 1 механизма намотки. В частном случае допускается установка упора 31 отдельно как неподвижного элемента для взаимодействия с прижимом 30.
Под опорным ножом 15 левого лентозаправочного механизма фольги размещен подвижный нож 34 механизма отрезки диэлектрических лент пленки после намотки секций.
Для закрепления конечных витков пленки в конце намотки секции после их отрезки служит электронагреватель 35, установленный на качающемся подпружиненном рычаге 36, действующем от электромагнита.
Каретки 11 и 12 левого и правого лентозаправочных механизмов фольги снабжены индивидуальными управляемыми приводами 37 и 38 для периодического возвратно-поступательного перемещения кареток. Приводы кареток 11 и 12 в частном случае могут иметь общий цепной привод от одного электродвигателя (на чертежах не показано).
Смоточные шпиндели 3 и 4 для рулонов диэлектрической пленки имеют индивидуальные управляемые приводы (на чертежах не показаны). Поворотная головка 2 механизма намотки имеет общий привод 39.
Управление приводами всех исполнительных механизмов, а также приводным механизмом 39 механизма намотки осуществляется от общего блока управления (на чертежах не показан).
Для контроля положения левого и правого лентозаправочных механизмов фольги в их крайнем отведенном от намоточной оправки положении служат установленные по ходу перемещения кареток 11 и 12 два датчика 40 и 41 контактных фотоэлектрических путевых щелевого типа, обеспечивающих возможность поворота поворотной головки 1 только при крайнем отведенном от намоточной оправки положении лентозаправочных механизмов фольги.
Для контроля положения левого лентозаправочного механизма фольги на подходе к намоточной оправке служит установленный по ходу перемещения каретки 11 аналогичный датчик 42 (или микропереключатель), дающий команду на включение привода вращения шпинделя намоточной оправки 2 и обеспечивающий синхронизацию действий двух механизмов подачи фольги левым лентозаправочным механизмом и включения привода начала вращения оправки 2, что необходимо во избежание деформации заправочного конца фольги при заправке в "карман", образуемый диэлектрической лентой пленки, закрепленной в оправке, и цилиндрической поверхностью оправки.
Для заправки и перемещения диэлектрических лент пленки 5 и 6 служат направляющие ролики 43.
Устройство работает следующим образом.
Ленты диэлектрической пленки 5 и 6 пропускаются по направляющим роликам 43, а их концы зажимаются оправкой 2 поворотной головки 1, ленты фольги 9 и 10 укладываются в направляющие лотки 19 и 20 левого и правого лентозаправочных механизмов, при этом концы лент фольги устанавливаются на верхние режущие плоскости опорных ножей 15 и 16, являющихся одновременно ориентирующими и заправляющими фольгу элементами.
После включения привода 39 и начала вращения намоточной оправки 2 по команде датчика 42 одновременно начинает перемещаться в направлении к намоточной оправке каретка левого лентозаправочного механизма, который подает фольговую ленту 9 в "карман", образованный цилиндрической поверхностью оправки и двумя лентами 5 и 6 диэлектрической пленки, зажатыми в оправке 2 при заправке, либо после их отрезки от предыдущей намотанной секции, а правый лентозаправочный механизм подает фольгу 10 в "карман", образованный двумя лентами 5 и 6 диэлектрической пленки, зажатыми в оправке в начале намотки каждой секции.
При перемещении кареток 11 и 12 к оправке 2 фольговые ленты находятся в состоянии относительного покоя, оставаясь на поверхности направляющих лотков 19 и 20, что исключает возможность их деформации при подаче к оправке. При дальнейшем перемещении кареток к оправке подпружиненные опорные ножи 15 и 16 упираются в ограничительные упоры 26 и 27 и останавливаются, тогда как каретки 11 и 12 продолжают незначительно продвигаться далее с направляющими лотками 19 и 20, которые за счет фиксации фольговых лент прижимами 21 и 22 подают фольговые ленты в направлении к оправке, при этом концы фольговых лент выдвигаются за кромки режущих плоскостей опорных ножей 15 и 16, образуя заправочные концы "языки" 44 требуемой длины для их заправки в наматываемую секцию, каретки 15 и 16 останавливаются вблизи оправки 2, а "языки" 44 попадают в упомянутые "карманы", при этом фольговые ленты увлекаются под виток диэлектрических лент пленки, наматываясь в секцию.
В ходе намотки секции ленты фольги со смоточных шпинделей 13 и 14 перемещаются по направляющим лоткам 19 и 20, при этом обеспечиваются фиксация и натяжение лент при смотке в секцию за счет прижатия лент фольги к рабочей поверхности направляющих лотков прижимами 21 и 22, либо с помощью вакуумных присосок, образованных отверстиями 23 на рабочей поверхности направляющих лотков и камерами 24, соединенными с вакуумной системой. После окончания намотки секции каретки 11 и 12 лентозаправочных механизмов 7 и 8 отводятся от оправки в крайнее исходное положение, при этом отрезанные "хвосты" фольговых лент 9 и 10 остаются в направляющих лотках 19 и 20 подготовленными для намотки следующей секции.
Отрезка фольговых лент производится в ходе намотки при вращающейся оправке с помощью подвижных отрезных ножей 28 и 29, вступающих во взаимодействие с опорными ножами 15 и 16 лентозаправочных механизмов фольги.
За счет того, что лентозаправочные механизмы фольги при отрезке намотанных лент фольги максимально приближены к намоточной оправке и не отводятся в исходное положение, а их опорные ножи 15 и 16 находятся непосредственно у оправки, обеспечивается возможность отрезки предельно коротких и узких лент фольги, что дает возможность производить намотку в автоматическом режиме секций малого диаметра с небольшим числом витков конденсаторных лент.
После отрезки фольговых лент лентозаправочные механизмы фольги отводятся в исходное крайнее положение, поворотная головка 1 механизма намотки поворачивается против часовой стрелки на 90о в очередную рабочую позицию, при этом происходит перехват диэлектрических лент пленки следующей оправкой поворотной головки.
При следующем ходе кареток лентозаправочных механизмов фольги к оправке производится заправка фольговых лент во вновь наматываемую секцию, а сведенные в пучок диэлектрические ленты пленки 5 и 6 от предыдущей секции поджимаются прижимом 30 опорного ножа 15 левого лентозаправочного механизма 7 фольги к упору 31 и обрезаются ножом 34, при этом производится закрепление конечных витков пленки намотанной секции с помощью электронагревателя 35. При очередном повороте поворотной головки готовая секция сбрасывается в приемную тару.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| Устройство для намотки секций конденсаторов | 1982 |
|
SU1076968A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1732386A1 |
| Устройство для намотки секций рулонных конденсаторов | 1979 |
|
SU866597A1 |
| Устройство для изготовления секций конденсаторов | 1978 |
|
SU744755A1 |
| Устройство для намотки секций конденсаторов | 1977 |
|
SU661626A1 |
Использование: изобретение относится к радиоэлектронной технике. Сущность изобретения: устройство содержит механизм намотки в виде многопозиционной поворотной головки с вращающимися оправками, смоточные шпиндели для установки рулонов диэлектрической пленки, лентозаправочные механизмы (ЛЗМ) для подачи и заправки в наматываемую секцию фольговых лент, выполненные в виде подвижных кареток с размещенными на них смоточными шпинделями для установки рулонов фольги с возможностью периодического возвратно-поступательного перемещения относительно вращающейся оправки, механизмы отрезки пленки и фольги и приводной механизм. Для отрезки предельно коротких лент из рулонов узкой и тонкой алюминиевой фольги и повышения надежности их заправки при намотке секций малогабаритных ЛЗМ снабжены подпружиненными в направлении к оправке опорными ножами, служащими для образования и ориентации заправочных концов "языков" фольговых лент при заправке их в наматываемую секцию, а между опорными ножами и смоточными шпинделями с рулонами фольги размещены направляющие лотки, снабженные прижимами фольговых лент к рабочей поверхности лотков. Опорный нож одного из ЛЗМ левого снабжен прижимной насадкой диэлектрических лент к расположенному против него упору для удержания диэлектрических лент при их отрезке и заправке фольговых лент в следующую секцию. 2 з.п. ф-лы, 4 ил.
| Устройство для намотки секций рулонных конденсаторов | 1972 |
|
SU489160A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
