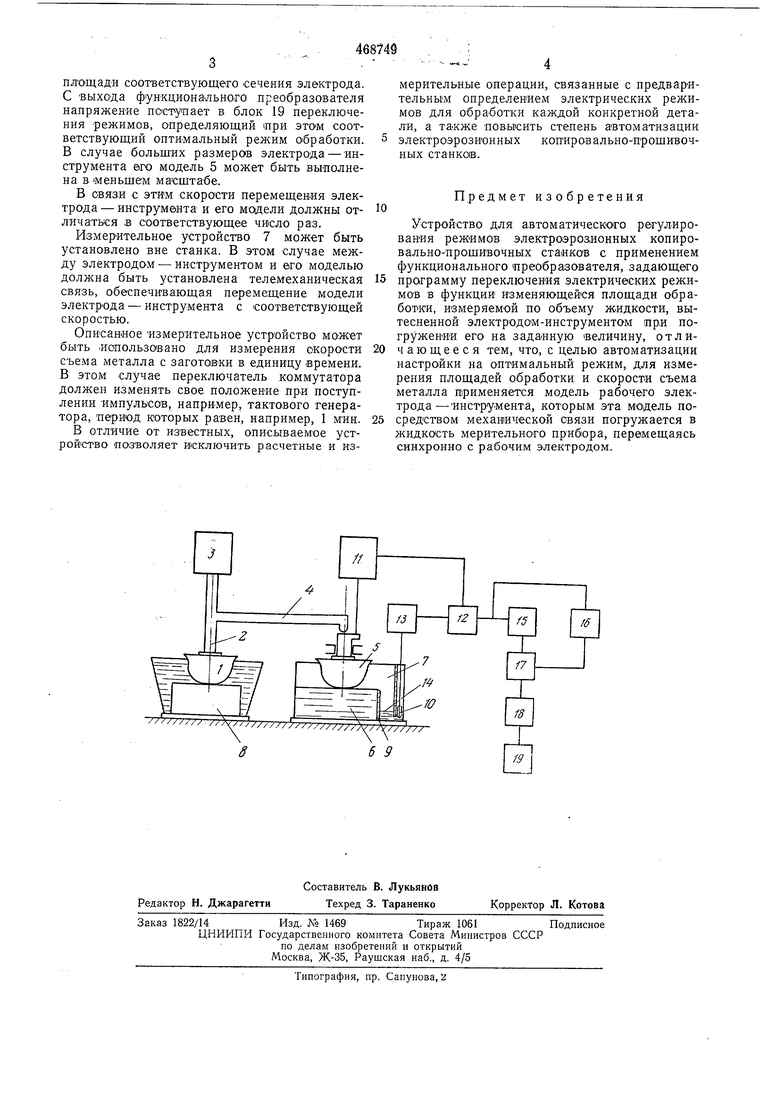
пяощади соответствующего сечения электрода. С выхода функционального преобразователя напряжение поступает в блок 19 переключения режимов, определяющий при этом соответствующий оптимальный режим обработки. В случае больших размеров электрода - инструмента его модель 5 может быть выполнена в меньшем масштабе. В связи с этим скорости перемещения электрода - инструме/нта и его модели должны отличаться в соответствующее число раз. Измерительное устройство 7 может быть установлено вне станка. В этом случае между электродом - инструментом и его моделью должна быть установлена телемеханическая связь, обеспечивающая перемещение модели электрода - инструмента с соответствующей скоростью. Описанное измерительное устройство может быть .использовано для измерения скорости съема металла с заготовки в единицу времени. В этом случае переключатель коммутатора должен изменять свое положение при поступлении -импульсов, например, тактового генератора, период которых равен, например, 1 мин. В отличие от известных, описываемое устройство Позволяет исключить расчетные и из- -. .,:4 мерительные операции, связанные с предварительным определением электрических режимов для обработки каждой конкретной детали, а также повысить степень автоматизации электроэрозионных копиров ально-прошивочных станков. Предмет изобретения Устройство для автоматического регулирования режимов электроэрозлонных копировально-прошивочных станков с применением функционального преобразователя, задающего программу переключения электрических режимов в функции изменяющейся площади обработки, измеряемой по объему жидкости, вытесненной электродом-инструментом при погружении его на заданную величину, отличающееся тем, что, с целью автоматизации настройки на оптимальный режим, для измерения площадей обработки и скорости съема металла применяется модель рабочего электрода-инструмента, которым эта модель посредством механической связи погружается в жидкость мерительного прибора, перемещаясь синхронно с рабочим электродом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования режимов электроэрозионноых станков | 1976 |
|
SU623690A1 |
| Устройство для автоматического регулирования режимов электроэрозионных станков | 1981 |
|
SU971603A2 |
| БИБЛИОТЕКА | 1973 |
|
SU374134A1 |
| Способ многоконтурной электроэрозионнойОбРАбОТКи | 1975 |
|
SU698250A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| Устройство для электроэрозионной обработки | 1980 |
|
SU862492A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| Многоканальный источник питания | 1979 |
|
SU849658A1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПОПЕРЕЧНОЙ ПОДАЧИ ПРИ ШЛИФОВАНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2364494C2 |
| СПОСОБ УПРАВЛЕНИЯ ДВУСТОРОННИМ ТОРЦОВЫМ ШЛИФОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2490110C2 |
