Изобретение относится к области электрофизических методов обработки, в частности к устройствам, автоматизируюшим процесс электроэрозионной обработки.
Известно устройство для автоматического регулирования режимов, электроэрозионных станков по заранее определенной программе переключения режимов в функции площади поперечного сечения электродов, автоматически измеряемой в процессе обработки l .
Это устройство состоит из системы измерения площади обработки функционалного преобразователя, задающего прог рамму переключения режимов и блока переключения режимов. Система измере кия площади обработки представляет собой точную модель рабочего электродаинструмента, погружаемую посредством механической связи электродом-инструментом в жидкость мерительного прибора и перемещаемую синхронно с рабочим электродом. При этом сигналы с датчика перемещения и датчика уровня вытесняемой жидкости поступают на электрическую схему управления функциональным преобразователем.
Однако при эксплуатации такого громоздкого устройства возникает необходимость иметь точную модель на каждый тип обрабатываемой детали. Кроме того, требуется точная установка электродаинструмента и модели относительно каждой заготовки и поверхности жидкости, а также строгая синхронизация движения электрода-инструмента и модели. Электрическая схема устройства достаточно сложна.
Цель изобретения - автоматизация настройки на оптимальный режим и повышение надежности работы устройства.
Это достигается тем, что система измерения площади обработки выполнена в виде счетчика энергии, расходуемой на эрозионный процесс, представляющего собсйй электродвигатель постоянного тока, обмотка якоря которого включена последовательно с источником питания и двумя усилителями, вход одного из которых cBsiзан с эрозионным промежутком, а дру гого - с шунтом, причем вал двигателя связан с упомянутым функциональным преобраздвателеМо
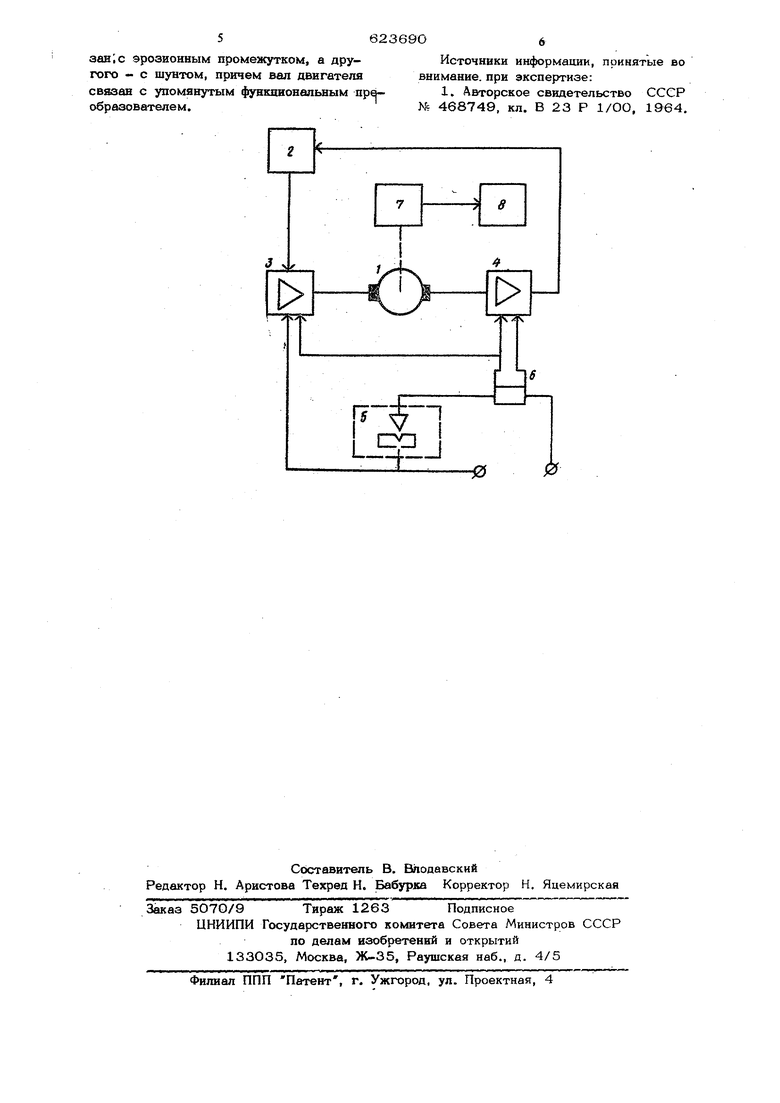
На чертеже приведена функциональная схема онисываемогй устройства,
Устройство содержит систему автома тического измерения площади обработки} представляющую собой электродвигатель 1 постоянного тока, обмотка йкоря ко торого включена последователыдо с йсточ НИКОМ питания 2 и двумя усилителями
3и 4, причём вход усилители 3 связан
с эрозионным промежутком 5, а вход уси пителя 4 с штунтом 6.. а также функ Ьиональный преобразователь 7; вход связан с двигатшш 1 s а &ЫХОД с блоком 8 переключения рехжМоВа
Устройство работает, следующим .
В процессе работы система измерения площади обработки получает информацк(ю по напряженшо с эрожсонного промежутка 5, а по току с .шунта 6, При достаточ:но большом расстоянии между эпвктрйдоь«1«инструментом и деталью (холостой когда электрических разрядов нет и напряжение на эрозионном промежутке равно напряженшо на зажимах генератора н пульсов, усилитель 3 открьгт, а усилитель
4закрыт В этом. случав регулнтЬо мезк-- электродного промежутка неремфщает электрод-инструмент к детали.
При сближении электрода-авструмента и детали в некоторый момент яроисхогшт электрический пр9бой промещгтка и .через шунт 6 начинает аротекать электричес- кий ток, что приводят к пйденшо напря- жения на шунте 6 и йгменьшению напряжения на эрозионном промежутке -5„ В ps зультате этого сопротивление усалителя 4 уменьшается. Движение электрода- ин стрзг 14ента к детали замедляется, а двнгатель 1 начинает вращатвля, причем скорость вращения вала двигателя 1 пропор- «иональна суммарной энергий -импульсов, реализуемой в м©жэлектродном проме жутке. Тай двигатель. будет яредстав-лять собой счетчик полезной энергии Sipo- анионного промежутка. Регулятор межэлектродного промежутка настраиваеп-сй таким образом, чтобы на эрозионном п:ро межутке поддерживалась энергия,, соответствуюшая максимальной производительности процесса съема металла.
В случае контакте э;|ектрода-инструмента к детали (короткое замыкание) напряжение на эрозионном .промежутке па дает до нуля, а напряжение на достигает максимальной величины. Это приведёт, к тому, что уснлитель 3 закрывается, а усилитель 4 полностью открываете. Двигатель перестанет вращаться, а регулятор межэлектродного промежутка . щает .:ЭлектроД.инструмент вверх. Таким ; образом, вращение вала двигателя осу ществляется только в одну сторону и учитывает лишь полезную энергию, реализуемую на эрозионном промежутке .
В связи с тем, что интегральная ве- ц гчина снятого металла при электроэрозионной обработке зависит от полезной энергии, реализуемой на эрозионном промежутке, двигатель 1 с усилителями 3 и 4 можно рассматривать как систему автоматического измерения количества снятого металла, а следовательно и площади обработки. Вал двига елн 1 связан с фун,кдиональным преобразователем 7, который преобразует угол поворота вала двигателя. 1 Б последовательный рдд сигнаЛ.О&, программа которых составляется по заранее установленным уровням накопленной полезной энергии, пропорциональным соответствующим участкам площадей обрабатываемой . Последовательный р5Ш сигналов с ф нкционального преобразователяпоступает в блок 8 переклю ч ений режимов.
Предлагаемое устройство отличается надежность|о, компактностью конструкции, не требует,изготовления специальных моделей и емкостей с жидкостью, проще в
обслузкивании „
Формула изобретения
Устройство для автоматического регулирования режнкгоБ электроэрозионных станков, содержащее систему измерения площади обработки у связанный с ней функиионапьный преобразователь, задающий про грамму переключения режимов в функшш изменяющейся площади обработ, блок переключения режимов, отличающееся тем, что, с целью автоматизации настройки на оптимальный режим 3 повышения надежности;, система измерения площади обработки вьшолнена в вндр счетчика энергии, расходуемой на эрозионный процесс, l:peдcтaвляющeгo со бой электродвигатель постоянного тока, обмотка якоря которого включена последовательно с источником питания и двумя силителякда, вход одного из которых сеязан;с эрозионным промежутком, а другого - с шунтом, причем вал двигателя связан с упомянутым функциональным преобразователем.
Источники информации, принятые во внимание, при экспертизе:
1. Авторское свидетельство СССР № 468749, кл. В 23 Р 1/ОО, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования режимов электроэрозионных станков | 1981 |
|
SU971603A2 |
| Способ электроэрозионной обработки | 1983 |
|
SU1220907A1 |
| Способ электроискрового нанесения покрытий и устройство для его осуществления | 2020 |
|
RU2740936C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| Регулятор подачи для электроэрозионных станков | 1973 |
|
SU568524A2 |
| Электрод-инструмент для контактноэрозионной правки алмазных кругов | 1989 |
|
SU1685644A1 |
| Устройство для электроэрозионной обработки | 1980 |
|
SU952497A1 |
| Устройство для электроэрозионной обработкипРОВОлОчНыМ элЕКТРОдОМ-иНСТРуМЕНТОМ | 1979 |
|
SU837705A1 |
| ГЕНЕРАТОР РАБОЧИХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО КОПИРОВАЛЬНО-ПРОШИВНОГО СТАНКА ДИПОЛ (ГРИ ЭЭКПС) | 2015 |
|
RU2603394C1 |
| Способ экстремального регулирования | 1977 |
|
SU738817A1 |
