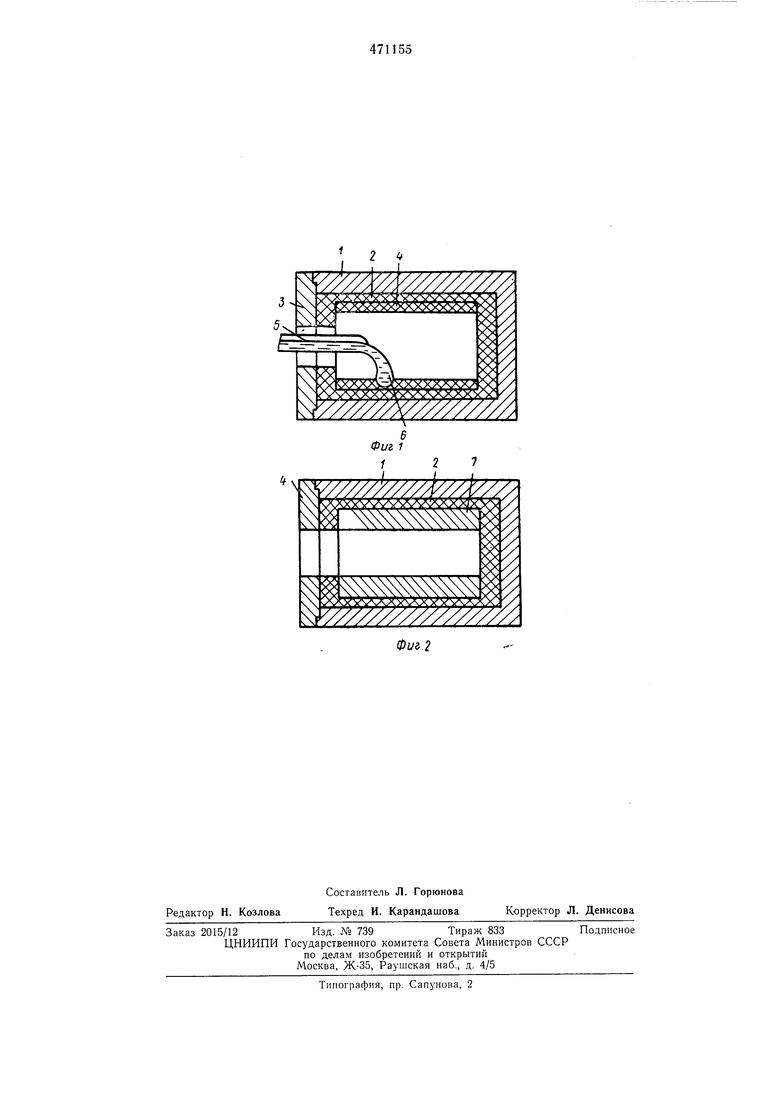
мер внутренней рабочей полости футеровки равен длине отливки с учетом усадки металла, т. е. размеры внутренней рабочей полости огнеупорной футеровки равны внешним размерам центробежной отливки с учетом усадки металла. Затем форма запирается крышкой 3, приводится во враш,ательное движение и на внутреннюю рабочую поверхность футеровки 2 наносится слой 4 выжигаемого веш.ества, например зерна вспененного пенонолистирола. Толш,ина выжигаемого слоя 4 зависит от величины отливки, рода металла, температуры заливки и других литейных технологических факторов. Так, для отливки диаметром 150-800 мм толш,ина слоя пеполистирола может составлять величину до 20 мм и более. Если заливают металл в металлическую форму без значительного слоя футеровки, то слой 4 выжигаемого веш,ества наносится после покраски металлического корпуса. Слой выжигаемого веш,ества может наносится не только насыпкой в виде порошка, зерен, но и простановкой заранее изготовленных вставок, напылением и т. д.
После готовности слоя 4 выжигаемого вещества во враш,аюш,уюся форму по желобу 5 подается жидкий металл 6. Струя жидкого металла 6, соприкасаясь при падении в первоначальный момент со слоем 4 выжигаемого веш,ества, совершает сравнительно мягкое соударение с футеровкой 2, так как первичный удар струи падаюш,его металла 6 берет па себя слой выжигаемого веш,ества, который быстротечно в месте контакта выгорает, образуя лунку-канавку, являюш,уюся ловушкой для первичной струи металла 6 и тем самым предотвраш.ает образование брызг. В дальнейшем при прогорании слоя 4 выжигаемого веш,ества на всю глубину слоя до рабочей поверхности футеровки 2, поглотителем энергии падаюш,ей струи уже является сам жидкий металл.
С другой стороны, первоначально заливаемый металл 6 встречает сопротивление со стороны слоя 4 выжигаемого веш,ества, в силу того, что оно выгорает хотя и быстротечно, но все же в течение определенного промежутка времени, благодая чему металл 6 медленно растекается по поверхности футеровки 2, как это имеет место в том случае, когда заливка производится в центробежную форму без слоя выжигаемого вещества.
Таким образом, при медленном растекании металла по поверхности формы в отличие от известного способа при одинаковых параметрах заливки наблюдается интенсивность переохлаждения, окисления, а следовательно и кристаллизации первичных порций металла, так как толш,ина слоя жидкого металла 6, растекаюш,егося по футеровке 2, имеет суш,ественно большую величину. Таким образом, предлагаемый способ позволяет избежать не только такие дефекты на внешней поверхности отливки, как корольки, нитеобразные наслоения и спаи, но и позволяет уменьшить отбеливаемость таких сплавов, как чугун.
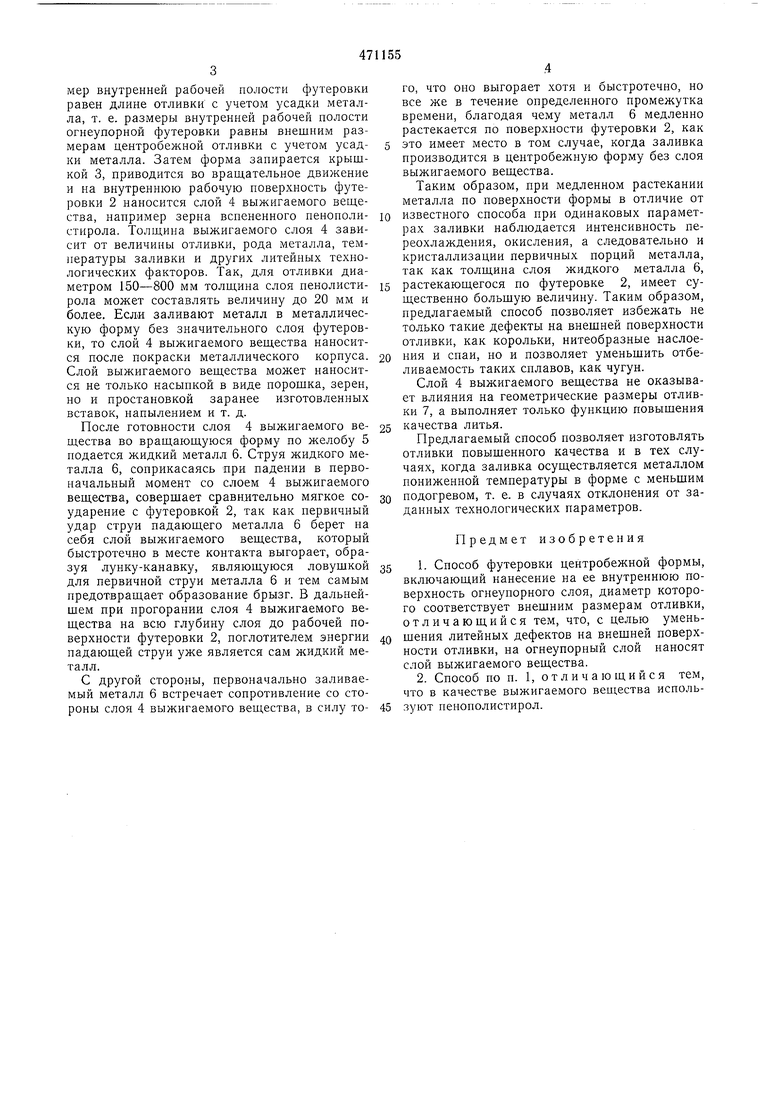
Слой 4 выжигаемого вещества не оказывает влияния на геометрические размеры отливки 7, а выполняет только функцию повышения качества литья.
Предлагаемый способ позволяет изготовлять отливки повышенного качества и в тех случаях, когда заливка осуществляется металлом пониженной температуры в форме с меньшим подогревом, т. е. в случаях отклонения от заданных технологических параметров.
Предмет изобретения
1.Способ футеровки центробежной формы, включающий нанесение на ее внутреннюю поверхность огнеупорного слоя, диаметр которого соответствует внешним размерам отливки, отличающийся тем, что, с целью уменьшения литейных дефектов на внешней поверхности отливки, на огнеупорный слой наносят слой выжигаемого вещества.
2.Способ по п. 1, отличающийся тем, что в качестве выжигаемого вещества используют пенополистирол.
2 -V
S
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ футеровки центробежной формы | 1976 |
|
SU562378A2 |
| Способ футеровки центробежной формы | 1974 |
|
SU476076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ДЛЯ СЛОЖНОПРОФИЛЬНЫХ ОТЛИВОК | 2013 |
|
RU2529603C1 |
| Способ литья | 1978 |
|
SU791446A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ изготовления керамической оболочки для литья лопаток (варианты) | 2019 |
|
RU2718635C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| Заливочное устройство для центробежнолитейных машин | 1980 |
|
SU865506A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ПЕСЧАНО-ПОЛИМЕРНЫМ ВЫЖИГАЕМЫМ МОДЕЛЯМ, ПОЛУЧЕННЫМ МЕТОДОМ 3D ПЕЧАТИ | 2024 |
|
RU2829906C1 |