(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления конических обечаек | 1973 |
|
SU504332A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК | 2000 |
|
RU2179488C2 |
| Способ изготовления обечаек | 1975 |
|
SU551078A1 |
| Способ изготовления конических обечаек | 1976 |
|
SU603463A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК | 1969 |
|
SU236408A1 |
| Устройство для свертывания конических обечаек | 1973 |
|
SU482228A1 |
| Приспособление для сведения краев обечайки | 1972 |
|
SU448050A2 |
| Способ изготовления цилиндрическихОбОлОчЕК | 1979 |
|
SU804077A1 |
| Устройство для изготовления обечаек | 1977 |
|
SU727266A1 |
| Приспособление для сведения краев обечайки | 1973 |
|
SU556875A1 |
1
Изобретение относится к обработке таллов давлением, в частности к гибке ко- нусов из листового материала, и может быть использовано в химическом, нефтяном, медицинском машиностроении и других отраслях промышленности, где есть необходимость в изготовлении конусов.
Известен способ изготдвления конических обечаек из фасонных листовых загото- BOK.J при котором заготовку изгибают, крепляя одну из кромок неподвижно, а другую перемещая в направлении первой.
При изгибе вся масса материала заготовки находится на весу, .ничем не поддеривается и опирается только на стыкуемые кромки. В случае изготовления конических обечаек больших размеров из тонкого листового материала это приводит к искажению их формы.
Кроме этого, при изготовлении конусов
с углом при вершине больше 90 основная масса конуса и его центр тяжести находятся за пределами опорной поверхности, которой свернутый конус опирается на пло- , скорть, где происходит сведение кромок. 1
Поэтому конус находится в неустойчивом положении, что опасно с точки зрения правил техники безопасности при снятии готового конуса с приспособления, в котором производится гибка.
При изготовлении конических обечаек с углом при вершине 60° и меньше, когда внешний угол между сводимыми кромками заготовки (угол выреза) равен 18О и более, гибка известным способом производиться не может, так как усилие, прикладываемое к части заготовки, противолежащей стыкуемым кромкам, действует на отрыв кромок от горизонтальной плоскости, в которой производится введение кромок , При сведении кромок заготовка стремится распрямиться и материал ее при этом стремится двигаться в направлении, противоположном действию приложенного усилия.
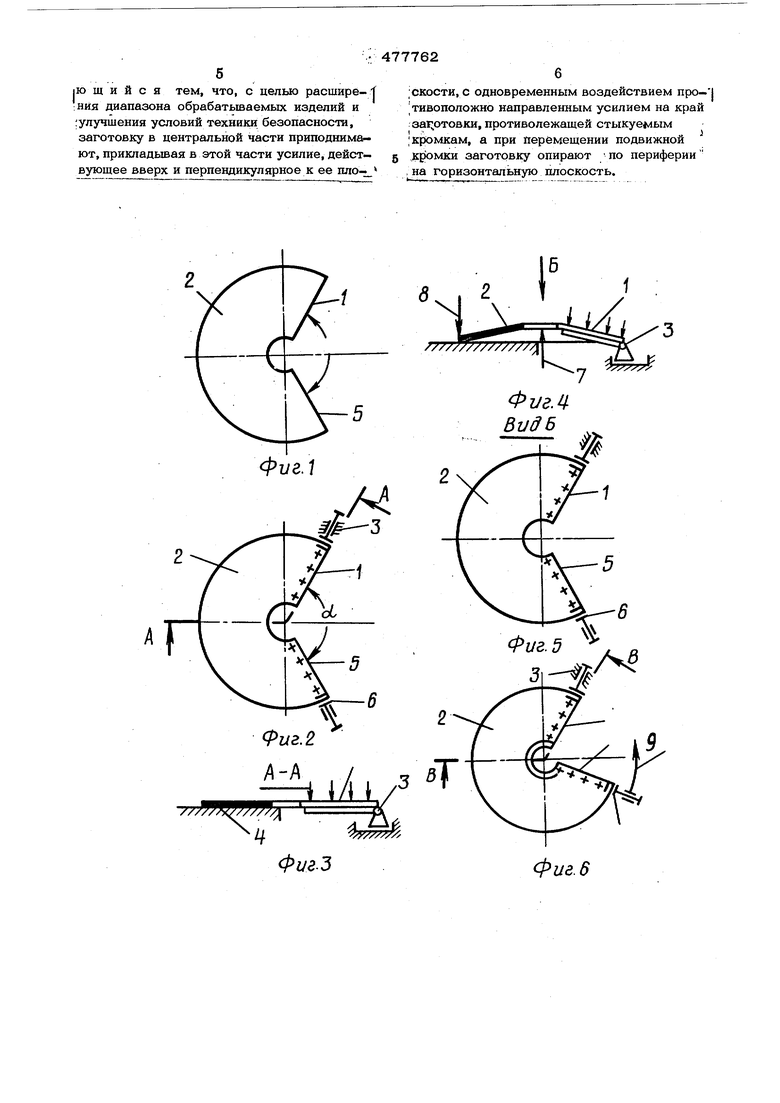
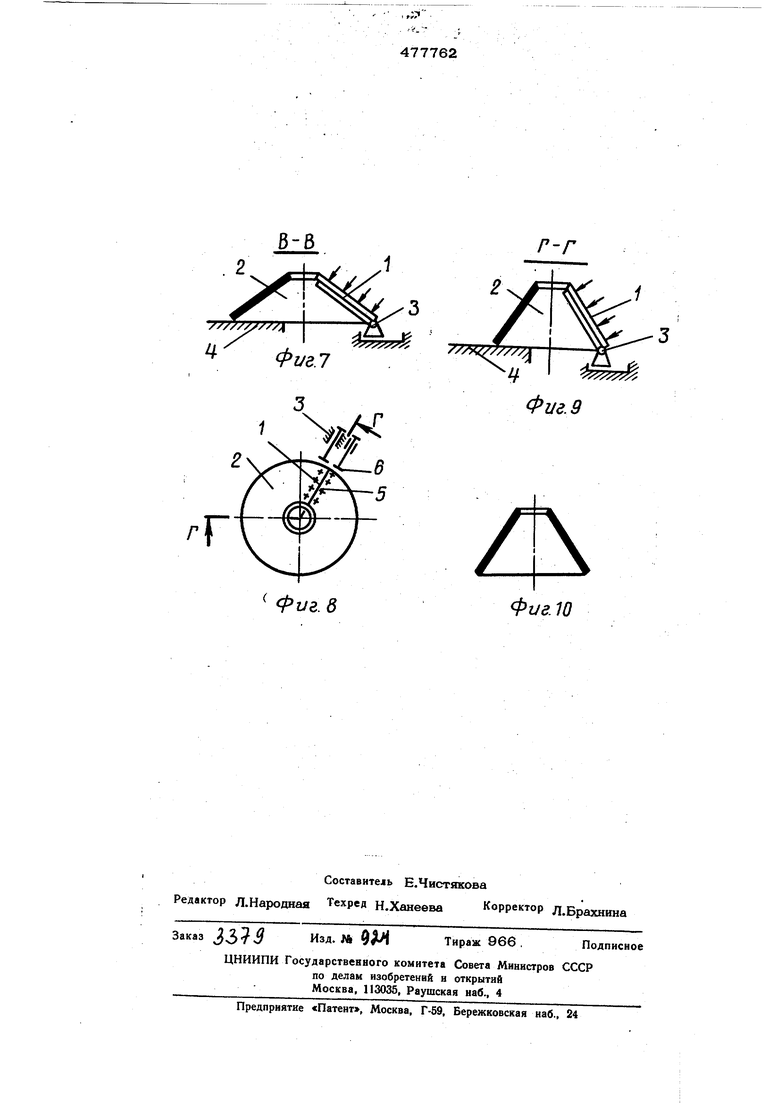
1аким образом, указанный способ применим только для изготовления конусов с углом при вершине большим или, в крайнем случае равным б О , у которых внешний угол между стыкуемыми кромками заготовки меньше или равен 180°, j При внешнем угле между стыкуемыми кромками, равном 18О° или меньшем, но близком к з ому значению, на aaroTOBjcg в зоне малого диаметра K 61jyca со стороны, противолежащей стыкуемым кромкам , появляются изломы и гофры. Целью изобретения является создание способа, обеспечивающего высокое качество изготовления конусных обечаек с любым углом конуса при вершине, а также позволяющего улучшить условия техники безопасности. Для этого заготовку в центральной части приподнимают, прикладьшая в этой ча- .сти усилие, действующее : вверх и перпендикулярное к ее плоскости, одновременно воздействуя противоположно направленным усилием на край заготовки, противолежаще стыкуемым кромкам. При перемещении под вижной кромки заготовку опирают по периферии на горизонтальную плоскость. На фиг. 1 изображена заготовка; на ;фиг. 2 - схема закрепления заготовки, вид сверху; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - то же, в перврначальный момент гибки при приложении к заготовке усилий, перпендикулярных к ее плоскости; на фиг. -.5- вид по стрелке Б на фиг. 4; на фиг. 6 - вид на заготовку в процессе сведения стыкуемых кромок I (вид сверху); на фиг. 7 - разрез по В-В на фиг. 6; на фиг. 8 - вид на заготовку сверху по окончании сведения кромок; на , фиг. 9 - разрез по Г-Г на фиг, 8; на i фиг. 10 - готовая коническая обечайка, ; разрез. Кромку 1 заготовки 2 закрепляют на , неподвижной опоре 3, лежащей в горизон- -бальной плоскости 4 так, что относительно опоры в горизонтальном направле НИИ перемещаться не может, а в вертикальной плоскости она может поворачивать ся относительно опоры 3 и вместе с ней i ограниченно перемещаться в радиальном направлении. Кромку 5 заготовки 2 закрепляют на подвижной опоре 6, лежащей в той же плоскости, что и опора 3. При этом кромку 5 на опоре 6 закрепляют так, что она Может вместе с подвижной опорой перемещаться в горизонтальном направлениив сторону кромки 1 по окружности и одновременно поворачиваться относительно опоры 6 в вертикальной плоскости. Кромка 5 вместе с опорой 6 имеет еще ограниченное перемещение в радиальном направле нии. После закрепления кромок 1 и 5 заготовки 2 в опорах 3 и 6 к центральной части заготовки 2, в зоне ее малого диаметгра, прикладьшают усилие 7, действующее вверх и перпендикулярно к горизонтальной плоскости 4, а к краю заготовки 2, противолежащему кромкам 1 и 5, одновременно прикладьшают противоположно направленное усилие 8. Усилия 7 и 8 определяют направ;ление формовки, и их прикладывают только в первоначальный момент гибки. При этом середина заготовки приподнимается, кромки 1 и 5, несколько поворачиваются в вертикальной плоскости относительно опор 3 и 6 и, кроме того, одновременно эти кромки 1 JI 5 с опорами 3 и 6 несколько смещаются к центру в радиальном направлении (см. фиг. 4). Под действием усилий 7 и 8 в процессе подъема середины заготовки 2 и поворота кромок 1 и 5, которые несколько наклоняются в вертикальной плоскости, края загоовки и концы кромок 1 и 5, прилежащие к краям заготовки, остаются в горизонтальной плоскости 4. После приложения к заготовке усилий 7 и 8 к опрре 6 и кромке 5 прикладыва- ют усилие 9, сообщая кромке 5 движение по окружности в направлении кромки 1. После приложения усилия /9 и начала дви- жения кромки 5 в направлении кромки 1 действие усилий 7 и 8 прекращают. При дальнейшем движении кромки 5 к кромке 1. роисходит гибка заготовки 2, ее середи- 1 на поднимается, и она приобретает форму конуса, опираясь во все время гибки на горизонтальную плоскость 4 и скользя по ней. Для уменьшения трения между основанием конуса , и плоскостью 4 кромки основания можно опереть на специальные ползуны или ролики. По окончании сведения кромок 1 . и 5 последние прихватывают электросваркой, освобождают и снимают готовый конус. Так как усилия 7 и 8 направлены противоположно друг другу, то направление формовки определяется ими независимо от i величины угла между кромками 1 и 5, и формовка происходит так,что середина заготовки движется вверх, а край заготовки всегда находится в горизонтальной плоскости. При этом в течение всего времени , гибки заготовка имеет устойчивое положение, опираясь основанием конуса на горизонтальную плоскость. П р е д м е т и обретения Способ изготовления конических обечаек из фасонных листовых заготовок, при котором заготовку изгибают, закрепляя дну из кромок неподвижно, а вторую пе емещая в направлении первой; о т л и ч а|Ю щ и и с я тем, что, с целью расшире-/ :Нйя диапазона обрабатьшаемых изделий и ;улучшения условий техники безопаснос-га, заготовку в центральной части приподнима ют, прикладывая в этой части усилие, действующее вверх и перпендикулярное к ее пло- ФигЛ
;скости, с одновременным воздействием npo-j |тивоположно направленным усилием на край
за1;отовки, противолежащей стыкуемым ; кромкам, а при перемещении подвижной кромки заготовку опирают по периферии
на горизонтальную плоскость. /777777//У////// ФигЛ Bvdb фиг. 6
rФиг. 9 r
Ж
. д
Фиг. W
