(54) СПОСОБ ДУГСВОЙ СВАРКИ ПО ЩЕЛЕВОМУ ЗАЗОРУ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2007 |
|
RU2377105C2 |
| Способ дуговой сварки в защитных газах в узкую разделку с поперечными колебаниями электрода | 1986 |
|
SU1323288A1 |
| Горелка для дуговой сварки в защитных газах | 1976 |
|
SU614914A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Устройство для ориентации сварочной горелки | 1990 |
|
SU1756058A1 |
| Способ однопроходной дуговой сварки стыковых соединений | 1986 |
|
SU1611630A1 |
| Способ гибридной лазерно-дуговой сварки продольного шва трубы | 2017 |
|
RU2637035C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
1
Изобретение относится к сварке соеди-j ений со щелевой разделкой и может быть использовано в областях промышленности, занятых производством сварных конструкций со щелевой разделкой кромок.g
В известных способах сварки по щелевому зазору в основном применяются узкие сопла, вводящиеся в щель, которые обеспечивая качествеинуЮ газовую защиту на большой глубине, неиадежны в эксплуата- ю дни, так как часто обгорают, выходят из строя и приводят к браку швов. Применение поверхностных сопл при сварке в щель (которые, не могут обгорать, так как далеко расположены от дуги) ограничено из- |5 за того, что они обеспечивают качественную защиту сварочной ванны в щели на незначительной глубине (не более 15-2Омм), так как кромки щели турбулизируют течение потенциального
Цель изобретения - улучшение газовой защиты.
Это достигается тем, что перед сваркой а кромках щели со стороны сварочной гоелки укрепляют планки заподлицо с 25
ранними поверхностями разделки, являющимися продолжением этих пс ерхностей.
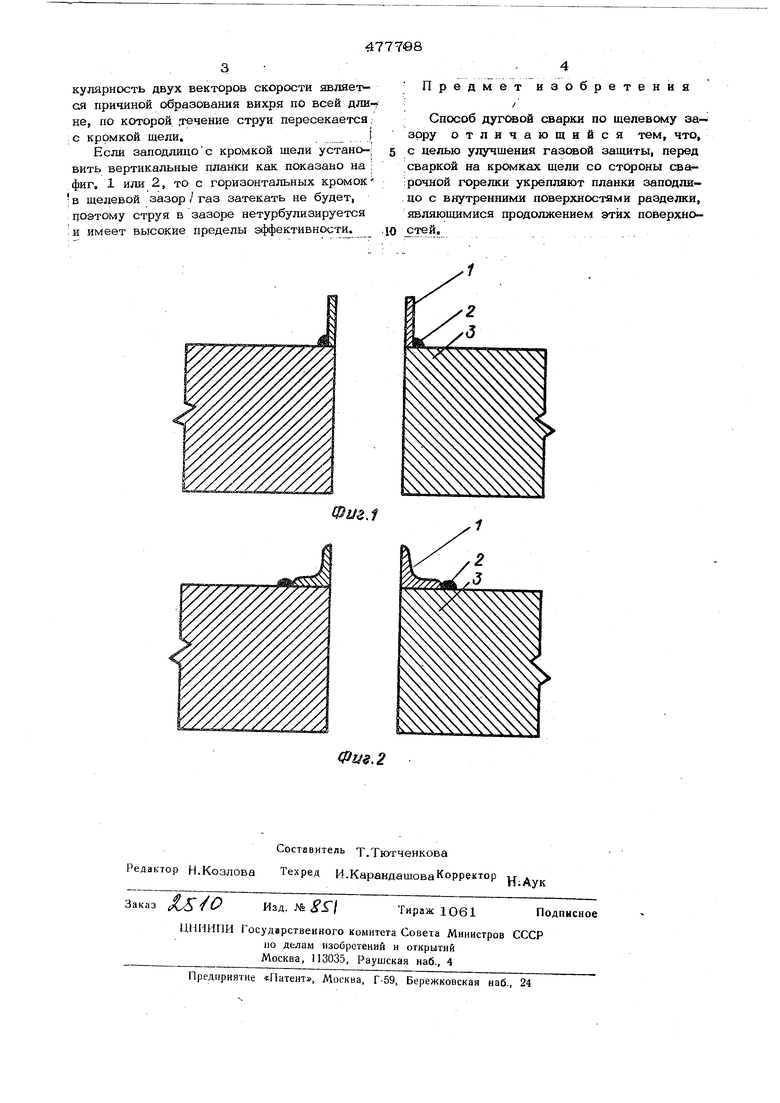
На фиг. 1 и 2 п(жазана схема осуществления предлагаемого способа подготсжки кромсж под сварку.
Сущность предлагаемого способа состоит в том, что плоские планки или прямоугольные профили 1 высотой 15-2 О мм прикрепляются с помощью прихваток 2 заподлицо со щелевым зазором на кромки 3 свариваемых деталей, благодаря этому исключается возможность затекания газа с поверхности стыкуемых кромок в щель и турбулизация течения потенциального ядра струи внутри щели, из-за чего пределы эффективности защитной струи существенно возрастают.
Если планки не установлены, то часть газа струи, ударяющаяся о горизонтальную поверхность стыкуемых кромок, затекает в щель. Вектор скорости газа струи затекающего в щель направлен параллельно горизонтальной поверхности кромок и перпендикулярно к вектору скорости газа струи втекающе|1 в щель. Эта взаимная перпендикулярность двух векторов скорости является причиной образования вихря по всей дли-. не, по которой .течение струи пересекается.
с кромкой щели.Если заподлидос кромкой щели установить вертикальные планки как показано на ; фиг, 1 или 2, то с горизонтальных кромокв щелевой зазор / газ затекать не будет, поэтому струя в зазоре нетурбулизируется и имеет высокие пределы зффективности.
П р е д м е т и зобретения
:/ .
Способ сварки по щелевому аазрру отличающийся тем, что,
с целью улучщения газсжой защиты, перед сваркой на кромках щели со стороны сва рочной горелки укрепляют планки заподлицо с внутренними поверхностями разделки, являющимися продолжением этих поверхно.стей.,
Ф1/2.1
