Изобретение относится к области сварки, в частности к однопроходной сварке стыковых соединений, и может быть использовано в мащиностроении и других отраслях промышленности.
Целью изобретения является повышение качества путем устранения газовых полостей и упрощение сборки стыковых соединений при сварке металлов толщиной от 12 до 36 мм.
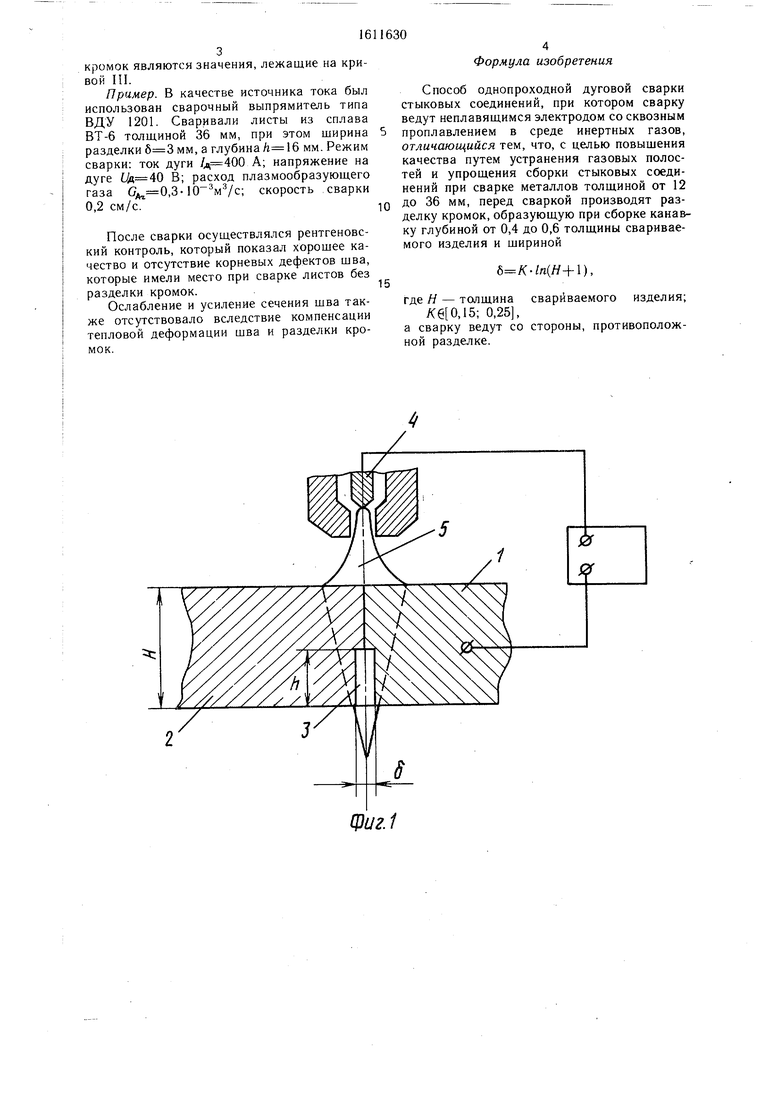
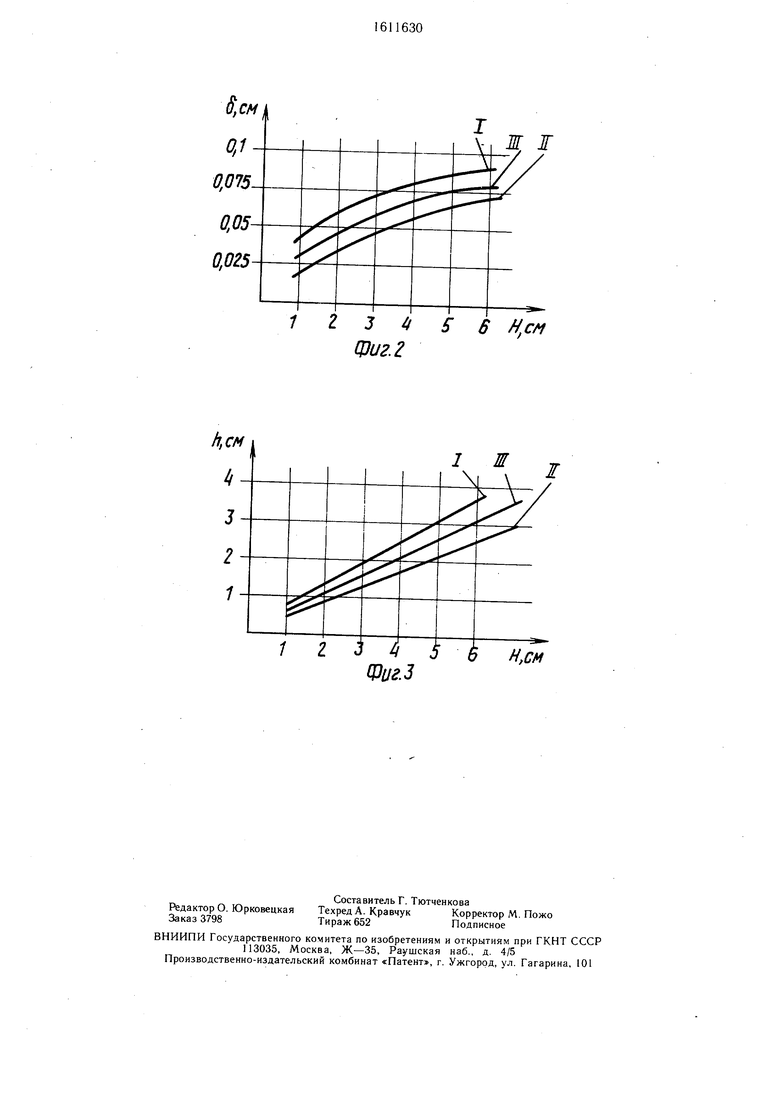
На фиг. 1 представлена схема процесса сварки; на фиг. 2 - график зависимости ширины разделки кромок от толщины свариваемых изделий; на фиг. 3 - график зависимости глубины разделки кромок от толщины свариваемых изделий.
В свариваемых деталях 1 и 2 выполняют разделку кромок, образующую при сборке канавку 3 шириной б и глубиной h.
(Н+), гдеЛ:е 0,15; 0,
Я - толщина свариваемого .металла.
Глубина канавки составляет от 0,4 до 0,6 толщины свариваемого металла. Между неплавящимся электродом 4 и свариваемыми деталями 1 и 2 возбуждают дугу 5 со стороны, не имеющей разделки кром ок. Дуга 5 погружается вглубь изделия до получения сквозного проплавления. Плазменная струя истекает из щелевой разделки кромок, что приводит к снижению давления струи на хвостовую часть сварочной ванны и изменению характера движения жидкого метапла в сварочной ванне. В результате устраняется образование корневых дефектов типа газовых полостей. Упрощается сборка стыковых соединений, так как не нужно устанавливать зазор. При значениях ширин ы и глубины разделки (фиг. 2 и 3). лежащих выше кривой I, может происходить вытекание сварочной ванны, а ггри значениях ниже кривой II резко возрастает вероятность образования корневых лаефектов. Оптимальными значениями ширины и глубины разделки
05
О5
оо
кромок являются значения, лежащие на кривой III.
Пример. В качестве источника тока был использован сварочный выпрямитель типа ВДУ 1201. Сваривали листы из сплава ВТ-6 толщиной 36 мм, при этом щирина разделки мм, а глубина мм. Режим сварки: ток дуги А; напряжение на дуге В; расход плазмообразующего газа ,3-10 - MVc; скорость сварки 0,2 см/с.
После сварки осуществлялся рентгеновский контроль, который показал хорощее качество и отсутствие корневых дефектов щва, которые имели место при сварке листов без разделки кромок.
Ослабление и усиление сечения щва также отсутствовало вследствие компенсации тепловой деформации щва и разделки кромок.
Формула изобретения
Способ однопроходной дуговой сварки стыковых соединений, при котором сварку ведут неплавящимся электродом со сквозным проплавлением в среде инертных газов, отличающийся тем, что, с целью повышения качества путем устранения газовых полостей и упрощения сборки стыковых соединений при сварке металлов толщиной от 12 до 36 мм, перед сваркой производят разделку кромок, образующую при сборке канавку глубиной от 0,4 до 0,6 толщины свариваемого изделия и щириной
(-/л(Я+1),
где Н - толщина свариваемого изделия;
/(,15; 0,25,
а сварку ведут со стороны, противоположной разделке.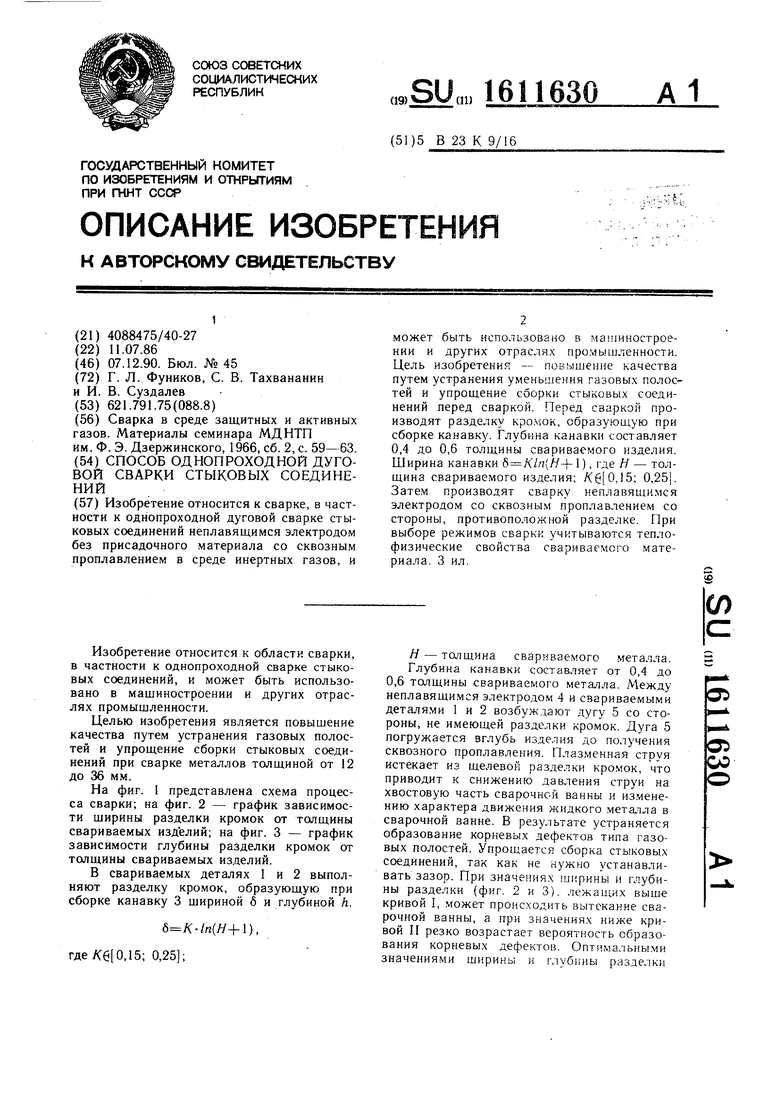
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ получения присадочного выступа на кромках стыкового соединения деталей под сварку | 1989 |
|
SU1706798A1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 1988 |
|
RU2103128C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
Изобретение относится к сварке, в частности, к однопроходной дуговой сварке стыковых соединений неплавящимся электродом, без присадочного материала, со сквозным проплавлением в среде инертных газов и может быть использовано в машиностроении и других отраслях промышленности. Цель изобретения - повышение качества путем устранения уменьшения газовых полостей и упрощение сборки стыковых соединений перед сваркой. Перед сваркой производят разделку кромок, образующую при сборке канавку. Глубина канавки составляет 0,4 до 0,6 толщины свариваемого изделия. Ширина канавки δ=KLN(H + 1), где H - толщина свариваемого изделия, K*98э[0,15
0,25]. Затем производят сварку неплавящимся электродом со сквозным проплавлением со стороны, противоположной разделке. При выборе режимов сварки учитываются теплофизические свойства свариваемого материала. 3 ил.
фг/г/
56
ЦЗиг.г
ж I
5 Н,см Фиг.З
| Сварка в среде защитных и активных газов | |||
| Материалы семинара МДНТП им | |||
| Ф | |||
| Э | |||
| Дзержинского, 1966, сб | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
