Изобретение относится к устройствам слежения за стыком при дуговой сварке и может найти применение при сварке ответственных конструкций.
Известны устройства дуговой автоматической сварки со слежением за разделкой шва по изменению давления газа 1, 2. В известных устройствах используется пневматический датчик, который жестко связан со сварочной горелкой и расположен впереди нее вдоль разделки стыка, т.к. над разделкой сопротивления воздушной струи значительно меньше, чем над деталью, поэтому происходит изменение выходного давления, которое управляет приводом перемещения горелки. В этих случаях сварочная горелка реагирует на смещение от разделки шва в его плоскости по месту расположения датчиков, а не самой горелки. Недостатком таких устройств является также необходимость пристраивания датчиков к горелке, что приводит к невысокой точности слежения и невысокому качеству сварки.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для ориентации свароЦной горелки по пневматическим или газовым сигналам, содержащее горелку с соплом и электродом и, по крайней мере, один пневмодатчик, управляющий исполнительным механизмом 3
В качестве пневмодатчика используют сопло со щелевым концентрическим каналом для создания защиты и давления в зоне сварки, и приемные входные каналы, выполненные в сопле, причем отверстия каналов расположены на внутренней поверхности сопла между электродом и щелевым каналом.
Ч
ел о о ся
00
Недостаткам такого устройства является незначительная точность слежения за разделкой стыка, вызванная пропорциональным изменением пневматического сигнала при смещении горелки относительно разделки стыка,
Целью изобретения является повышение качества сварки путем увеличения точности слежения за положением стыка по давлению защитного или плазмообразую- щего газа.
Это достигается тем, что устройство для ориентации сварочной горелки по пневмо- сигналу, содержащее горелку с электродом и соплом, на внутренней поверхности которого выполнен кольцевой щелевой канал соосно с электродом для формирования давления и один пневмоканал-датчик, соединенный с исполнительным механизмом, согласно изобретению в корпусе сопла выполнен второй кольцевой щелевой канал внутри первого, ширина второго канала в 2-3 раза больше ширины перво о канала, входное отверстие пневмоканала-датчика расположено между щелевыми каналами, при этом щелевые каналы соединены между собой.- г
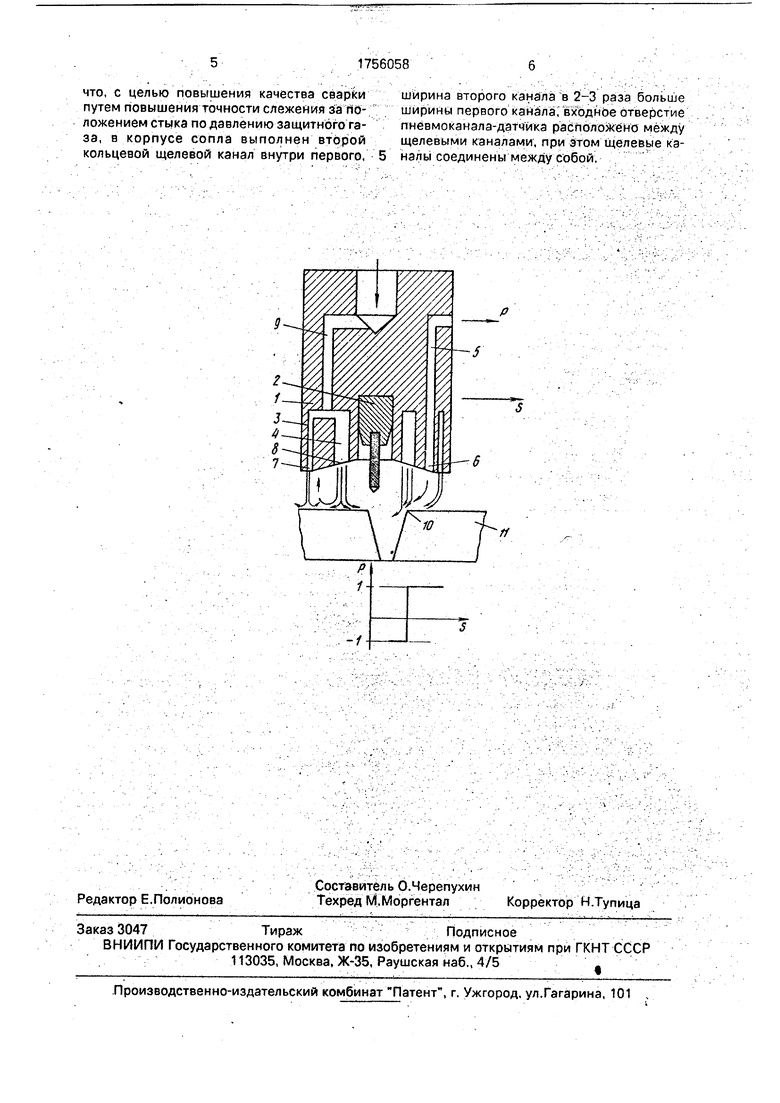
На чертеже приведено устройство, продольный разрез. В устройство входит горелка с соплом 1 и электродом 2, Сопло 1 выполнено с двумя концентрическими щелевыми каналами 3 и 4, которые формируют избыточное давление газа и соединены между собой..Кроме того, в сопле 1 выполнен, по крайней мере, один приемный канал 5, выполняющий роль датчика. Входное отверстие 6 канала 5 расположено на внутренней поверхности сопла 1 между щелевыми отверстиями 7 и 8 каналов 3 и 4, которые соединены с каналом 9 для подачи защитного газа. Ширина щели 8 больше ширины щели 7 в 2-3 раза.
На чертеже показано распределение потока воздуха при истечении из двух концентрических каналов 7,8 над поверхностью детали 11 и над кромкой 10 разделки шва.
Устройство работает следующим образом.
Слежение устройства осуществляется по кромке 10 разделки стыка свариваемого изделия 11, Величина давления в канале 4 зависит от расположения границы разделки шва относительно горелки, а именно от расположения границы разделки 10 детали 11 относительно вытекающей струи защитного газа из формирующей щели 8. Взаимодействие струй формирующих щель 7 и 8 над деталью 10 и над границей разделки шва 11 позволяет получить положительное или отрицательное давление. Над деталью давление в канале 5 значительно больше нуля, а над границей разделки - меньше нуля. То есть такое расположение формирующих щелей 7 и 8 и отверстия 6 выходного канала позволяет получить релейную характеристику с сигналом на схему управления Р 1 или Р -1.
На чертеже слева показано, как проис0 ходит взаимодействие двух потоков над поверхностью детали, поэтому в этом случае в приемном канале 5 возникает положительное давление Р -И.
Как только щель 8 ориентируется над
5 кромкой 10 разделки шва, происходит срыв более мощного потока щели 8 в разделку шва ( проваливание потока) и при этом увлекается за собой более слабый поток щели 7 и в канале 5 возникает отрицательное дав0 ление Р -1.
Ширина щели 8 должна быть в 2-3 раза больше ширины щели 7. В этом случае уст7 ройство имеет дискретную характеристику сигнала давления в приемном канале, рас5 положенном между двух концентрических щелей 7 и 8 при переходе через кромку 10 разделки свариваемого шва Это соотношение является оптимальным, обеспечивающим незначительный расход газа при
0 четкой работе устройства.
Расположение входного (приемного) отверстия канала 5 относительно щелей 7 и 8 значительно влияет на абсолютное значение изменения давления Р. Обязательным
5 условием следует считать расположение входного отверстия канала 5 между щелями 7 и 8.
Сигнал Р через преобразователь поступает на исполнительный механизм, позво0 ляя дуговой головке сканировать относительно разделки шва с высокой точностью. Дифференциал срабатывания при сканировании дуговой головки над разделкой шва равен 0,1 мм.
5 Таким образом, по сравнению с известным предлагаемая конструкция позволяет осуществлять дискретное позиционирование при слежении за разделкой свариваемого стыка в зоне сварки с высокой
0 точностью, что приводит к повышению качества сварки,
Формула изобретения Устройство для ориентации сварочной горелки по пневмосигналам, содержащее горелку с электродом и соплом, на внутрен5 ней поверхности которого выполнен кольцевой щелевой канал соосно с электродом для формирования давления и один пневмо- канал-датчик, соединенный с исполнительным механизмом, отличающееся тем
что, с целью повышения качества сварки путем повышения точности слежения за положением стыка по давлению защитного газа, в корпусе сопла выполнен второй
ширина второго канала в 2-3 раза больше ширины первого канала, входное отверстие пневмоканала-датчика расположено между щелевыми каналами, при этом щелевые кэ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации сварочной горелки | 1978 |
|
SU751540A1 |
| Устройство для управления движением сварочного электрода вдоль стыка свариваемых деталей | 1981 |
|
SU979051A1 |
| Щелевое сопло к горелкам для дуговой сварки неплавящимся электродом в защитных газах | 1974 |
|
SU582928A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
Использование: в устройствах слежения за стыком при дуговой сварке и может найти применение при сварке ответственных конструкций. Сущность изобретения: сопло горелки 1 с электродом 2 выполнено с двумя кольцевыми щелевыми каналами 3 и 4 соос- но с электродом, которые соединены между собой и формируют избыточное давление газа между соплом и свариваемым изделием через канал 9. Причем ширина 7 щелевого канала 3 меньше в 2-3 раза ширины щели 8 канала 4. Сопло 1 имеет, по крайней мере, одно приемное отверстие б пневмоканалз- датчика 5, расположенного между щелевыми каналами 3 и 4. 1 ил.
кольцевой щелевой канал внутри первого, 5 налы соединены между собой.
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ | 0 |
|
SU277148A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 0 |
|
SU371041A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для ориентации сварочной горелки | 1978 |
|
SU751540A1 |
