Изобретение относится к свароч- 1ной технике и технологии, обеспечивающей управление процессом формообразования шва при автоматической сваке в щелевую разделку.
Цель изобретения - повышение качества сварного шва за счет улучшения оплавления металла на кромках разделки.
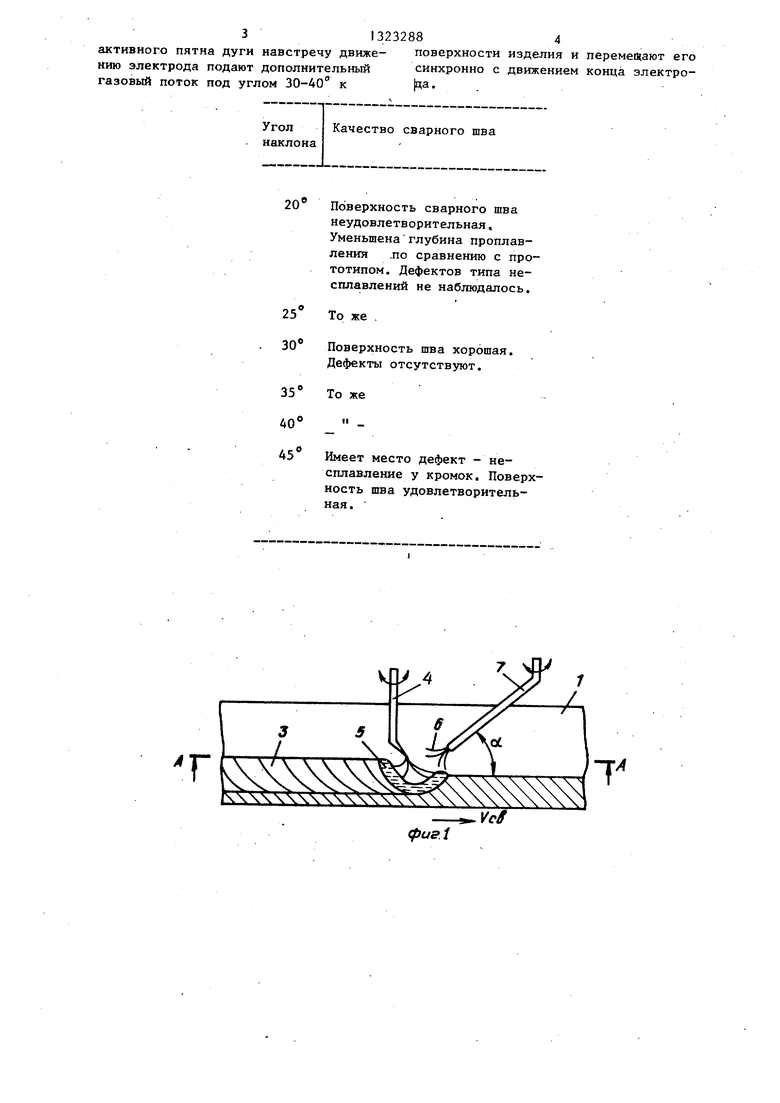
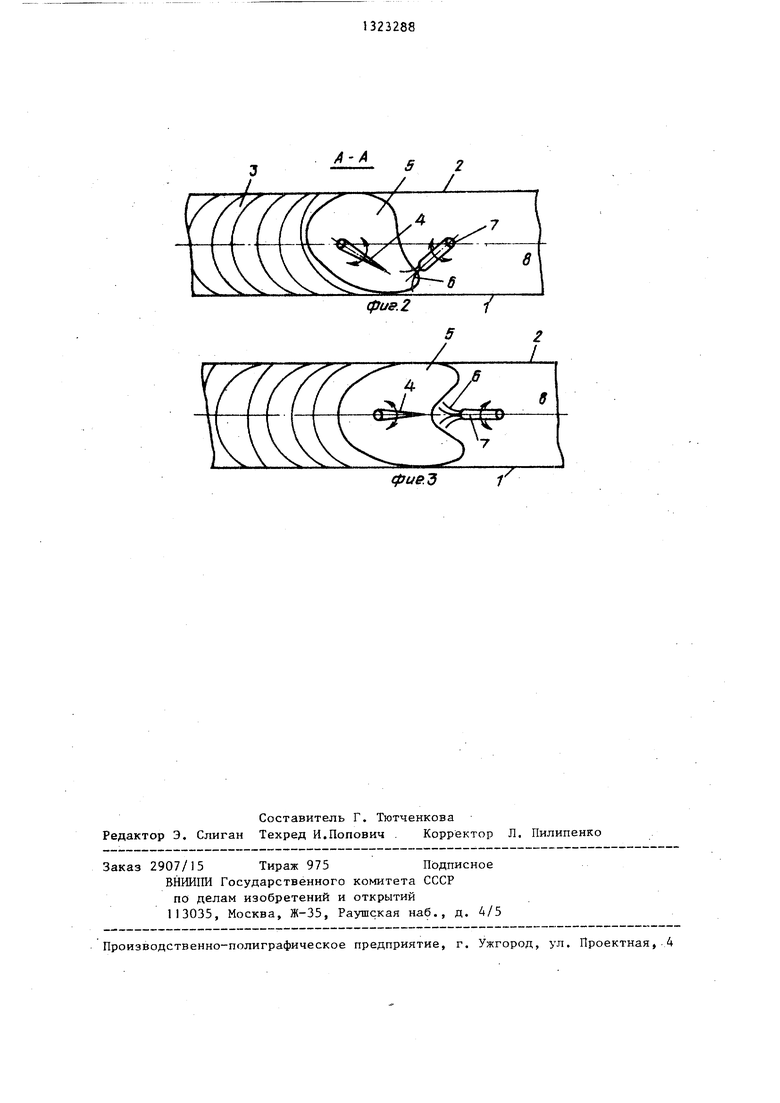
На фиг. 1 изображена схема про- цесса сварки в щелевую разделку углом вперед ; на фиг. 2 - разрез А-А наг фиг. 1, граничное положение электрода и сопла; на фиг. 3 - схема процесса сварки в щелевую разделку вид сверху при среднем положении электрода и сопла.
Способ осуществляют следующим образом.
Детали 1 и 2 свариваются швом 3. Электрод 4 помещен в разделку под оптимальным углом и в процессе свар- ки образует,сварочную ванну 5. Жидкий металл вытесняется из-под дуги дополнительным газовым noToijoM 6, по даваемым соплом 7, расположенным под углом 0 к оси разделки 8. Б крайнем положении электрода 4 и сопла 7 жидкий металл сварочной ванны 5 оттеняется от кромки детали 1 к кромке детали 2. В среднем положении электрода 4 и сопла 7 металл сварочной , йанны 5 располагается симметрично относительно оси электрода.
Перед сваркой изогнутый электрод 4 погружен в щелевой зазор на глубину, определяемую толщиной свариваемы деталей. По углом о 30-40 к поверхности деталей устанавливают цилиндрическое сопло, внутренним сечением газового канала обращенное к поверхности сварочной ванны 5.
Выбор угла 0 30-40° произведен опытным путем.
Данные сварки предлагаемым спосо- бом приведены в таблице.
Пример. Автоматическую арго- нодуговую сварку труб 0 140 мм толщиной стенки I5 мм в щелевую разделку шириной 8 мм производят с подачей газового потока в сварочную ванну и
fb
без него.
Сварка выполняется при следующем
режиме: сварочш.1й ток 150 А; CKopocTb j сварочную дугу направляют под углом сварки 5 м/ч; скорость подачи прово- к поверхности изделия, отличаю локи 20 м/ч; диаметр присадочной про- щ и и с я тем, что, с целью повы- волоки 1,6 мм; угол наклона электро- шения качества за счет улучшения да 15° (задан техническими рекомен- оплавления кромок разделки, в зону
дациями); диаметр вольфрамового электрода 4 мм; колебаний электрода 1,2 с ; амплитуда колебаний 2,5 мм; расход защитного газа 15л/мин. Материал труб ЗОХГСА.
Дополнительный газовый поток подается на сварочное пятн о ванны через трубку (сопло) 2 мм,установ- ленную на расстоянии 5 мм от поверх- ности сварочной ванны под углом 30°, с расходом газа 3 л/мин, а сама трубка колеблется с частотой колебаний электрода так, что газовый поток перемещается синхронно перемещению конца электрода. Так как амплитуда колебаний достаточно мала, а газовый поток из-за его наклона к поверхности изделия создает пятно давления, боль«- шее размеров сварочного пятна, то при всех взаимных положениях конца электрода и сопла газовой трубки обеспечивается эффективное вытеснение расплавленного металла из зоны нагрева.
При исследовании макропшифов сварных соединений выявлено, что несплавления у кромок и межслойные несплавления полностью отсутствуют в соединениях, сваренных с использованием дополнительной газовой струи,- перемещаемой синхронно с концом электрода. 1
Использование способа сварки с воздействием, дополнительного газового потока, перемещаемого синхронно с электродом, на сварочную ванну при автоматической сварке толстостенных стыков с щелевой разделкой позволяет получить стабильную глубину проплавления, ровную, гладкую по- верхность без подрезов на кромках, вогнутую форму щва и отсутствие дефектов в виде несплавления. Кроме того, синхронное перемещение электрода и сопла дополнительного газового потока гарантирует отсутствие несплавлений по кромкам.
Формула изобрё
тения
Способ дуговой сварки в .защитных газах в узкую с поперечными колебаниями электрода, при котором
313232884
активного пятна дуги навстречу двнже- поверхности изделия и переме1Цают его нию электрода подают дополнительный синхронно с движением конца электрогазовый поток под углом 30-40 к
Угол наклона
Качество сварного шва
Поверхность сварного шва неудовлетворительная, Уменьшена глубина проплав- ленин .по сравнению с прототипом. Дефектов типа несплавлений не наблюдалось.
То же ,
Поверхность шва хорошая. Дефекты отсутствуют.
То же
Имеет место дефект - несплавление у кромок. Поверхность шва удовлетворительная.
|ца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки в узкую разделку с поперечными колебаниями неплавящегося электрода | 1987 |
|
SU1480994A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| Способ автоматической дуговой сварки | 1984 |
|
SU1169271A1 |
| Устройство для автоматической сварки с колебаниями электрода | 1980 |
|
SU925577A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
Изобретение относится к сварочной технике и технологии. Цель изобретения - повышение качества сварки в защитных газах в узкую разделку за счет улучшения оплавления, кромок. При дуговой сварке в защитных газах в узкую разделку с поперечными колебаниями электрода и направлением дуги под углом к поверхности изделия, в зону активного пятна дуги навстречу движению электрода подают .дополни- тельный газовый поток. Дополнительный газовый поток подают через цилиндрическое сопло, расположенное под углом 30-40 к поверхности деталей. Сопло перемещают синхронно с движением конца электрода. Все это обеспечивает управление процессом формообразования шва при автоматической сварке в щелевую разделку. 3 ил., 1 табл. с SS (Л 00 к со ю 00 СХ)
fpus.i
А-А
фи&.Ъ
| Способ сварки сжатыми дугами различнойпОляРНОСТи | 1977 |
|
SU831454A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дезинтегратор | 1990 |
|
SU1722582A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
