1
Изобретение относится к области машиностроения и приборостроения и может быть использовано при резке листовых материалов, таких как, например, стальная лента, керамика, пластмассы. Изобретение также может быть использовано для очистки поверхностей деталей от окалины.
Известно устройство для резки листовых материалов, содержащее гидравлическое сопло. В известном устройстве резку листового материала осуществ лявдт струей :жидкости, направленной в зону резания под давлением.
С целью повышения эффективности обработки путем придания режущей струе абразивных свойств предлагают устройство снабжать закрепленным на корпусе гидравлического сопла цилиндрическим насадком, соединенным с магистралью подачи хладоагента под давлением и выполненным с отверстием, соосным выходному отверстию гидравлического сопла и нревышающим его по диаметру.
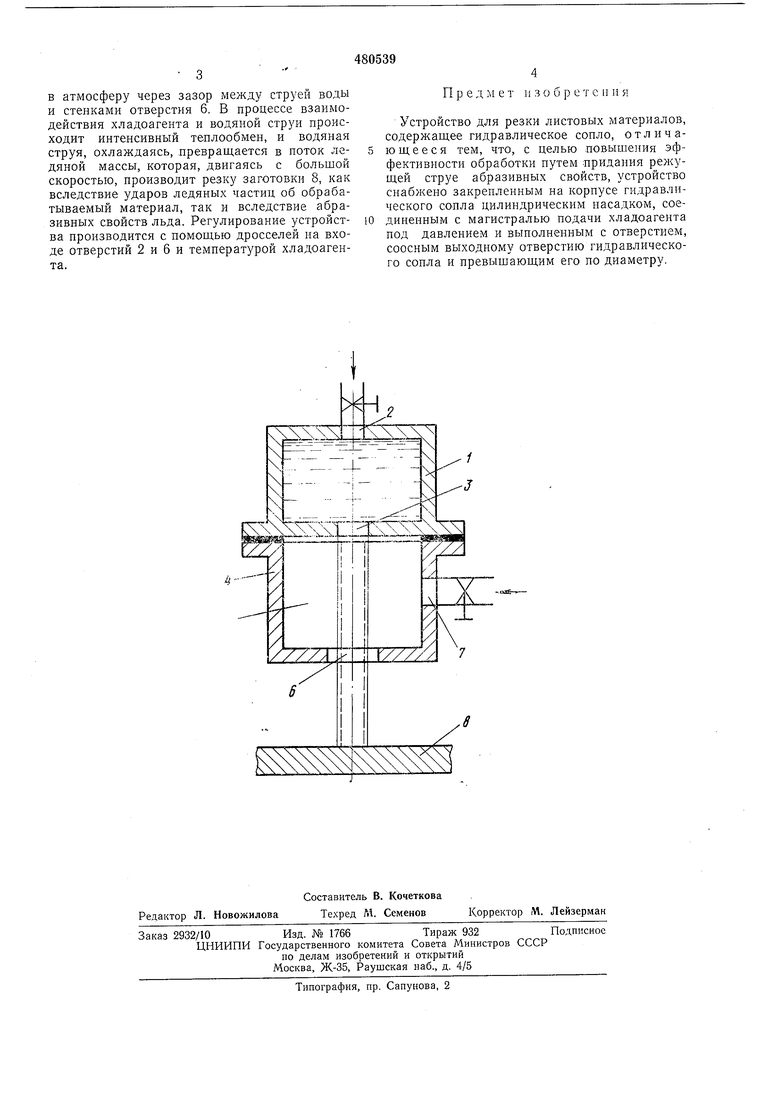
На чертеже схематически показано устройство.
Устройство содержит гидравлическое сопло 1 с входным отверстием 2, соединенным с магистралью подади жидкости под давлением посредством регулируемого дросселя (на чертеже не показаны), и выходным отверстием 3 для формования выходящей в атмосферу
струи. Устройство снабжено закрепленным на корпусе гидравлического сопла цилиндрическим насадком 4, выполненным в виде стакана с внутренней полостью 5 и отверстием 6,
соосным отверстию 3, причем диаметр отверстия 6 превышает диаметр отверстия 3 на 0,3-1 мм. Внутренняя полость 5 насадка соединена через отверстие 7 с магистралью подачи хладоагента под давлением посредством
дросселя (на черт, не показана).
Устройство работает следующим образом. Через входное отверстие 2 в корпус гидравлического сопла нагнетается вода под давлением, которая в виде струи истекает через формующее ее отверстие 3 в атмосферу на обрабатываемую заготовку 8, расноложенную напротив отверстия 6 в непосредственной близости от него (приблизительно на расстояНИИ 5 мм). При этом истекающая струя проходит через полость 5 и отверстие б насадка 4 таким образом, что между струей и стенками отверстия 6 имеется гарантированный зазор толщиной порядка 0,15-0,5 мм. После
появления водяной струи включают подачу через отверстие 7 охлажденного до температуры ниже 0°С газа, например азота или углекислого газа, под избыточным давлением, которые в газовом либо жидком состоянии наполняют полость 5 насадка 4 и затем истекает
в атмосферу через зазор между струей воды и стенками отверстия 6. В процессе взаимодействия хладоагента и водяной струи происходит интенсивный теплообмен, н водяная струя, охлаждаясь, нревращается в поток ледяной массы, которая, двигаясь с большой скоростью, производит резку заготовки 8, как вследствие ударов ледяных частиц об обрабатываемый материал, так и вследствие абразивных свойств льда. Регулирование устройства производится с помощью дросселей на входе отверстий 2 и 6 и температурой хладоагента.
Пред м е т и з о б р е т е и н я
Устройство для резки листовых материалов, содержащее гидравлическое сопло, отличающееся тем, что, с целью повышения эффективности обработки путем придания режущей струе абразивных свойств, устройство снабжено закрепленным на корпусе гидравлического сопла цилиндрическим насадком, соединенным с магистралью подачи хладоагента под давлением и выполненным с отверстием, соосным выходному отверстию гидравлического сопла и превышающим его по диаметру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический питатель листовых заготовок | 1972 |
|
SU537915A1 |
| Сопло для получения режущей струи жидкости | 1984 |
|
SU1243831A1 |
| СПОСОБ СОЗДАНИЯ ПУЛЬСИРУЮЩЕЙ ЖИДКОСТНОЙ СТРУИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2310078C2 |
| УСТАНОВКА ГИДРОАБРАЗИВНОЙ РЕЗКИ | 2012 |
|
RU2508189C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ВОДОЛЕДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407624C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ВОДОЛЕДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407625C2 |
| Пневматическое устройство для контроля неплоскостности пластин | 1986 |
|
SU1395947A1 |
| СПОСОБ И УСТРОЙСТВО ОХЛАЖДЕНИЯ ЗАТВОРА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2000 |
|
RU2168390C1 |
| МОБИЛЬНАЯ УСТАНОВКА ПОЖАРОТУШЕНИЯ | 2013 |
|
RU2534071C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2407623C2 |
и -
