Изобретение относится к технологии машиностроения, к механической обработке материалов связанным абразивом, к шлифованию и формированию периферийного рабочего режущего слоя шлифовального круга водоледяным инструментом.
Известны способ и устройство, содержащее корпус с двумя подшипниковыми опорами, приводной диск с фрикционным покрытием, жестко закрепленный на валу, который установлен в подшипниковых опорах корпуса, правящий инструмент, соединенный с приводным диском и неподвижную гайку, установленную соосно подшипниковым опорам корпуса, при этом вал выполнен с резьбовым хвостовиком, находящимся в контакте с гайкой, причем правящий инструмент представлен в виде тонкой сверхзвуковой высоконапорной струи жидкости, истекающей из невращающегося сопла, жестко связанного с подводящим каналом, расположенным во втулке, ось которой эксцентрична оси вращения приводного диска, в котором также эксцентрично расположены подшипники качения, связывающие втулку и приводной диск с возможностью их относительно вращательного и возвратно-поступательного радиального перемещения [1].
Известные способ и устройство имеют существенные недостатки: это узкие технологические возможности, так как способ не позволяет регулировать параметры наносимого регулярного микрорельефа, невысокое качество формирования рабочей поверхности шлифовального инструмента, невысокая стойкость обработанных поверхностей, низкая производительность и высокая величина получаемой шероховатости поверхности, кроме того, устройство не позволяет формировать рабочую поверхность в виде винтовой режущей поверхности, способной интенсифицировать процесс шлифования.
Задача изобретения - расширение технологических возможностей формирования на рабочей поверхности регулярного макрорельефа, обеспечивающего снижение вероятности образования прижогов на обрабатываемой заготовки, повышение качества изделий и надежности работы инструмента, а также снижение трудоемкости процесса, снижение себестоимости изготовления, повышение производительности обработки, стойкости и снижение величины шероховатости обработанных поверхностей.
Поставленная задача решается предлагаемым способом формирования винтовой канавки на периферийной рабочей поверхности шлифовального круга водоледяной струей, включающий использование устройства, содержащего корпус с камерой смешения, внутри которой на ее продольной оси расположена водяная струеформирующая насадка, питаемая посредством штуцера и трубопровода водой высокого давления, и в которую посредством штуцера и трубопровода подают жидкий азот, частицы которого увлекаются водяной струей высокого давления с образованием ледяных частиц для окончательного формирования суспензионной водоледяной струи, при этом шлифовальному кругу сообщают вращение, а устройство располагают по касательной к периферийной рабочей режущей поверхности круга и сообщают продольную подачу вдоль оси шлифовального круга, равную шагу формируемой винтовой канавки за один оборот круга.
Особенности работы по предлагаемому способу поясняются чертежами.
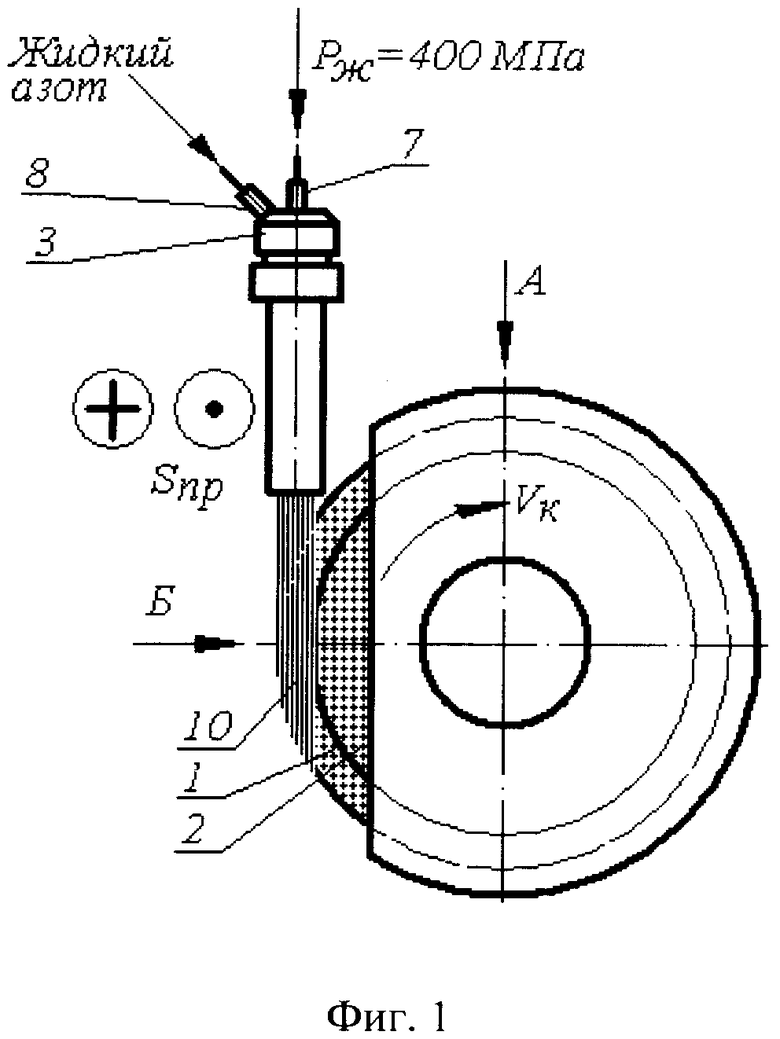
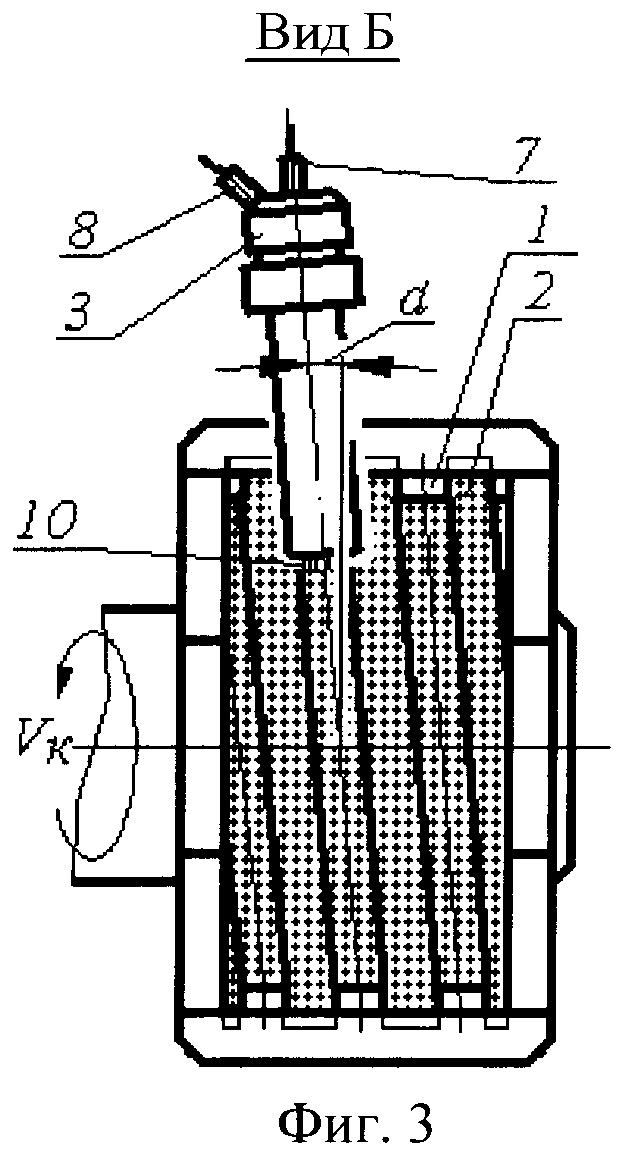
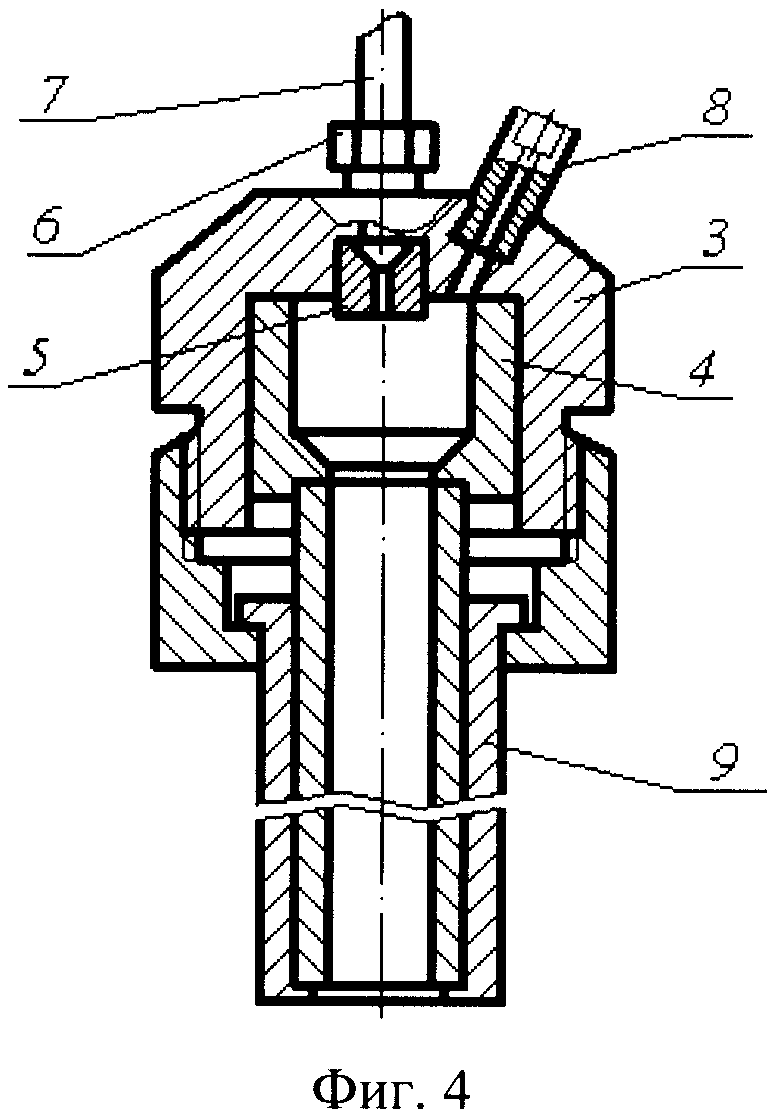
На фиг.1 показана схема правки по образованию и формированию винтовой канавки по предлагаемому способу, общий вид с торца шлифовального круга; на фиг.2 - вид по А на фиг.1, общий вид сверху на шлифовальный круг; на фиг.3 - вид слева по Б на фиг.1; на фиг.4 - водоледяной инструмент, продольный разрез.
Предлагаемые способ и устройство предназначены для формирования винтовой канавки 1 с углом наклона α, на периферийной рабочей поверхности шлифовального круга 2, позволяющей снизить вероятность образования прижогов и микротрещин на шлифуемой кругом заготовки (не показана).
Устройство имеет возможность продольного перемещения SПР вдоль оси круга 2, равного шагу t формируемой винтовой канавки 1 за один оборот шлифовального круга 2, который вращается со скоростью VК. Корпус 3 устройства расположен таким образом, что его продольная ось является касательной к периферийной рабочей режущей поверхности круга 2 и наклонена под углом а, равного углу наклона формируемой винтовой линии.
В корпусе 3 расположена камера смешения 4, внутри которой на ее продольной оси располагается водяная струеформирующая насадка 5. Насадка 5 питается водой высокого давления через штуцер 6 и трубопровод 7.
Одновременно в камеру 4 через свой штуцер и трубопровод 8 подается жидкий азот. В камере смешения 4 частицы жидкого азота увлекаются водяной струей высокого давления и попадают в выходной патрубок 9 с возможностью образования ледяных частиц, где окончательно формируется суспензионная водоледяная струя 10.
Источник воды высокого давления представляет собой агрегат, состоящий из приводной насосной станции, повысителя давления мультипликаторного типа и системы подачи воды (не показаны).
Установка подачи жидкого азота (не показана) состоит из сосуда Дюара, в котором находится запас жидкого азота, системы дозирования жидкого азота дроссельного типа и соединительных трубопроводов, обеспечивающих подачу жидкого азота в камеру смешения.
Все элементы водоледяного инструмента, подверженные существенным динамическим и термическим нагрузкам (струеформирующая насадка, камера смешения, выходной патрубок) изготовлены из твердого сплава, а также имеют возможность быстрой замены.
Подготовка устройства для формирования к работе по предлагаемому способу и его работа заключаются в следующем.
Устройство для формирования устанавливается, например, на суппорте токарного станка. Шлифовальный круг 2 на оправке закрепляется в шпинделе, например, с помощью трехкулачкового патрона (не показан).
Затем задают вращение шлифовальному кругу 2 со скоростью VК. При подаче высоконапорной водоледяной струи давлением РЖ будет начинаться процесс формирования на периферийной поверхности шлифовального круга 2 регулярного макрорельефа - винтовой канавки глубиной l и шагом t. Формирование винтовой канавки может производиться как за один проход, так и за несколько проходов в зависимости от величины толщины струи и размеров поперечного сечения винтовой канавки.
Предлагаемые способ и устройство позволяют регулировать параметры формируемой винтовой канавки на рабочей поверхности шлифовального круга 2 в зависимости от условий обработки, давления жидкости, текущего диаметра шлифовального круга 2 и его характеристики, что позволяет при работе шлифовальным кругом существенно снижать температурно-силовую напряженность процесса шлифования.
Заявляемое техническое решение позволяет:
- производить формирование регулярного макрорельефа на поверхности шлифовального круга без дефектного слоя и износа правящего инструмента;
- исключить пылевыделение при работе правящего инструмента.
Обработка показала, что параметр шероховатости обработанных сформированным шлифовальным кругом поверхностей уменьшился до значения Ra=0,15…0,32 мкм при исходном - Ra=3,2…6,3 мкм, которое проводилось при скорости VРEЗ=35 м/с (при традиционном шлифовании сплошными кругами - Ra=0,32…0,63 мкм), производительность повысилась более чем в два раза по сравнению с традиционным шлифованием, последнее проводилось при скорости VРЕЗ=25 м/с.
Для проведения экспериментальных исследований по изучению влияния основных действующих факторов на показатели процесса водоледяного формирования рабочей поверхности круга была разработана специальная установка, состоящая из трех основных частей: источника воды высокого давления, водоледяного инструмента, установки подачи жидкого азота.
Источник воды высокого давления представляет собой агрегат, состоящий из масляной приводной насосной станции, повысителя давления мультипликаторного типа и системы подачи воды (не показан).
Масляная приводная насосная станция предназначена для питания потребителя - повысителя давления гидравлической энергией масляного потока и представляет собой смонтированные на общей раме асинхронный электродвигатель, приводящий во вращение аксиально-поршневой насос переменной подачи, маслобак, элементы гидроуправления и автоматики, объединенные между собой при помощи гидромагистралей. Конструкция приводной насосной станции обеспечивает подачу потока рабочей жидкости - гидравлического масла с давлением до 32 МПа и расходом до 90 л/мин.
Повыситель давления представляет собой двухсторонний гидроцилиндр, обеспечивающий преобразование низкого давления масла на входе в высокое давление воды на выходе. Коэффициент мультипликации используемого повысителя давления составляет 7 единиц. Реверсирование движения поршня-штока осуществляется при помощи гидроуправления.
Нагнетание высоконапорной воды осуществляется попеременно правой и левой полостью через напорные клапаны в общий трубопровод высокого давления. От повысителя давления высоконапорная вода поступает в аккумулятор высокого давления, предназначенный для сглаживания пульсации давления, и далее в водоледяной инструмент. Для питания повысителя давления водой низкого давления, заполняющей полости повысителя через всасывающие клапаны, используется специальная насосная установка низкого давления или водопроводная сеть.
Основные технические характеристики стендовой установки:
- давление высоконапорной воды - до 400 МПа;
- диаметр струеформирующей насадки - 0,0020; 0,005; 0,0080 м;
- суммарная мощность электродвигателей стендовой установки - 40 кВт;
- соотношение диаметра коллиматора и струеформирующей насадки - 5;
- масса стендовой установки (без учета рабочих жидкостей) - 480 кг.
Установка подачи жидкого азота (не показана) состоит из сосуда Дюара, в котором находится запас жидкого азота, системы дозирования жидкого азота дроссельного типа и соединительных трубопроводов, обеспечивающих подачу жидкого азота к водоледяному инструменту. Все элементы установки подачи жидкого азота имеют термоизолирующее покрытие для уменьшения интенсивности теплообмена с окружающей средой и предотвращения обледенения трубопроводов и других элементов установки.
Для изучения влияния геометрических параметров камеры смешивания на показатели насыщения струи ледяными частицами предусмотрена возможность изменения внутреннего ее диаметра и длины камеры смешивания посредством закладных втулок (см. фиг.4).
Пример. Для оценки параметров качества поверхностного слоя, шлифованного кругами, сформированными по предлагаемому способу и разработанным устройством, проведены экспериментальные исследования обработки «корпуса» с использованием сформированных и традиционных кругов. Заготовку «корпуса», установленную на магнитном столе станка, шлифовали на плоскошлифовальном станке мод. 3П722. Заготовка изготовлена из стали 40Х ГОСТ 1050-74, припуск на сторону - t=0,35 мм.
Обрабатывали корпус в размер по высоте 32,7±0,1; исходный параметр шероховатости Ra=3,2 мкм, достигнутый - Ra=0,63; шлифовальный круг со сформированной винтовой канавкой, имеющей размеры: глубина - l=8 мм; ширина - 8 мм; шаг - t=16 мм (см. фиг.2), марка круга - ПП 14А25ПСМ2 7К1А 35 м/с; диаметр нового круга 450 мм, ширина круга 80 мм. Обрабатывали заготовки на следующих режимах: скорость вращения круга VPEЗ=35 м/с (1500 мин-1); скорость продольного перемещения SПР=16 м/мин, поперечная подача круга SПОП=15 мм/ход стола; подача на глубину на проход - 0,015 мм, смазывающе-охлаждающей технологической смесью, подаваемой в зону шлифования, служил сульфофрезол (5%-ная эмульсия).
Требуемая шероховатость и точность плоской поверхности была достигнута за Тм=1,75 мин (против Тм баз=3,75 мин по базовому варианту при традиционной обработке шлифованием на Орловском сталепрокатном заводе ОСПАЗ). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68 и на профилометре мод. 283 тип АII ГОСТ 19300-86. В обработанной партии (равной 100 штук) бракованных деталей не обнаружено. Отклонение обработанной поверхности от плоскости составило не более 0,02 мм, что допустимо ТУ.
Предлагаемые способ и устройство, реализующее способ, расширяют технологические возможности отделочной обработки поверхностей деталей машин, повышает качества изделий и надежность инструмента, снижает трудоемкость процесса благодаря обработке на повышенных режимах, снижает себестоимость изготовления, повышает производительность обработки, стойкость и снижает величину шероховатости обработанных поверхностей.
Источники информации
1. Патент РФ 2105656, В24В 53/12. Устройство для формирования шлифовального круга. Степанов Ю.С., Афанасьев Б.И., Бурнашов М.А., Селеменев М.Ф. Заявка №96110053/02. 21.05.96. 27.02.98. Бюл. №6.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ВОДОЛЕДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407624C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2407623C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ИМПУЛЬСНОЙ СТРУЕЙ | 2009 |
|
RU2407626C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ИМПУЛЬСНОЙ СТРУЕЙ | 2009 |
|
RU2407627C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2416506C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИМПУЛЬСНОЙ ВОДЯНОЙ СТРУЕЙ НА РАБОЧЕЙ ЧАСТИ ШЛИФОВАЛЬНОГО КРУГА СКВОЗНЫХ РАДИАЛЬНЫХ ОТВЕРСТИЙ ДЛЯ АКСИАЛЬНО-СМЕЩЕННОГО ПОДВОДА В ЗОНУ РЕЗАНИЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 2009 |
|
RU2407628C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ИМПУЛЬСНОЙ ВОДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407629C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2111108C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2105656C1 |
| Способ прерывистого торцового алмазно-абразивного шлифования | 1983 |
|
SU1106648A1 |

Изобретение относится к технологии машиностроения и может быть использовано для формирования винтовой канавки на периферийной рабочей поверхности шлифовального круга. Способ включает использование устройства, содержащего корпус с камерой смешения, внутри которой на ее продольной оси расположена водяная струеформирующая насадка, питаемая посредством штуцера и трубопровода водой высокого давления, и в которую посредством штуцера и трубопровода подают жидкий азот, частицы которого увлекаются водяной струей высокого давления с образованием ледяных частиц для окончательного формирования суспензионной водоледяной струи. Шлифовальному кругу сообщают вращение, а устройство располагают по касательной к периферийной рабочей режущей поверхности круга и сообщают продольную подачу вдоль оси шлифовального круга, равную шагу формируемой винтовой канавки за один оборот круга. Снижается себестоимость изготовления, повышается производительность обработки. 4 ил.
Способ формирования винтовой канавки на периферийной рабочей поверхности шлифовального круга водоледяной струей, включающий использование устройства, содержащего корпус с камерой смешения, внутри которой на ее продольной оси расположена водяная струеформирующая насадка, питаемая посредством штуцера и трубопровода водой высокого давления, и в которую посредством штуцера и трубопровода подают жидкий азот, частицы которого увлекаются водяной струей высокого давления с образованием ледяных частиц для окончательного формирования суспензионной водоледяной струи, при этом шлифовальному кругу сообщают вращение, а устройство располагают по касательной к периферийной рабочей режущей поверхности круга и сообщают продольную подачу вдоль оси шлифовального круга, равную шагу формируемой винтовой канавки за один оборот круга.
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2105656C1 |
| машина для отмеривания теста | 1946 |
|
SU70179A1 |
| JP 10138145 A, 26.05.1998 | |||
| Гидроабразивная установка | 1985 |
|
SU1344590A1 |
| RU 93018916 A, 10.11.1996 | |||
| JP 2005319535 A, 17.01.2005. | |||

