I
Изобретение относится к области чистовой обработки отверстий ра-скатыванием.
Известны раскатные головки, состоящие из корпуса, узла регулирования на размер обработки и раскатывающих элементов, каждый из которых выполнен в виде роликовой обоймы, установленной на оси. Оси располагаются на планках, установленных в пазах корпуса и опирающихся на конус, позволяющий регулировать размер обработки.
Предлагаемая многорядная раскатка для обработки цилиндрических отверстий отличается от известных тем, что опорные поверхности эксцентричны относительно оси вращения раскатки и развернуты друг относительно друга в положения, делящие окружность на число частей, равное числу рядов деформирующих элементов.
Это обеспечивает разделение припуска на обработку.
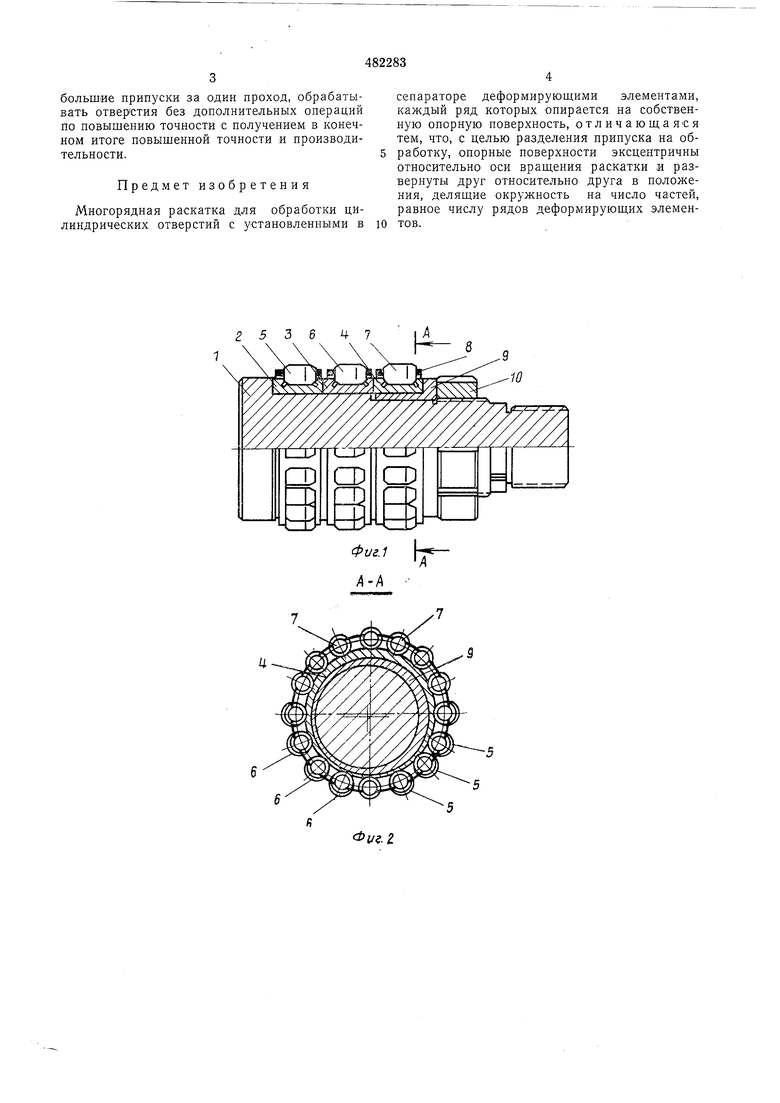
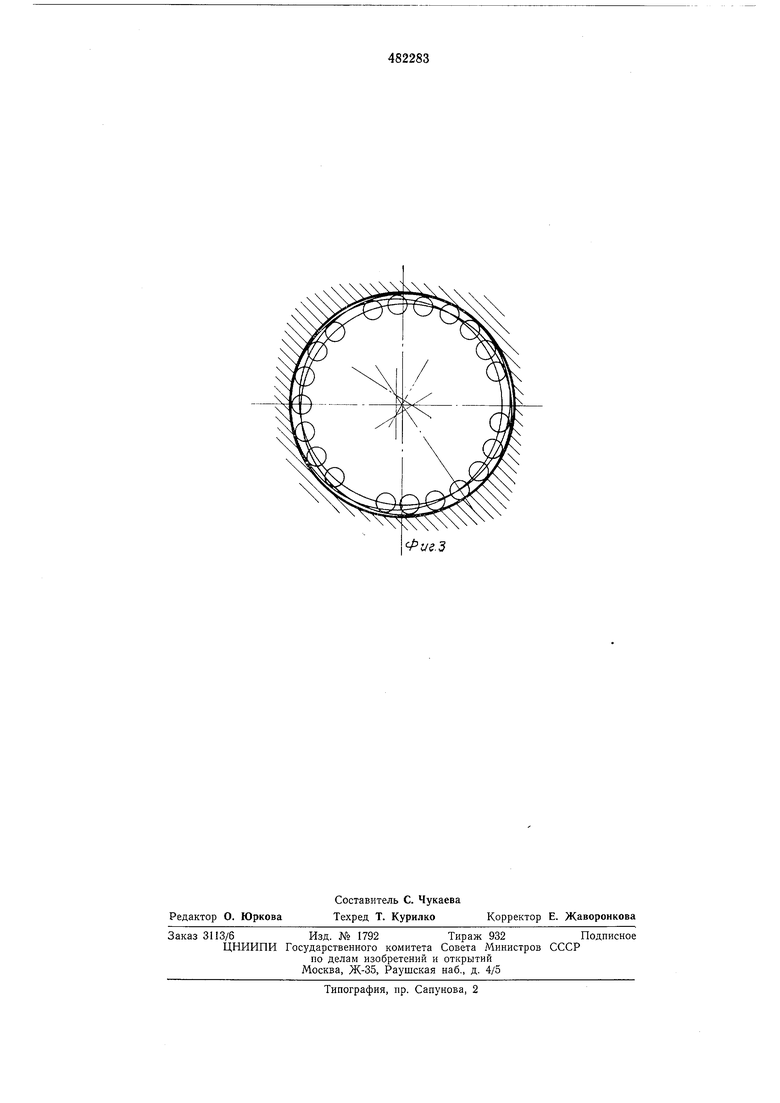
На фиг. 1 представлена предлагаемая раскатка; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3-схема расположения каждого ряда деформирующих элементов.
Раскатка включает корпус 1, на котором установлены кольца 2, 3, 4, внутренние отверстия которых выполнены с эксцентриситетом относительно беговых дорожек, ио которым катаются ролики 5, 6, 7, заключенные в сепараторы 8. Кольцо 8 с роликами 7 устанавливается на эксцентриковую втулку 9, которая размещается на эксцентричной шейке корпуса. Втулка 9 поджимается гайкой 10. Кольца с роликами устанавливаются таким
образом, что их эксцентриситет направлен в разные стороны с углом примерно 120°. Величина эксцентриситета выбирается в зависимости от диаметра раскатывания, диаметра образующей, описываемой роликами, и глубины
раскатывания, но не менее глубины раскатывания.
Меняя эксцентриситет одного из рядов с помощью эксцентриковой втулки, установленной на эксцентричной шейке корпуса, можно настроить раскатную головку на требуемый размер отверстия. Роликовые обоймы выполняются по диаметру меньше диаметра получаемого отверстия на удвоенную величину эксцентриситета. Все это вместе взятое позволяет
получить отверстие требуемого размера. В процессе работы каждый ряд деформирующих элементов состоит из большого количества роликов. В контакте с обрабатываемой поверхностью находится одновременно,несколько роликов каждого ряда, меледу которыми осуществляется деление глубины обрабатываемого слоя.
Твким образом, применение предлагаемой головки расширяет технологические возможности раскатывания, позволяет раскатывать
большие припуски за один проход, обрабатывать отверстия без дополнительных операций по повышепию точности с получением в конечном итоге повышенной точности и производительности.
Предмет изобретения
Многорядная раскатка для обработки цилиндрических отверстий с установленными в
сепараторе деформирующими элементами, каждый ряд которых опирается на собственную опорную поверхность, отличающаяся тем, что, с целью разделения припуска на обработку, опорные поверхности эксцентричны относительно оси вращения раскатки и развернуты друг относительно друга в положения, делящие окружность на число частей, равное числу рядов деформирующих элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВАЯ РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ СЛОЖНОЙ ФОРМЫ | 1990 |
|
RU2014986C1 |
| ОДНОРОЛИКОВЫЙ РАСКАТНИК ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБ | 2005 |
|
RU2294270C1 |
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164198C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО РАСКАТЫВАНИЯ | 2010 |
|
RU2440231C2 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2438852C2 |
| МНОГОЭЛЕМЕНТНОЕ ОСЦИЛЛИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2441741C2 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
Фаг.
