Изобретение относятся к диффузионной сварке в вакууме коротких труб (переходников) из разнородных материалов методом роликовой раскатки охватываемой трубы при температуре диффузионной сварки.
При горячей роликовой раскатке охватываемой трубы последняя под воздействием давления раскатного ролика последовательно по спирали пластически деформируется и увеличивается в диаметре, выбирая при этом все механические и термические зазоры в нахлесточном соединении свариваемых труб, в результате чего свариваемые поверхности труб плотно прижимаются друг к другу, что обеспечивает необходимые условия для протекания диффузионных процессов при температуре диффузионной сварки.
Для труб с внутренним диаметром более 100 мм используют трехроликовые вращающиеся раскатники, которые при температуре диффузионной сварки постепенно вводят во внутрь охватываемой трубы, при этом максимальная описываемая роликами окружность должна превышать на несколько миллиметров первоначальный внутренний диаметр охватываемой трубы таким образом, чтобы это превышение во время раскатки выбрало все возможные механические и термические зазоры между свариваемыми поверхностями труб и в дополнение к этому создало усилие натяга в виде так называемого сварочного сдавливания (см. патент на изобретение РФ №2164197 от 20.03.2001 г., бюл. №8).
Для сварки труб с внутренним диаметром менее 100 мм применяют однороликовые раскатники, т.к. разместить три раскатных ролика, например, во внутреннем диаметре охватываемой трубы диаметром 70 мм практически невозможно.
Известны однороликовые раскатники, предназначенные для диффузионной сварки труб, диаметром менее 100 мм (см. патент на изобретение РФ №2164198, кл. В 23 К, 2001 г., бюл. №8).
Основным недостатком известных однороликовых раскатников является невозможность их вращения со скоростью более 100 об/мин из-за наличия у них большого дисбаланса, связанного с тем, что вращающаяся штанга с раскатным роликом и ее подшипниковый узел смещены от оси вращения приводного вала.
Низкая скорость вращения роликового раскатника удлиняет время раскатки, а это в свою очередь влечет за собой остывание свариваемой заготовки ниже температуры диффузионной сварки, что недопустимо, если требуется высокое качество диффузионного соединения. Это связано с тем, что трубчатую заготовку перед раскаткой греют высокой частотой до температуры диффузионной сварки с небольшим перегревом и в процессе раскатки свариваемая заготовка уже не имеет источника нагрева, поэтому сокращение времени раскатки является определяющим фактором для получения качественного диффузионного сварного соединения.
Другим недостатком известной конструкции однороликового раскатника является сложность операций по изменению и фиксации радиуса раскатки, т.к. такая операция состоит в радиусном перемещении корпуса с подшипниками штанги и раскатным роликом, а также жестком закреплении штанги на заданной величине радиуса раскатки.
Задачей, на решение которой направлено заявляемое изобретение, является снижение дисбаланса масс в конструкции однороликового раскатника для диффузионной сварки труб, а также упрощение конструкции механизма изменения и установки требуемого диаметра, описываемого раскатный роликом в процессе раскатки.
Технический результат, получаемый в результате решения поставленной задачи, состоит в уменьшении вибрации приводного вала при вращении однороликового раскатника, что позволяет увеличивать его скорость вращения, а следовательно, позволяет сократить время полного цикла раскатки и уложиться в необходимый интервал рабочей температуры, обеспечивающей получение качественного диффузионного соединения между свариваемыми поверхностями труб на последнем этапе раскатки, когда свариваемая заготовка уже частично охладилась.
Кроме этого, заявляемая конструкция однороликового раскатника упрощает регулировку и установку диаметра описываемой роликом окружности при переходе от одного размера свариваемых труб к другому.
Указанный технический результат достигается тем, что в однороликом раскатнике для диффузионной сварки труб, содержащем приводной вал, на торце которого размещен корпус с подшипниками, в которых закреплен один конец штанги, а на другом ее конце закреплен эксцентрично оси вращения приводного вала раскатной ролик, при этом на торце приводного вала выполнен стакан, внутри которого на двух полуосях, закрепленных в его стенке, установлен с возможностью качения корпус с подшипниками, а в стенке стакана выше полуосей выполнено устройство для изменения величины эксцентриситета раскатного ролика путем изменения угла наклона корпуса с подшипниками относительно оси вращения приводного вала;
- кроме этого, устройство для изменения величины эксцентриситета раскатного ролика выполнено в виде двух регулируемых винтов, установленных на резьбе в стенке стакана с противоположных его сторон.
Однороликовый раскатник для диффузионной сварки показан на фиг.1. Раскатник содержит приводной вал 1, на торце которого закреплен стакан 2, в котором на полуосях 8, выполненных в виде двух болтов 3 и контргаек 4, установлен корпус 6, в котором на подшипниках 5 установлена штанга 7 с раскатным роликом 9. Устройство для изменения величины эксцентриситета раскатного ролика путем изменения угла наклона Q корпуса с подшипниками выполнено в виде двух регулируемых винтов 13, установленных на резьбе в стенке стакана с противоположных его сторон. Рабочее положение нажимных и упорных винтов 13 закрепляется контргайками 14.
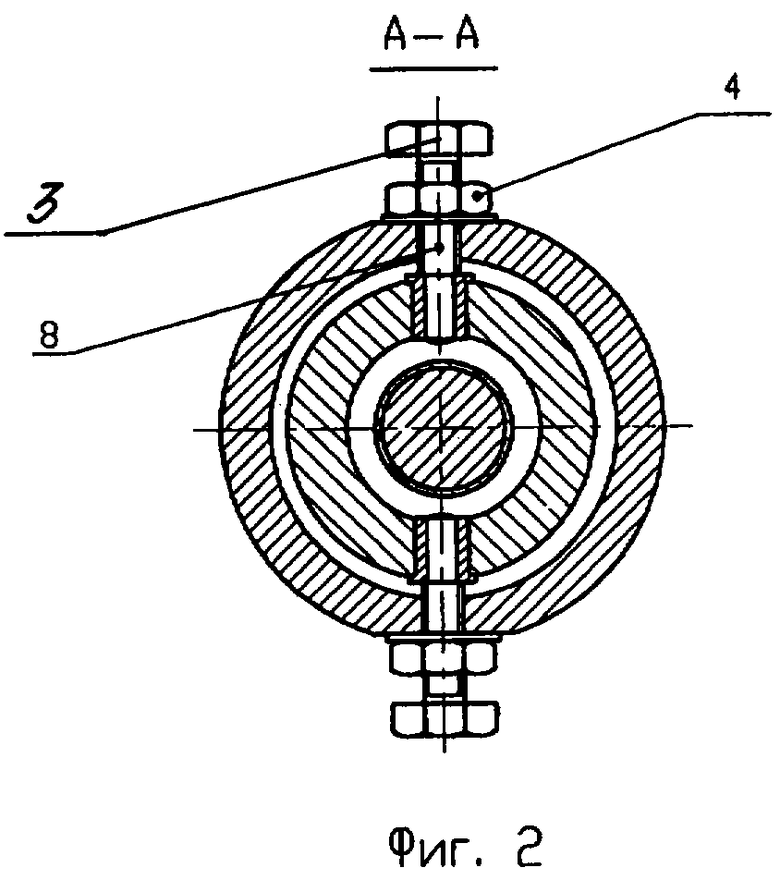
На фиг.2 показано сечение раскатника по А-А, где видна установка подшипникового корпуса 6 на полуосях 8 и их крепление в стенке стакана 2.
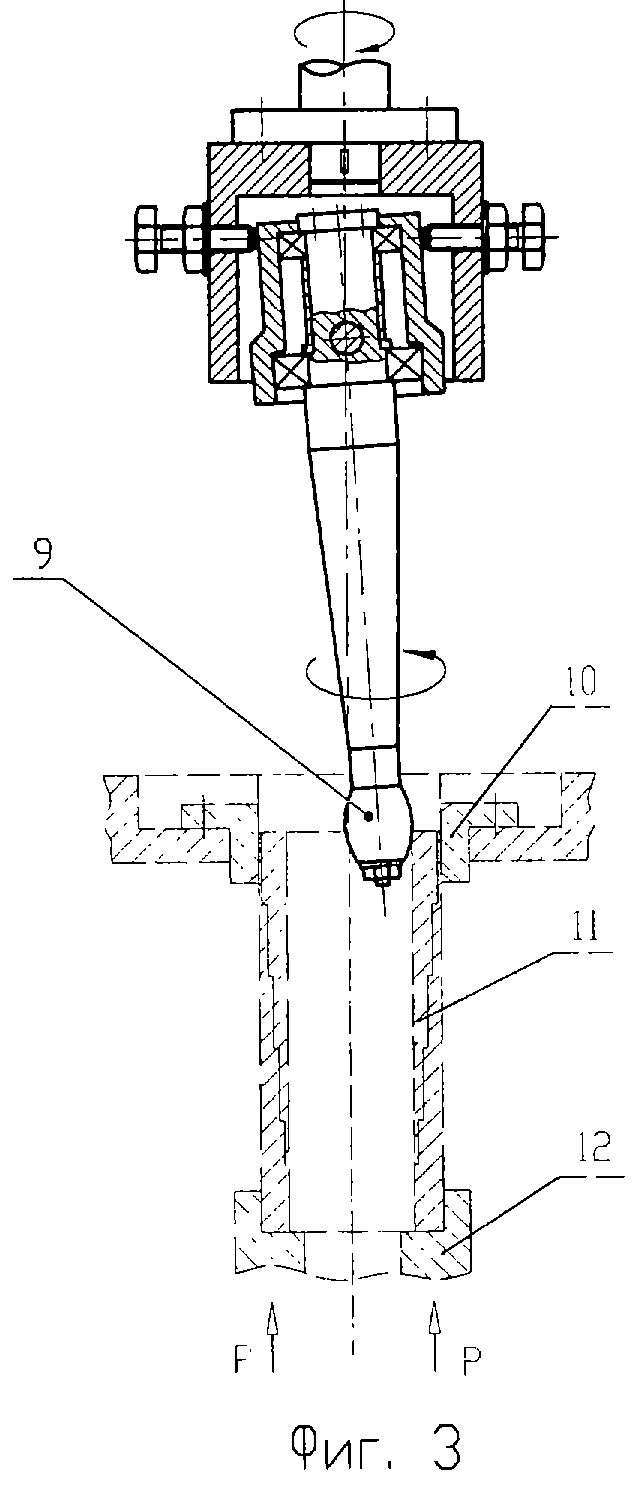
На фиг.3 показан раскатник в положении начала процесса раскатки заготовки 11, предварительно нагретой до температуры диффузионной сварки и введенной в ограничительное кольцо 10 с помощью подъемного устройства 12.
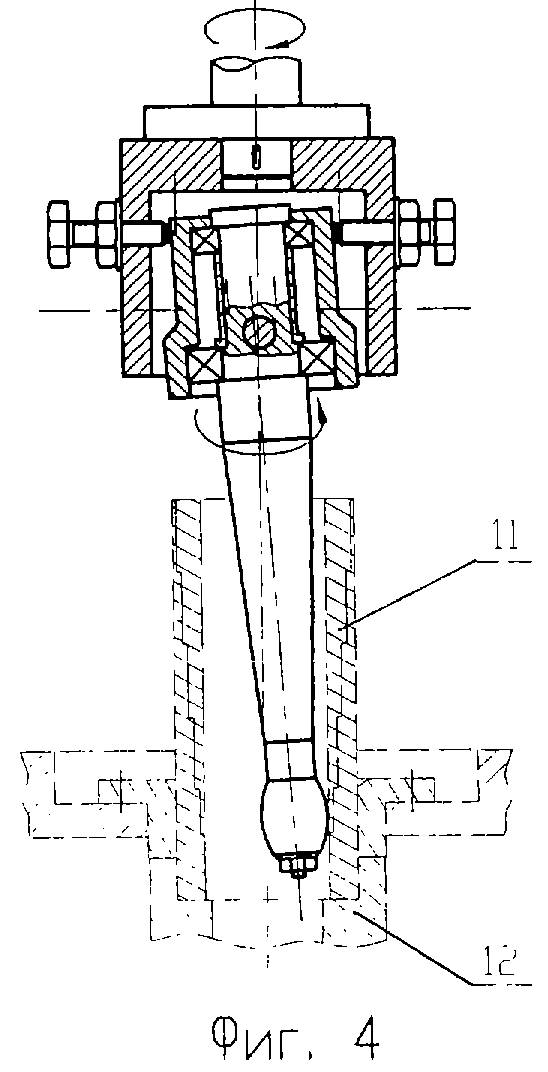
На фиг.4 показан раскатник в конце процесса раскатки заготовки 11.
На фиг.3 и 4 нагреватель и устройство для подъема и опускания свариваемой заготовки 11 условно не показаны.
Заявляемый однороликовый раскатник наиболее эффективен для диффузионной сварки коротких биметаллических трубчатых переходников из нержавеющих сталей марки Х18Н10Т с втулками из циркониевых и титановых сплавов.
Закрепление корпуса подшипникового узла на полуосях позволяет отклонять штангу с раскатным роликом на заданный угол и закреплять ее таким образом, чтобы описываемая наружной боковой поверхностью раскатного ролика окружность превышала на несколько миллиметров внутреннюю поверхность раскатываемой втулки, что обеспечивает условие для увеличения ее диаметра в процессе раскатки и создания суммарного точечного сварочного сдавливания по всей площади свариваемых поверхностей в процессе движения раскатного ролика по винтовой линии.
Кроме этого, расположение подшипникового узда в стакане на полуосях значительно снижает при вращении дисбаланс масс при условии отклонения его штанги с раскатным роликом на заданный угол, т.к. при этом значительная часть массивного подшипникового узла отклоняется в противоположную сторону относительно оси вращения приводного вала. Так как однороликовые раскатники предназначены в основном для диффузионной сварки переходников с внутренним диаметром охватываемой втулки менее 100 мм, то с учетом диаметра раскатного ролика не менее 30 мм угол отклонения штанги, как правило, не превышает 4-7°. Одновременно относительно массивный подшипниковый корпус штанги отклоняется на тот же угол в противоположную сторону и в определенной мере уравнивает баланс вращающихся масс. Тщательным подбором габаритов и подсчетом этих масс дисбаланс можно свести к минимальному, что позволяет поднять скорость вращения раскатника до 500-600 об/мин без заметных вибраций приводного вала. Такие обороты обеспечивают полное рабочее диффузионное сдавливание за 1,5-2 мин без ощутимого падения температуры нагретой заготовки до окончания диффузионной сварки.
Процесс диффузионной сварки технологически проще, когда раскатник вращается на месте, а заготовка перемещается вдоль вращающегося ролика вверх на заданную величину, после чего заготовка выдерживается определенное время для осуществления диффузионных процессов на свариваемых поверхностях.
Перед раскаткой заготовка переходника вводится в специальное ограничительное кольцо 10, между которым и роликом 8 сдавливаются свариваемые поверхности по спиральной линии по мере перемещения заготовки относительно ограничительного кольца и раскатного ролика, который вместе со штангой вращается вокруг своей оси в процессе вращения приводного вала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164198C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ | 2000 |
|
RU2169651C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2001 |
|
RU2182062C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164197C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЕСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2001 |
|
RU2184020C1 |
| ТРЕХРОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164463C1 |
| ОДНОПОСТОВАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ КОРОТКИХ ТРУБ ВНАХЛЕСТКУ | 2001 |
|
RU2183541C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ЦИРКОНИЙ-СТАЛЬ | 2004 |
|
RU2268125C1 |
Изобретение относится к диффузионной сварке в вакууме коротких труб из разнородных материалов методом роликовой раскатки охватываемой трубы при температуре диффузионной сварки. Однороликовый раскатник содержит приводной вал, на торце которого размещен корпус с подшипниками, в которых закреплен один конец штанги, а на другом ее конце закреплен эксцентрично оси вращения приводного вала раскатной ролик. На торце приводного вала выполнен стакан. Внутри стакана на двух полуосях, закрепленных в его стенке, установлен с возможностью качения корпус с подшипниками. В стенке стакана выше полуосей выполнено устройство для изменения величины эксцентриситета раскатного ролика путем изменения угла наклона корпуса с подшипниками относительно оси вращения приводного вала, выполненное в виде двух регулируемых винтов, установленных на резьбе в стенке стакана с противоположных его сторон. Это позволит уменьшить вибрацию приводного вала при вращении раскатника, увеличить скорость вращения и сократить время полного цикла раскатки, что обеспечит получение качественного диффузионного соединения. 1 з.п. ф-лы, 4 ил.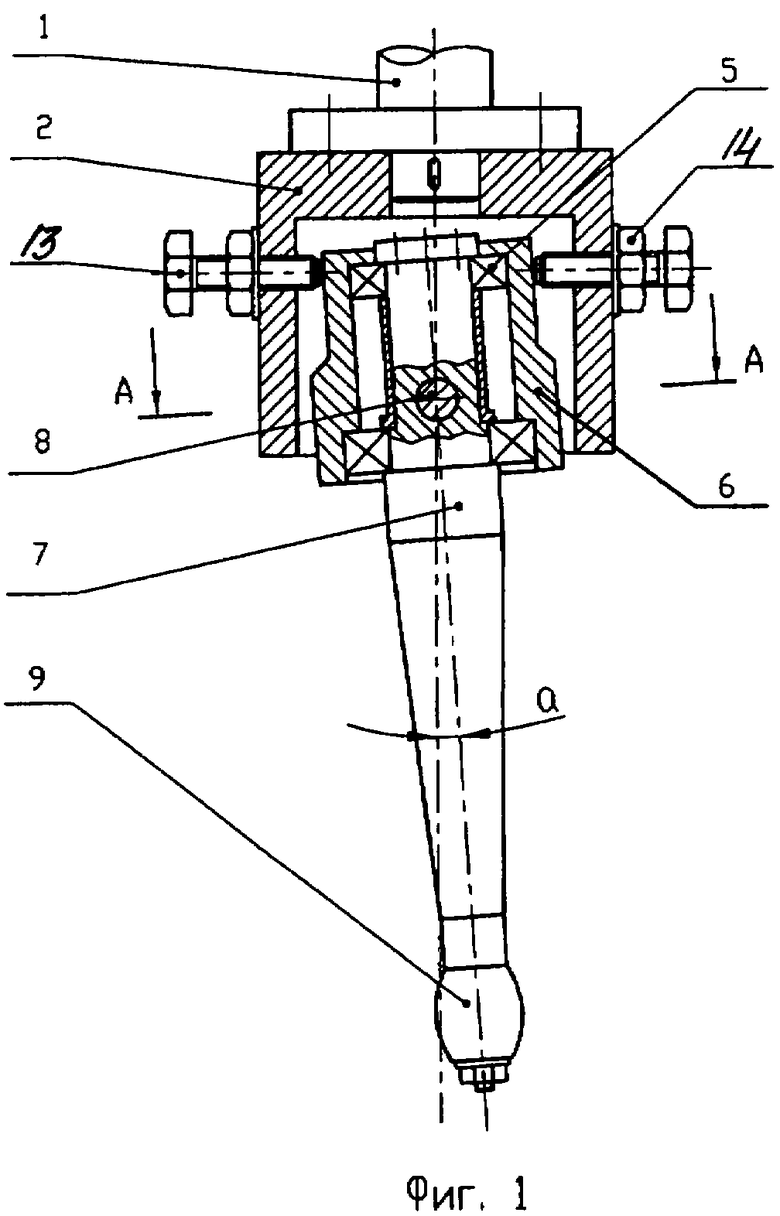
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164198C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164197C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ СТРЕЛКИ | 2004 |
|
RU2265100C1 |
| JP 11333514 A, 07.12.1999. | |||

