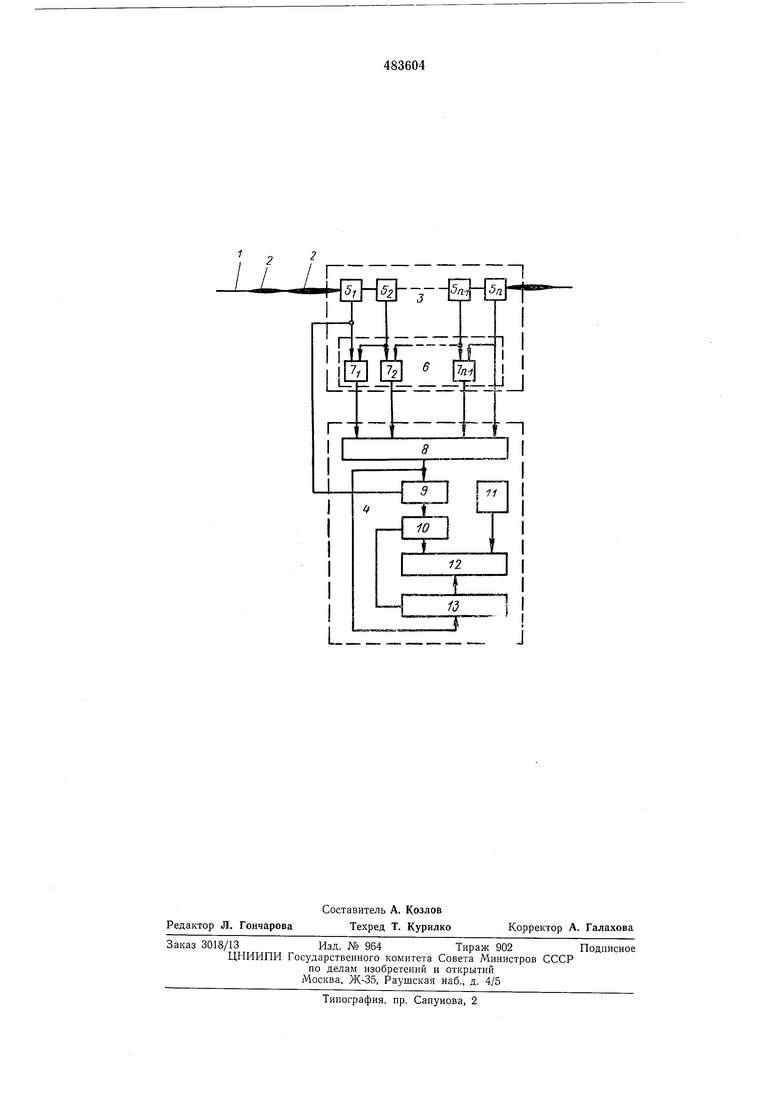
чика времени (цикла работы машин) 11, блока 12 определения длины изделия и регистратора 13.
Устройство работает следующим образом.
При помещении изделия 1, например текстильного полотна, в зону действия я-ного количества датчиков 5 неравномерностей, например датчиков нитей, каждый датчик, в зоне действия которого находится нить, будет включен, а в зоне действия которого находится межниточный промежуток-выключен. Прп этом от каждой нити и межниточного промежутка будут принимать соответственно одинаковое состояние (включены, выключены) несколько смежных датчиков. Датчики, например, могут быть фотоэлектрическими. При этом электрический сигнал каждым датчиком вырабатывается с помощью фотоэлемента, воспринимающего узкий пучок, например, света, расщепленный нитями полотна. Выходные сигналы датчиков поступают на раздельные входы корректирующего блока б, в котором по наличию или отсутствию сигналов датчиков осуществляется избирательное выделение погруппно-смежных датчиков, имеющих одинаковое состояние. Например, при поступлении сигналов одновременно от каждой группы смежных включенных датчиков, выходной сигнал корректирующего блока формируется лишь на одном его выходе, соответствующем группе включенных датчиков, независимо от числа включенных датчиков в каждой группе.
Выходные сигналы преобразователя 3 поступают на автоматическое регистрирующее устройство 4 для определения показателя неравномерностей (плотности) изделия по количеству датчиков, имеющих одинаковое состояние. Автоматическое регистрирующее устройство обеспечивает определение количества выходов корректирующего блока 6, на которых имеется сформированный соответствующий сигнал, и регистрацию получаемого результата.
В автоматическом регистрирующем устройстве сигналы с корректирующего блока 6 складываются в суммирующем блоке 8. Дополнительно считываются сигналы выхода одного датчика, например, первого. Выходные сигналы суммирующего блока 8 и первого датчика непрерывно сравниваются в блоке сравнения 9, в котором, при каждом их совпадении, формируется сигнал, соответствующий заданному отрезку изделия, принятого за единицу длины. Эти сигналы считываются счетчиком длины 10 и регистрируются регистратором 13, т. е. по конструируемым неравномерностям определяется длина изделия. С помощью вычислительного блока и блока определения длины изделия может быть определена длина изделия, прошедшего во время определенного количества периодов сигналов, поступающих от электрического датчика времени И (датчика циклов работы машины - датчик игл), т. е. например, длины уработки пити на петлю при вязании на трикотажной машине.
Полученный результат соответствует общепринятому (ГОСТу) показателю плотности полотна (числу нитей или петель в определенной длине отрезка) независимо от того перемещается или неподвижно контролируемое изделие, так как количество групп смежных включенных /датчиков в предлагаемом устройстве в любой момент времени будет соответствовать (равно) количеству неравномерностей (нитей) в контролируемом отрезке полотна определенной длины. При этом обеспечивается самоустранение возможного из-за помех сбоя показаний получаемого результата. При относительном перемещении изделия обеспечивается непрерывный контроль плотности по всей длине изделия.
Предмет изобретения
Устройство контроля неравномерностей нитеподобных изделий, содержащее преобразователь с датчиками неравномерностей, электрически связанный с регистрирующим блоком, отличающееся тем, что, с целью расширения диапазона использования устройства, преобразователь снабжен корректирующим блоком, выполненным из ячеек совпадения, а датчики электрически связаны соответственно со входами корректирующего блока и размещены в направлении перемещения изделия на расстоянии один от другого, меньшем протяженности минимальной неравномерности данного образца изделия.
2
г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения плотности ткани | 1973 |
|
SU450996A1 |
| Контрольно-регистрирующее устройство агрегатно-поточной линии для производства железобетонных строительных конструкций | 1972 |
|
SU439004A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОТНОСТИ ПОЛОТНА | 1973 |
|
SU405052A1 |
| Способ регулирования процесса обрезинивания корда и устройство для его осуществления | 1990 |
|
SU1757904A1 |
| СПОСОБ ГАММА-КАРОТАЖА | 1993 |
|
RU2069376C1 |
| Способ определения плотности ткани | 1972 |
|
SU454476A1 |
| Устройство для позиционирования головок записи-воспроизведения | 1985 |
|
SU1247937A2 |
| Устройство для измерения плотности движущейся ткани | 1982 |
|
SU1097948A1 |
| Устройство для регулирования толщины каландруемого слоистого материала | 1980 |
|
SU972480A1 |
| Способ автоматического регулирования линейной плотности стеклянной нити | 1973 |
|
SU452545A1 |