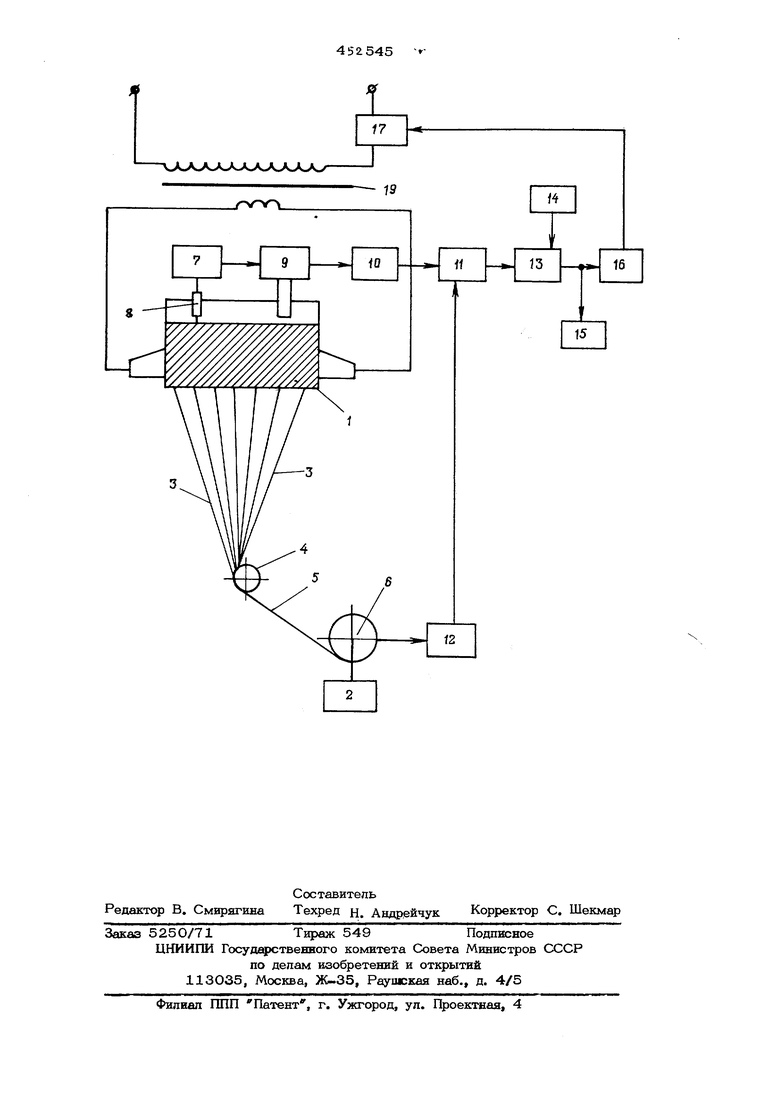
Изобретение относится к области производства стеклянного волокна, а именно к способу контроля и регулирования линейной плотности (метрического номера) стеклянной нити. Известен способ автоматического регулирования линейной плотности стеклонити в процессе ее выработки при постоянном уровне стекломассы в стеклоплавильном сос де, включающий изменение тока, подаваемого на стеклоплавильный сосуд, в зависимости от количества стекла, поступающего в сосуд. Недостатком известного способа являет ся необходимость поддержания посачэянства скорости намотки стеклянной нити, что ограничивает область применения известного способа, так как в условиях производства ркорость намотки часто изменяется либо оператором t например, при перенастройке сосуда на выпуск стеклонити другой толщины, или при отладке технологического процесса), либо независимо от него (например из-за колебаний частоты и напряжения в сети питания электродвигателя наматывающего аппарата). При существенном изменении скорости вытягивания применять предлагаемый способ можно при установке дополнительного корректирующего узла, т.е. путем значительного усложнения устройства для осущ,ествления способа. Для повышения качества стеклонити предложено дополнительно измерять отрезок вытягиваемой стеклянноГ нити заданной длины и количество стекла, поступившего в сосуд .за время изготовления этого отрезка нити, величину которого использовать для коррекции тока, подаваемого на стеклоплавильный сосуд. При неизменном уровне стекломассы в стеклоплавильном сосуде за счет загрузки стекла в сосуд по командам регулятора уровня количество стекла, аагрух енного за время выработки отрезка стеклонити определенной длины, пропорционально средней линейной плотности нити на этом отрезке. Изменение количества загружаемого стекла, измеренное в этих условиях, используют для регулирующего воздействия на вьгоабатываемую стеклонить, например, через ток, греющий сосуд. Способ поясняется чертежом. Стеклоплавильный сосуд 1, наматывающи аппарат 2 для вытягивания стекловопокна 3 иа фильер сосуда, нитесборник 4 для формирования нити 5, бобина 6 наматывающего аппарата, уровнемер 7, например электроконтактный, с датчиком - платиновой иглой 8, дозатор 9, например электромагнитный, элемент 10, например типа взвешивающего устройства, преобразователь 11, элемент 12 для отмеривания отрезков вырабатываемое стеютонити определенной длины, элемент сравнения 13, задатчик 14 линейной плотности стеклонити, регистрирующий прибор 15, регулятор 16, дроссель 1/, трансформатор 18. Работает устройство Следующим образом Стеклянные волокна 3 вытягиваются из фильер стеклоплавильного сосуда 1 наматывающим аппаратом 2 и формируются ните сборником 4 в нить 5, которая наматывается на бобину 6 наматывающего аппарата. Загрузкой стеклощариков в сосуд 1 упраБляет уровнемер 7, подающий sa каждый цикл определенное количество стеклощариков. Элемент 10 непрерывно изменяет количество стекла, поступающего в сосуд. 14з этих данных преобразователь 11 учитывает лишь -часть, а именно только ту часть, которая выдается элементом 10 в периоды отмеривания элементом 12 отрезков вырабатываемой стеклонити определенной длины Элемент 12 может быть выполнен в виде двух концевых выключателей, устанавливаел4ых на подлежащем измерению участке бобины и управляемых раскладчиком нити наматывающего аппарата. Первый выключател открывает путь с сигналом взвещивающего устройства к преобразователю 11, а второй прекращает прохождение этих сигналов. Раскладчик нити кинематически связан с бобиной. Поэтому всякому участку перемещения раскладчика вдоль бобины соответствует вполне определенное число витков нити, т.е. Ьпределенная длина нити, намотанной на бобину. Данные о количестве стекла поступившего в сосуд за очередной интервал отмеривания участка вырабатываемой нити, превращаются преобразователем 11 в пропорциональный этим данным сигнал постоянного тока, который поступает в элемент сравнения 13, а после сопоставления с сигналом за- датчика 14 линейной плотности стеклонити регистрируется прибором 15, и одновременно используется в регуляторе 16 для устранения отклонения линейной плотности нити от номинала путем изменения греющего сосуд тока (воздействием, например, на дроссель 17, силовая обмотка которого включена последовательно с понижающим трансформатором 18, обеспечивающим разогрев сосуда. Формула изобретения Способ автоматического регулирования линейной плотности стеклянной нити в процессе ее выработки при постоянном уровне; стекломассы в стеклоплавильном сосуде, включающий изменение тока, подаваемого на стеклоплавильный сосуд, в зависимости от количества стекла, поступающего в сосуд, отличающийся тем, что, с целью повышения качества стеклонити, дополнительно измеряют отрезок вытягиваемой стеклянной нити заданной длины и количество стекла, поступившего в сосуд за время изготовления этого отрезка нити, величину которого используют для кор- рекции тока, подаваемого на стеклоплавильный сосуд.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ЛИНЕЙНОЙ ПЛОТНОСТИ СТЕКЛЯННОЙ НИТИ | 1991 |
|
RU2008282C1 |
| Устройство для стабилизации средней линейной плотности стеклонити | 1976 |
|
SU549432A1 |
| Устройство для контроля толщины вырабатываемой стеклонити | 1973 |
|
SU461068A1 |
| УСТРОЙСТВО ДЛЯ РАСКЛАДКИ НИТЕЙ | 1971 |
|
SU297714A1 |
| Способ намотки стеклонити | 1973 |
|
SU561701A1 |
| Устройство для измерения натяжения волокон | 1982 |
|
SU1046205A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО СТЕКЛЯННОГО ВОЛОКНА | 1971 |
|
SU300429A1 |
| Регулятор уровня стекломассы | 1986 |
|
SU1569326A1 |
| Устройство для регулирования диаметраи НАТяжЕНия СТЕКлОВОлОКНА | 1979 |
|
SU842066A1 |
| Устройство для измерения линейной массы движущейся стеклонити | 1977 |
|
SU779802A1 |