ляет избежать деформации отливки после затвердевания ее поверхностного слоя .при пластичном ядре.
Способ прост в осуществлении и не требует специального оборудования.
Предмет изобретения
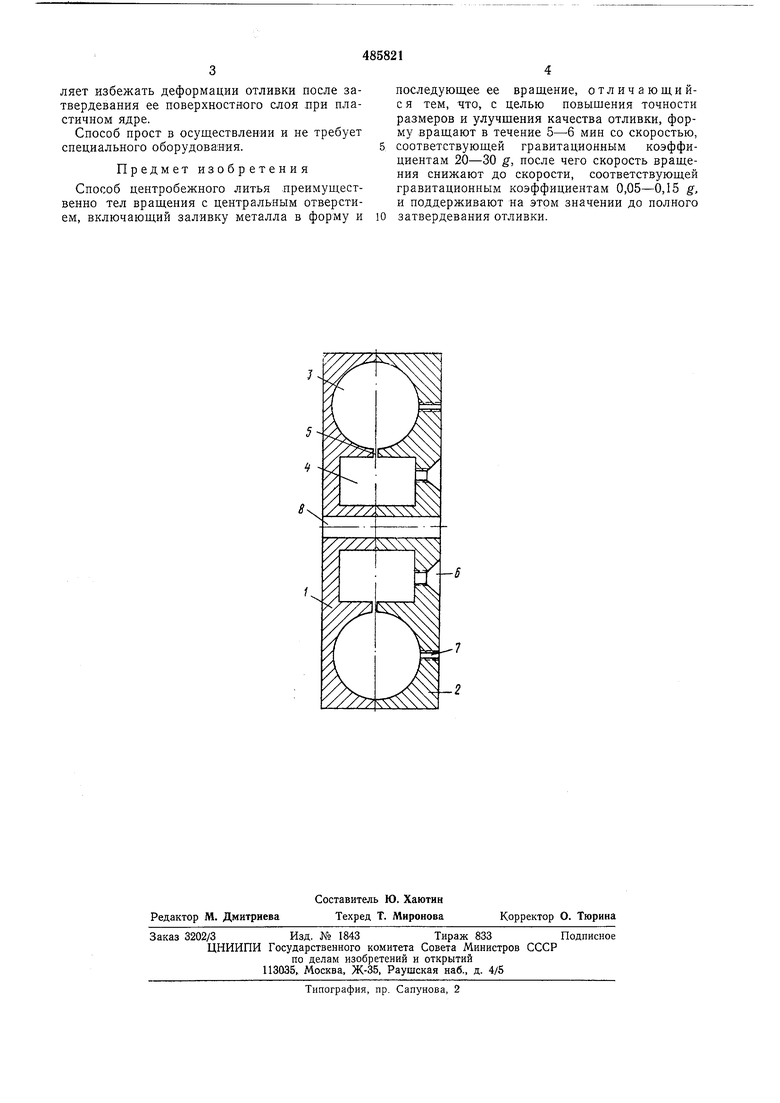
Способ центробежного литья преимущественно тел вращения с центральным отверстием, включающий заливку металла в форму и
последующее ее вращение, отличающийс я тем, ЧТО, с целью повыщения точности размеров и улучщения качества отливки, форму вращают в течение 5-6 мин со скоростью, соответствующей гравитационным коэффициентам 20-30 g, после чего скорость вращения снижают до скорости, соответствующей гравитационным коэффициентам 0,05-0,15 g, и поддерживают на этом значении до полного затвердевания отливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ЗАГОТОВОК | 2009 |
|
RU2391181C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ЧУГУННЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК С ОСЕВОЙ ПОЛОСТЬЮ | 2007 |
|
RU2343040C1 |
| Способ однонаправленного и ускоренного затвердевания крупногабаритных толстостенных центробежно-литых стальных заготовок | 2019 |
|
RU2727369C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2606824C2 |
| Способ центробежного литья биметаллических изделий | 1982 |
|
SU1068217A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ДЛИННОМЕРНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ТРУБ | 2009 |
|
RU2388575C1 |
| Способ центробежного литья полых стальных заготовок | 1980 |
|
SU931284A1 |
| Способ центробежной отливки заготовок с внутренним фланцем | 1988 |
|
SU1625583A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАНДАРТНЫХ ОБРАЗЦОВ | 1991 |
|
RU2011178C1 |
| Способ очистки алюминия и его сплавов от интерметаллидов и иных неметаллических включений | 2019 |
|
RU2731948C1 |
К
