Изобретение относится к технологии изготовления и сборки статоров электрических машин и может быть использовано в электротехнической промышленности.
Известен способ изготовления и сборки статоров электрических машин, по которому изготовление и сборку производят разделением сердечника статора на кольцевое ярмо с пазами и зубьями, причем зубья имеют выступ, посредством которого прессовой посадкой они закрепляются в пазы кольцевого ярма. В приспособлении закрепляют готовое кольцевое ярмо и заранее приготовленную обмотку, а специальным суппортом подают зубья в соответствующий паз и вставляют их прессовой посадкой, причем для более прочной связи сочленяющихся деталей применяют клеюший материал и внутреннюю поверхность статора снабжают цилиндрическими слоями или кольцами из проволоки или ленты. Кольцевое ярмо с пазами изготовляют методом сборки из штампованных листов или прессованием металлических магнитных порошков, так же изготовляют и зубья статора.
Однако скрепление зубьев с ярмом по црессовой посадке сложно, так как требует специального оборудования и не надежно, так как металлокерамические детали имеют пористость, кроме того, конструкция сердечника получается не жесткой, что снижает качество изделия.
Целью изобретения является упрощение технологии и повышение качества изготовления и сборки статоров электрических машин. Поставленная цель достигается тем, что две половины статора в виде полых цилиндроь совместно с зубьямп Т-образной формы, направленными широким ребром в полость, прессуют в одной пресс-форме из ферромагнитного порошка, затем спекают, укладывают готовую обмотку, собирают обе половпны и фиксируют.
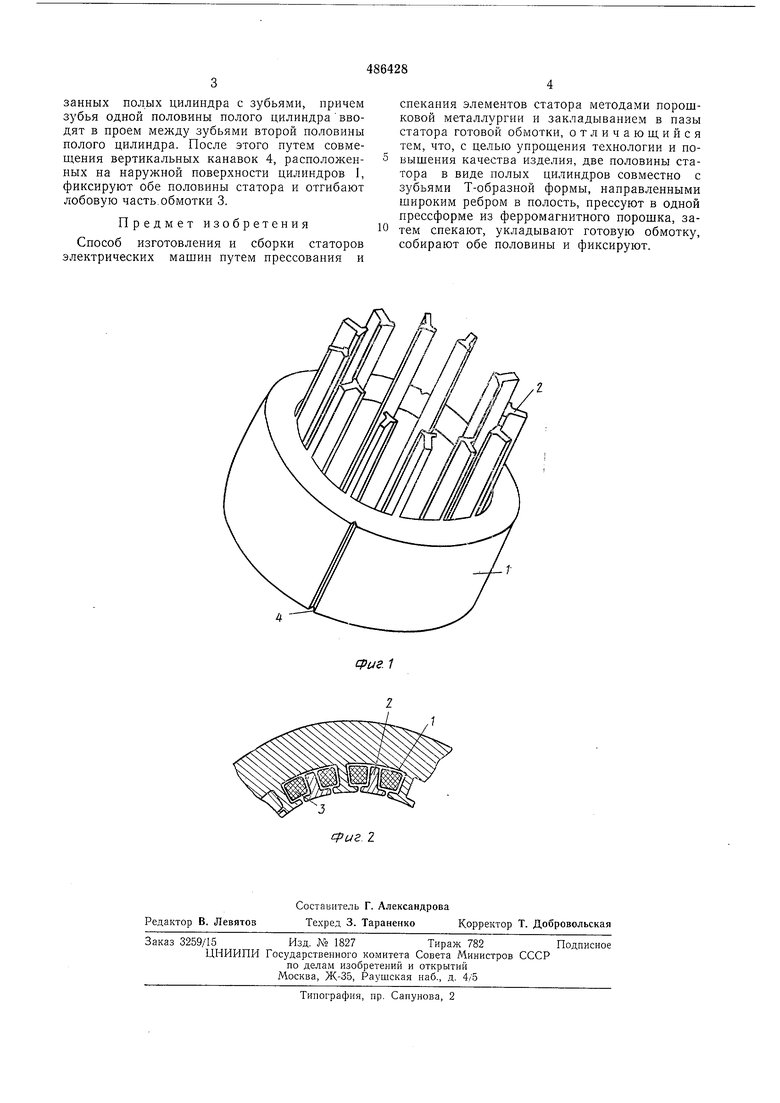
На фиг. 1 изображена половина статора с зубья.ми; на фиг. 2 - поперечное сечение собранного статора с обмоткой.
Процесс изготовления и сборки статора осуществляется следующим образом.
Статор собирают из двух половин. Каждую половину статора в виде полого цилиндра 1 высотой, равной половине высоты статора, вместе с Т-образными зубьями 2, направленными широким ребром в полость, а узким- жестко связанными с внутренней поверхностью цилиндра 1, прессуют из ферромагнитного порошка в одной пресс-форме и спекают. Затем в первую половину статора закладывают заранее изготовленную обмотку 3, лобовую часть обмотки со стороны выступающих зубьев загибают до зоны малого объема с диаметром, равным диаметру ротора, аксиальным перемещением второй половины статора относительно первой совмещают два указанных полых цилиндра с зубьями, причем зубья одной половины полого цилиндравводят в проем между зубьями второй половины полого цилиндра. После этого путем совмещения вертикальных канавок 4, расположенных на наружной поверхности цилиндров 1, фиксируют обе половины статора и отгибают лобовую часть.обмотки 3.
Предмет изобретения
Способ изготовления и сборки статоров электрических машин путем прессования и
спекания элементов статора методами порошковой металлургии и закладыванием в пазы статора готовой обмотки, отличаюш,ийся тем, что, с целью упрош,ения технологии и повышения качества изделия, две половины статора в виде полых цилиндров совместно с зубьями Т-образной формы, направленными широким ребром в полость, прессуют в одной прессформе из ферромагнитного порошка, затем спекают, укладывают готовую обмотку, собирают обе половины и фиксируют.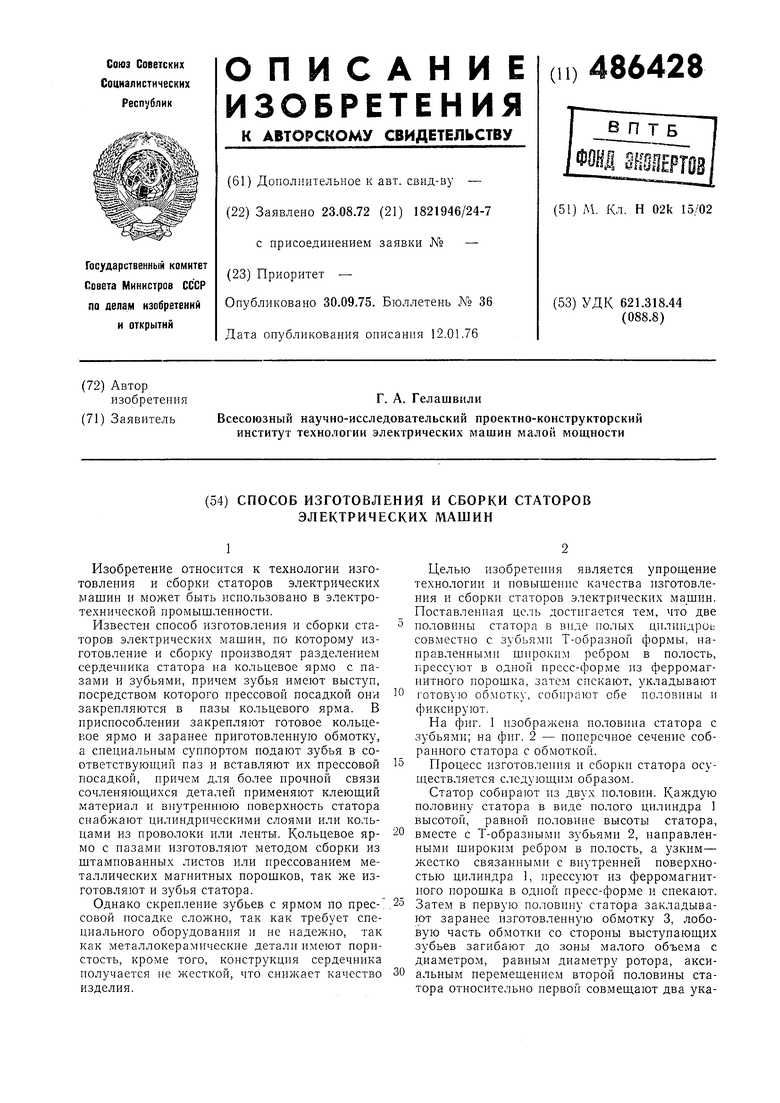
| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Статор электрической машины переменного тока | 1989 |
|
SU1667192A1 |
| Электрическая машина | 1989 |
|
SU1679579A1 |
| Статор электрической машины и способ его изготовления | 1981 |
|
SU1008850A1 |
| СТАТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2015 |
|
RU2674438C1 |
| ДИСКОВАЯ АСИНХРОННАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2024 |
|
RU2834619C1 |
| Магнитопровод электрической машины | 1983 |
|
SU1247986A1 |
| Электрическая машина | 1989 |
|
SU1686619A1 |
| Статор электрической машины переменного тока | 1986 |
|
SU1403222A1 |
