Изобретение относится к узла1М крепления сменных деталей преимущественно в штампах, в частности в штампах для вырубки статорных и роторных листов из электротехнической стали для крепления налра вляющих и фвкснруюш,их элементов.
В И31вестных узлах «репления сменных деталей (наира1вляющих и |фИ|Ксируюш,их) в соирягаемых плитах одной из частей штампа расположены посадочная втулка под хвостовИК сменной детали « посадочная втулка /под головку -крепяш,его смен-ную деталь вимта.
Для упрощения изготовлепи.я, ускорения процесса сборки и повышения надежности кре-пления, головки винта и отверстие соответствующей посадочной втулки выполнепы с резьбой, обеспечивающей их соединение, а хвостовик сменной детали и отверстие соответствующей посадочной втулки выполнены равного и одинакового по длине каждой из этих деталей диаметра.
Направление резьбы на головке винта для крепления может быть противоположным основной резьбе винта, а в некоторых случаях, например для твердоплавных штампов с высоким сроком службы как между переточками, так и до полного износа, направление резьбы на головке винта целесообразно выполнить таким же, как направление основной
резьбы винта, но с дефференциальной разностью шагов. Б этом случае шаг резьбы на головке должен быть меньше шага основной резьбы винта.
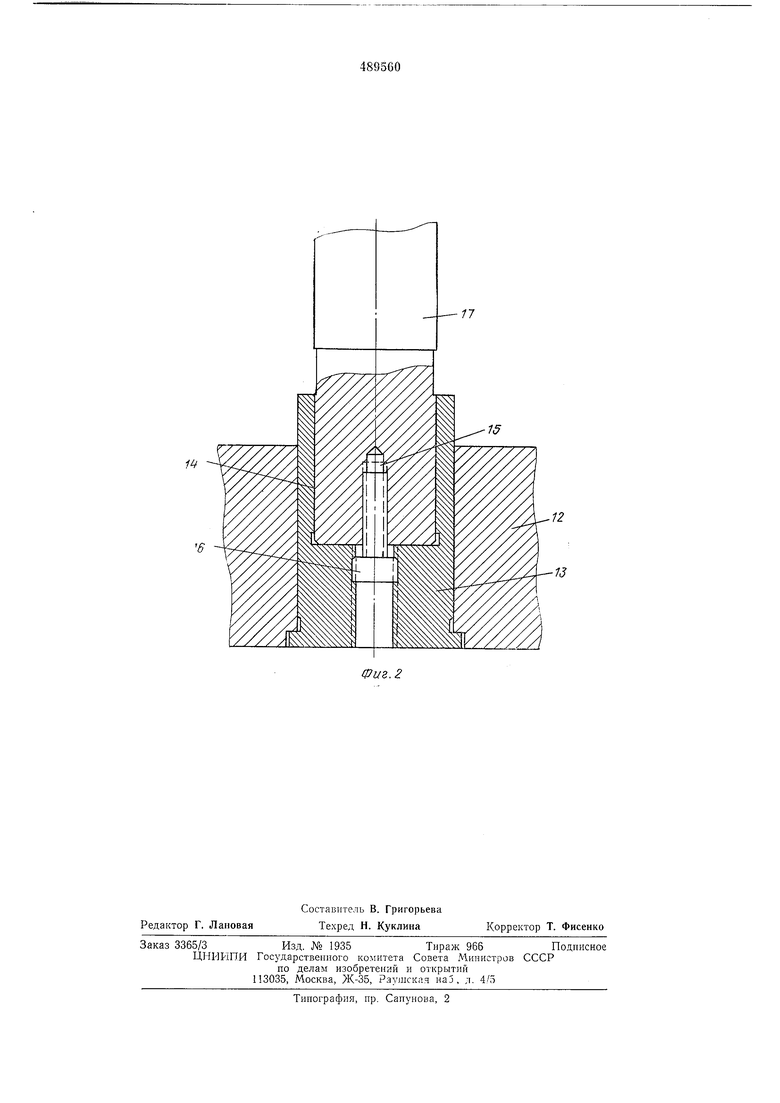
На фиг. 1 показан узел крепления сменной детали, в частности конусного фиксатора; на фиг. 2 - вариант исполнения предлагаемого узла для крепления направляющей колонки на одной из плит.
Предлагаемый узел содерл ит блок матриц 1, в который запрессована посадочная втулка 2 с буртиком и. Втулка 2 имеет только одну внутреннюю поверхность 4, по которой исполняется поверхность 5 конусного фпксатора 6 с зазором 0,003 - 0,005 мм. В конусном фиксаторе b имеется резьбовое отверстие 7 с правой резьбой, в которое ввернут винт крепления 8, также имеющий правую резьбу. I оловка 9 винта крепления 8 снабл ена левой
резьбой и может быть ввернута во втулку 10, расположенную в нижней плите 11.
Показанный на фиг. 2 вариант исполнения узла крепления содержит одну из плит штампа 12, втулку 13, имеющую внутреннюю поверхность 14 п левую резьбу 15, винт крепления 16 и направляющую колонку 17. Сборка и разборка колонки производится аналогично сборке и разборке конусного фиксатора. Во время переточки матрицы 1 конец винта крепления 8 утопает в отверстии втулки 2. После переточки штампа винт крепления 8 вращают во втулке 10 и его конец выступает над зеркалом матрицы 1 на некоторую высоту (равную, например, двум шагам резьбы). Навинчивая на выступающую часть винта 8 хвостовик конусного фиксатора 6 и затем продолжая вращать по часовой стрелке винт 8 и удерживая конусный фиксатор 6 от вращения за верхнюю часть, снабженную двумя лысками под «люч, запрессовывают фиксагор во втулку 2. Такая конструкция узла вдвое уменьшает время сборки, если направление резьбы на головке винта крепления 8 выполнено противоположным основной резьбе на стержне винта 8. Тогда винт 8, ввертываясь в конусный фиксатор 6, будет одновременно двигаться назад вместе с фиксатором на левой резьбе втулки 10.
При такой конструкции узла конусный фиксатор 6 надежно крепится к данному узлу, не имея возможности отвернуться поскольку левая и правая резьба взаимно исключают отворачивание и в то же время резьба на головке винта 8 служит контр-резьбой, обеспечивая жесткое крепление обеим резьбовым соединениям, так как возникают значительные силы трения в самых резьбовых соединениях и в опорном торце коеусного фиксатора 6.
При необходимости разборки, вращая против часовой стрелки винт крепления 8 и удерживая конусный фиксатор 6 от вывертывания 8 из конусного фиксатора 6, выводят его из отверстия втулки 10. Поскольку в этом случае винт крепления 8 будет, вращаясь на резьбе втулки 10, двигаться вверх, то процесс разборки будет происходить также вдвое быстрее. После того, как посадочная цоверхность 5 конусного фиксатора 6 поднимется над поверхностью 4 втулки 2, конусный фиксатор 6 свертывают окончательно с винта крепления 8, затем винт крепления 8 вращают на два-три оборота, он снова утопает в отверстии втулки 2, затем производят переточку матрицы 1. Таким образом, описанный узел убыстряет сборку и разборку
указанных выше деталей конусных фиксаторов и дает надежное крепление их к узлам штампа.
В случае твердосплавных штампов, когда срок службы штампа в 15-20 раз выше как между переточками, так и до полного износа по сравнению со стальными штампами и надежность крепления съемной детали должна быть еще более высока, рекомендуется направление резьбы на головке винта 8 для крепления съемной детали исполнить соответствующим резьбе на стержне винта, но с дифференциальной разностью шагов основной резьбы на стержне и резьбы на головке, поскольку в этом случае дифференциальная разность шагов резьб даст еще большую надежность крепления. В этом случае щаг резьбы на головке меньще шага резьбы на стержне винта 8.
Предмет изобретения
1.Узел крепления сменных деталей преимущественно в щтампах, в частности вырубных, содержащий жестко закрепленные в сонрягаемых плитах одной из частей щтампа посадочную втулку нод хвостовик сменной детали и посадочную втулку под головку крепящего сменную деталь винта, ввернутого в ее хвостовик, отличающийся тем, что,
с целью упрощения изготовления, ускорения процесса сборки и повышения надежности крепления, головка винта и отверстие соответствующей посадочной втулки выполнены с резьбой, обеспечивающей их соединение, а
хвостовик сменной детали и отверстие соответствующей посадочной втулки выполнен равного и одинакового по длине каждой из этих деталей диаметра.
2.Узел по п. 1, отличающийся тем, что резьба на головке винта выполнена с направлением, противоположным направлению резьбы на стержне.
3.Узел по п. 1, отличающийся тем, что резьба на головке винта выполнена совпадающей по направлению с резьбой на стержне и меньшего шага.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1977 |
|
SU725748A1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ МОДУЛЕЙ | 1991 |
|
RU2014196C1 |
| Резьбовое соединение деталей с односторонним доступом | 1975 |
|
SU608016A1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2143755C1 |
| УЗЕЛ КРЕПЛЕНИЯ ДЕТАЛЕЙ К ПЛИТЕ ШТАМПА ВОЗМОЖНОСТЬЮ ИХ ОТНОСИТЕЛЬНОГО ПЕРЕМЕЩЕНИЯ | 1973 |
|
SU376150A1 |
| УСТРОЙСТВО КОНТРОЛЯ ПРИТОКА ФЛЮИДА В СКВАЖИНЕ | 2022 |
|
RU2798005C1 |
| Фиксатор | 1982 |
|
SU1049691A1 |
| Устройство для одновременной выпрессовки изношенной и запрессовки новой втулки в корпусную деталь | 1988 |
|
SU1687418A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Узел крепления сменной детали в штампе | 1974 |
|
SU709219A2 |