Изобретение относится к машиностроению, в частности к устройствам для разбор ки и сборки tuaiyHHO-поршневои группы
Цель ииОретения - повышение произ ВОДИТРЛЬН одновременным снижени ем м 1с)ллпс мког i и к инструкции
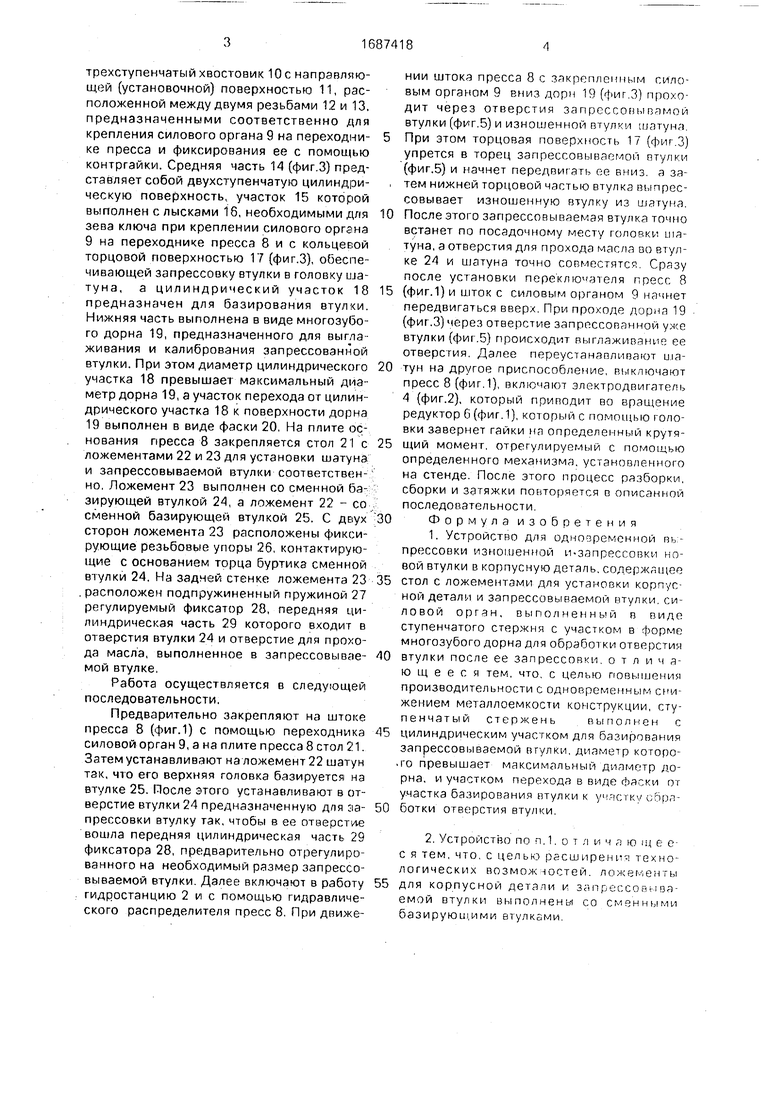
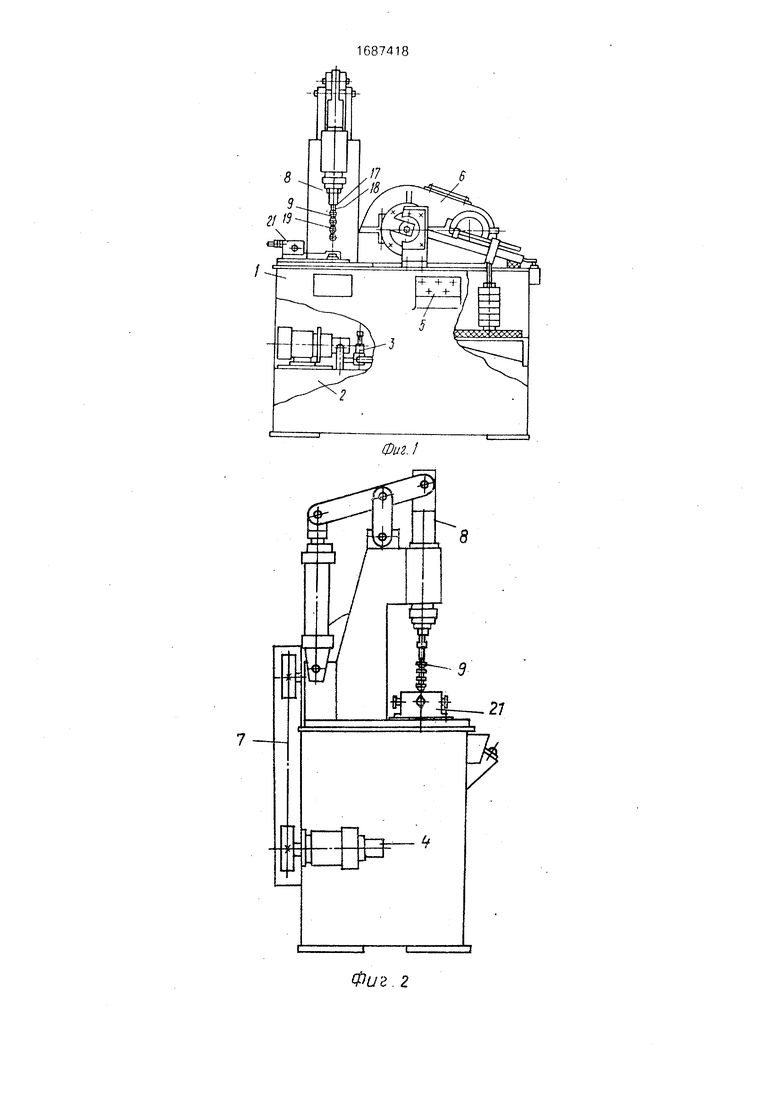
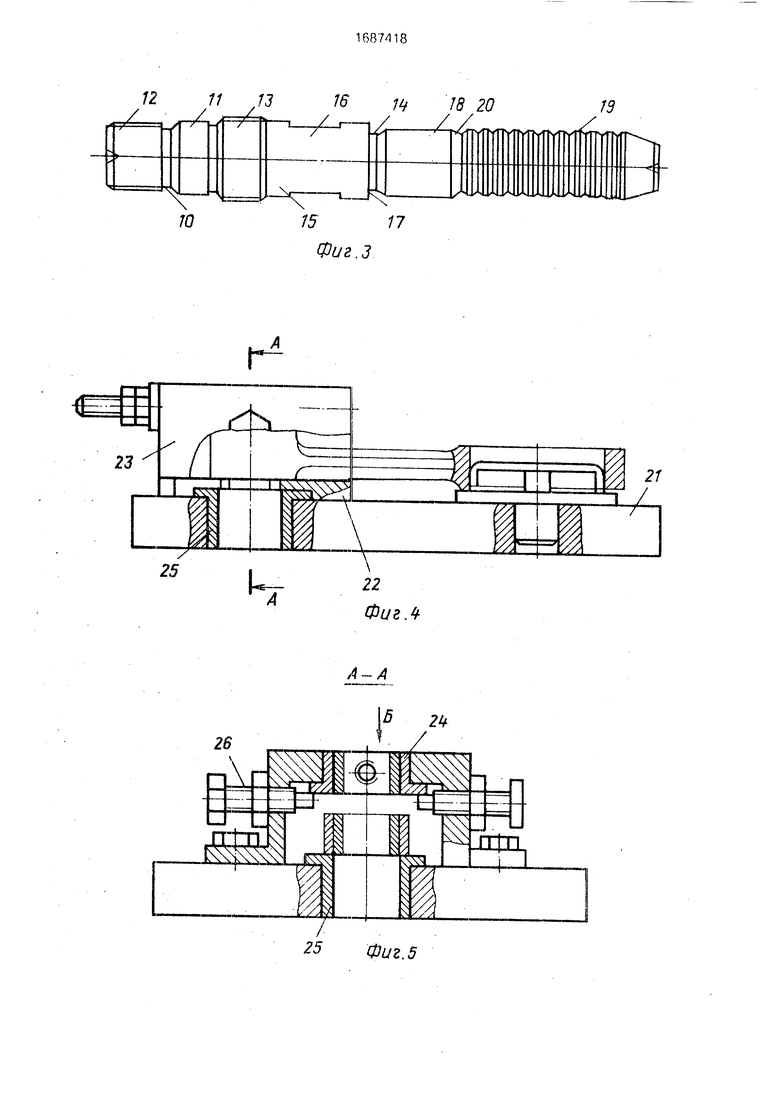
Няфиг 1 f1 едставлен стенд общий вид на фиг 2 то . пицслева на фиг 3 - сило вой орган оСщии пит. на фи 4 стол с ложементами для установки корпусной де тали и запрете OBLI i.jpinon втулки на фиг 5 сечение A A 1 иг 4 на фиг 6 - вид по стрелке Ь ня }иг 4
V с г роист со дтя одновременной вып рее совки ичиг ЖННРИ и запрессовки новой втулки Рко( 1,нук деталь смонтированоня стенде для рчтПсмжи i борки шатунов
(Фиг 1) состоящем из ггжпчм У JOHOU конструкции на котором PJ-II ч IML ни станция 2 с гидоооборудп1 н нем ° )/о двигатель 4 (фиг 2) с э ьтро1 гюручоюнием 5 (фиг 1) иловая р( ( .ч ч т- ми к предназначенная дня ье|1 ыьнни пек «элтп и HI f ri r л я нэ щ а я с и 0 о и д в у с i IP цилиндрическими коге ами анизмом для p iyfi poi i мента привод которог г злектро/1вигать я 4 г помг ной передачи 7 пресс 8 с. ri1 9
Силовой оггаь 9 нь поу пе нчатого стержня и сот ) с ти которая п,е,д(
rlH 1t l И V
| К ) ) т II I д У в с MI,
V Г -1,0 fin ( I IfI U f)
I MC
1 H КОМ
m
( П
o
00
1
;co
fe
r-
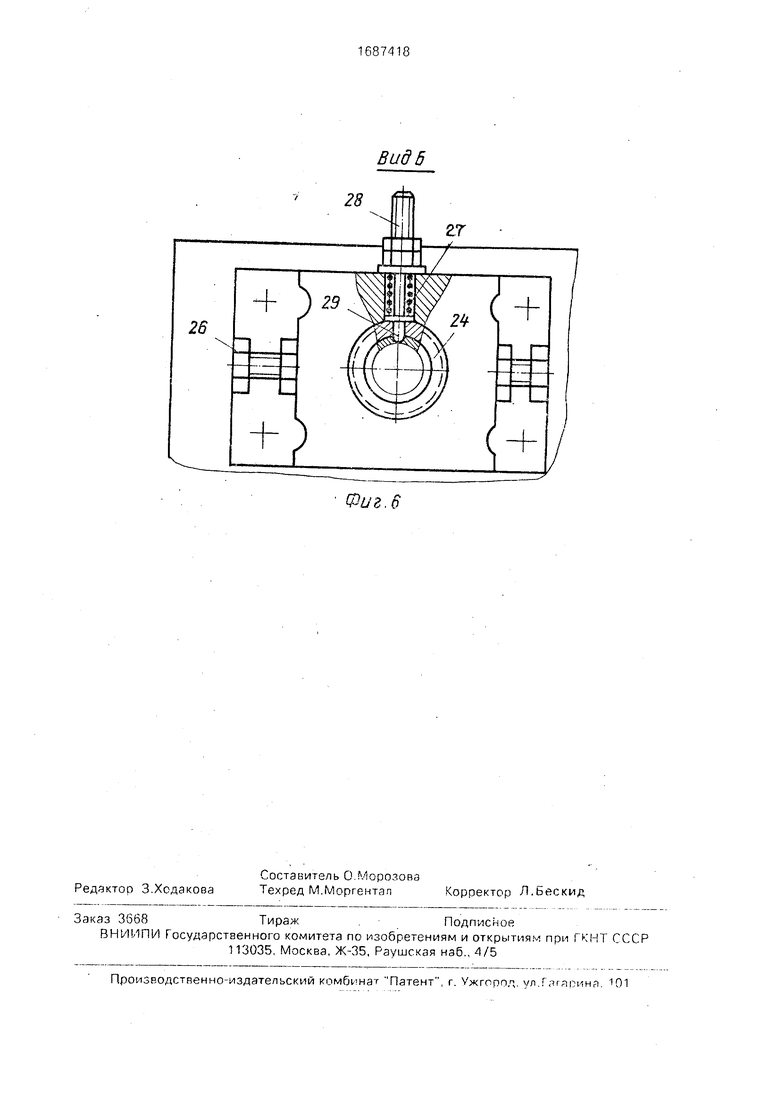
трехступенчатый хвостовик 10с направляющей (установочной) поверхностью 11, расположенной между двумя резьбами 12 и 13. предназначенными соответственно для крепления силового органа 9 на переходнике пресса и фиксирования ее с помощью контргайки. Средняя часть 14 (фиг.З) представляет собой двухступенчатую цилиндрическую поверхность, участок 15 которой выполнен с лысками 16, необходимыми для зева ключа при креплении силового органа 9 на переходнике пресса 8 и с кольцевой торцовой поверхностью 17 (фиг.З), обеспечивающей запрессовку втулки в головку шатуна, а цилиндрический участок 18 предназначен для базирования втулки. Нижняя часть выполнена в виде многозубо- го дорна 19, предназначенного для выглаживания и калибрования запрессованной втулки. При этом диаметр цилиндрического участка 18 превышает максимальный диаметр дорна 19, а участок перехода от цилиндрического участка 18 к поверхности дорна 19 выполнен в виде фаски 20. На плите основания пресса 8 закрепляется стол 21 с ложементами 22 и 23 для установки шатуна и запрессовываемой втулки соответственно. Ложемент 23 выполнен со сменной базирующей втулкой 24, а ложемент 22 - со сменной базирующей втулкой 25. С двух сторон ложемента 23 расположены фиксирующие резьбовые упоры 26. контактирующие с основанием торца буртика сменной втулки 24. На задней стенке ложемента 23 расположен подпружиненный пружиной 27 регулируемый фиксатор 28. передняя цилиндрическая часть 29 которого входит в отверстия втулки 24 и отверстие для прохода масла, выполненное в запрессовываемой втулке.
Работа осуществляется в следующей последовательности.
Предварительно закрепляют на штоке пресса 8 (фиг,1) с помощью переходника силовой орган 9, а на плите пресса 8 стол 21. Затем устанавливают на ложемент 22 шатун так, чю его верхняя головка базируется на втулке 25. После этого устанавливают в отверстие втулки 24 предназначенную для запрессовки втулку так, чтобы в ее отверстие вошла передняя цилиндрическая часть 29 фиксатора 28, предварительно отрегулированного на необходимый размер запрессовываемой втулки. Далее включают в работу гидростанцию 2 и с помощью гидравлического распределителя пресс 8. При движении штока пресса 8 с закрепленным силовым органом 9 вниз дорн 19 (Фиг.З) дит через отверстия запргссонывамои втулки (фиг.5) и изношенной втулки шатуна
При этом торцовая поверхность 17 (фиг 3) упрется в торец запрессовываемой втулки (фиг.5) и начнет передни ять ее вниз а за тем нижней торцовой частью втулка выпрес созывает изношенную втулку из шатуна
После этого запрессовываемая втулка точно встанет по посадочному месту головки шатуна, а отверстия для прохода масла во втулке 24 и шатуна точно совместятся Сразу после установки переключателя пресс Я
(фиг.1) и шток с силовым органом П начнет передвигаться вверх При проходе дорна 19 (фиг.З) через отверстие запрессованной у « о втулки (фиг.5) происходит выглаживание ее отверстия. Далее переустанавливают uiaтун на другое приспособление, выключают пресс 8 (фиг 1), включают электродвигатель 4 (фиг.2), который приводит во вращение редуктор 6 (фиг 1), который с помощью голо вки завернет гайки на определенный крутч
щий момент, отрегулируемыи с помощью определенного механизма, установленною на стенде. После этого процесс разборки, сборки и затяжки повторяется в описанной последовательности
Формула изобретения
1. Устройство для одновременной вь прессовки изношенной и-запресгпвки m вой втулки в корпусную деталь, содержащее
стол с ложементами для установки корпус ной детали и запрессовываемой втулки си л о в о и орган, выполненный в виде ступенчатого стержня с участком в форме многозубого дорнэ для обработки отверстия
втулки после ее запрессовки о т л и ч а ю щ е е г. я тем. что, с целью повышение производительности с одновременным спи жением металлоемкости конструкции, сту пенчаты и стерженьвыполнен с
цилиндрическим участком для базировании запрессовываемой втулки, диаметр которо ,го превышает максимальный диаметр до рна. и участком перехода в виде фаски от участка базирования втулки к уччслку
0 ботки отверстия втулки
2 Устройство по п 1 о т л и ч а ю щ г е с я тем, что с целью расширеш-ч логических возможностей ложементы 5 для корпусной детали и запрессон. ina емой втулки выполнены со сменными базирующими втулками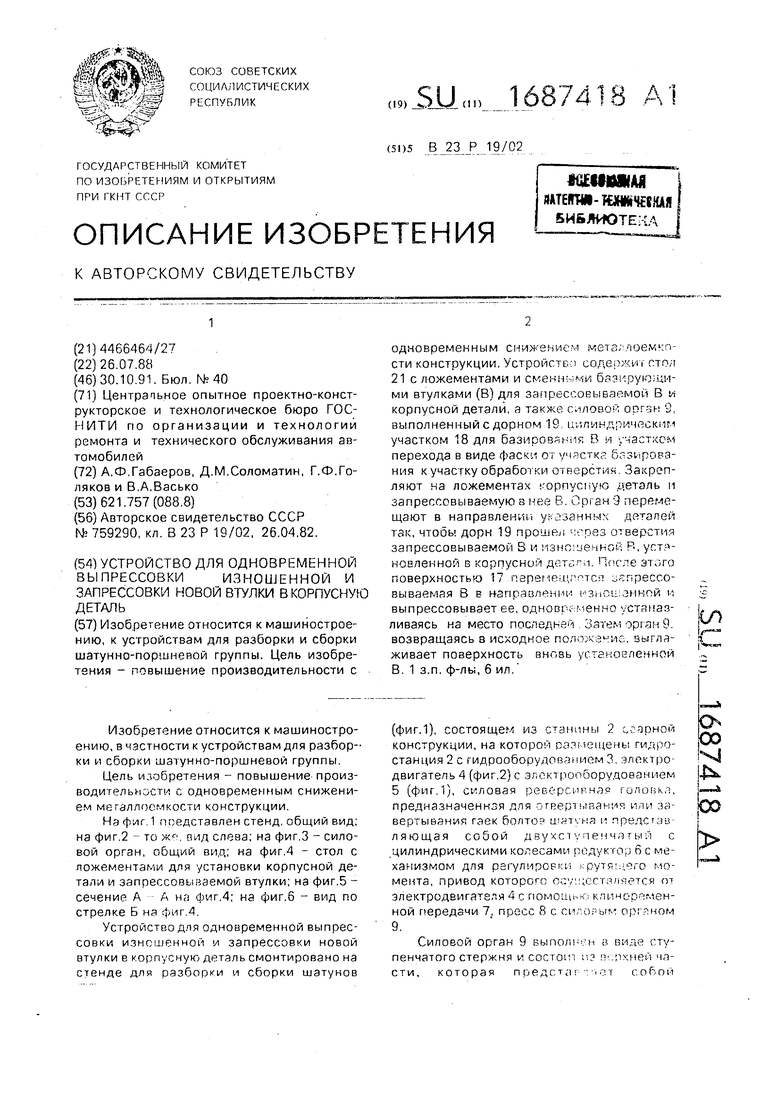
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВЕРХНЕЙ ГОЛОВКИ ШАТУНА | 2024 |
|
RU2841567C1 |
| Устройство для разборки и сборки прессовых соединений | 1990 |
|
SU1761430A1 |
| Устройство для двусторонней запрессовки втулок в корпусную деталь | 1987 |
|
SU1511044A1 |
| Устройство для запрессовки деталей типа втулок | 1987 |
|
SU1498600A1 |
| Устройство для запрессовки втулок в корпусные детали | 1986 |
|
SU1382635A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2036768C1 |
| Устройство для сборки запрессовкой | 1986 |
|
SU1355436A1 |
| Устройство для сборки деталей запрессовкой | 1980 |
|
SU921753A1 |
| СТАНОК ДЛЯ СБОРКИ ДЕТАЛЕЙ ЗАПРЕССОВКОЙ | 1994 |
|
RU2071898C1 |
| Устройство для запрессовки твердосплавных зубков | 1989 |
|
SU1754402A1 |
Изобретение относится к машинострое нию к устройствам для разборки и сборки шатунно-поршнепои группы Цель изобретения - повышение производительности с одновременным снижение MI i ,, СТИ КОНСТРУКЦИИ УстрОИГТ1 Lf f llli T 21 с ложементами и смени ми Ь . UP ми втулками (В) для Зсжпсс оп Б jf мои В и корпусной детали а onrjh, выполненный с дорнрм 19 i ипин,1. /4ijoKiifi участком 18 для базисов-- i i ia - см перехода в виде фаски о i уч IK -IIJ ./FI ния к участку обработки oi11 ,s Яакрзп ляют ча ложементах topnyn и°тэль и запрегговива мую в нее f },1гремр щают в направлении ур %лнни деталей так чтобы дорн ТЭпрошп. г,- запрессовываемое В и и н ° н f p гт новленной в ко/пусно ч Д i л. г поверхностью 17 n penei rr i ( о BbiBd Mafl В в нзп ,, i выпрессовыва эт е одногч ей1 л еглиам ливаясь на последьг 1 -,,- м возвращаясь в исходное гг - и иыг/ы живает поверхность внг,вь v L .еннсш В 1 з п ф-лы, 6 ил loo
8
Фиг 2
QD
CO
т
fССiЈ
N
/
/
1C,
м j
в
г
N
ш§
sS
«U
«N О. CM О
Ч
«5
///.
ж
77/7/7/
///////л
ч-} со
I
У////;
1ЛЛЧУ ///////7
т
O i
&
r1
i N
$
tr
«V
В ид В
Фиг. 6
| Авторское свидетельство СССР N-759290 кл В 23 Р 1C/0 260482 |
