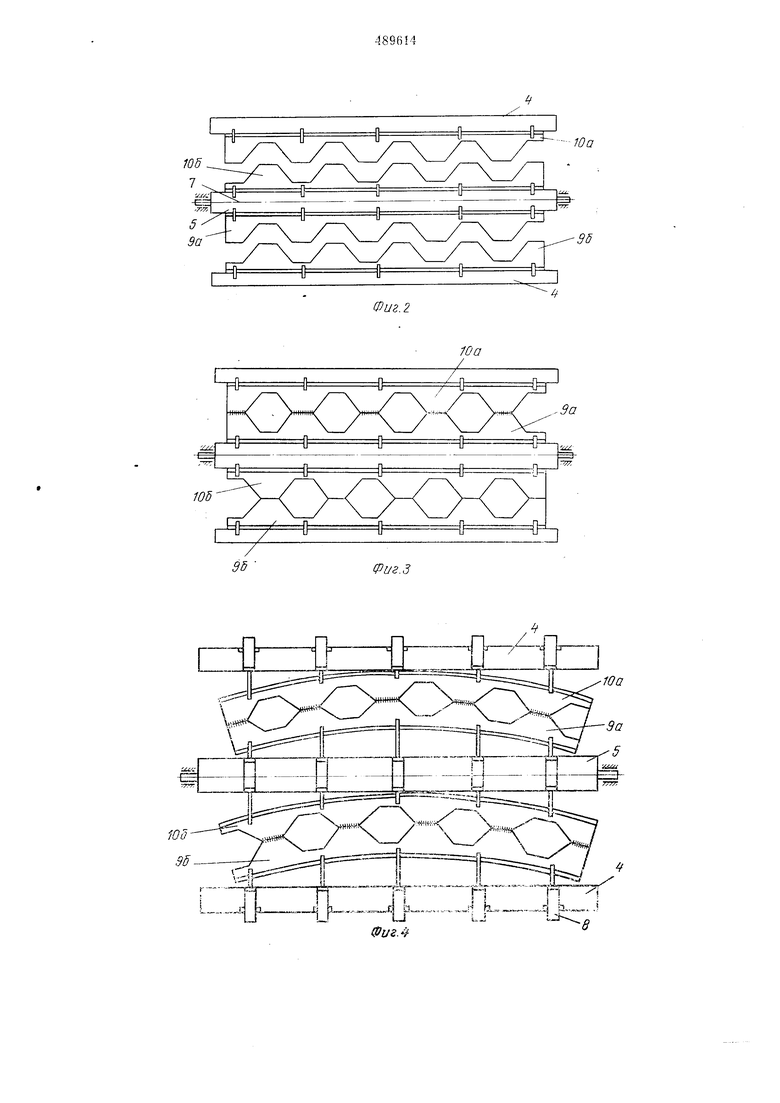
в направлении, поперечном оси симметрии / среднего поддерживающего элемента 5, и а расстояние, равное глубине ломанной .тинии реза и величине зазора для последующей сварки. Затем осуществляют поворот иа 180° вокруг оси 7 среднего поддерживающего элемеита 5 вместе с соединенными с ним полубалками 9а и 106. Получаемые таким образом новые балки, одна из которых составлена из полубалок 9а и 10а, а другая - из полубалок 96 и 106, имеют развитое по высоте сечение и отверстия в стенке, а также одинаковую длину без выступающи.х частей, которые подлежали бы обрезке. Собранные полубалки 9а, 10а и 96, 106 прихватывают, а затем окончательно сваривают.
При изготовлении криволинейных балок производят принудительное деформирование их разрезанных половин. Для этого па поддерживающие элементы 4 и 5 устанавливают съемные силовые механизмы 8, nanpiiMep домкраты двойного действия , которые с помощью захватов 6 соеднняют с балками 9 и 10. На время разрезки этих балок эти домкраты 8 удерживают в исходном положении, а после их разрезки раздвижки боковых поддерживающих элементов 4 н поворота на 180 среднего поддерлсивающего элемеита 5, осуЕ01
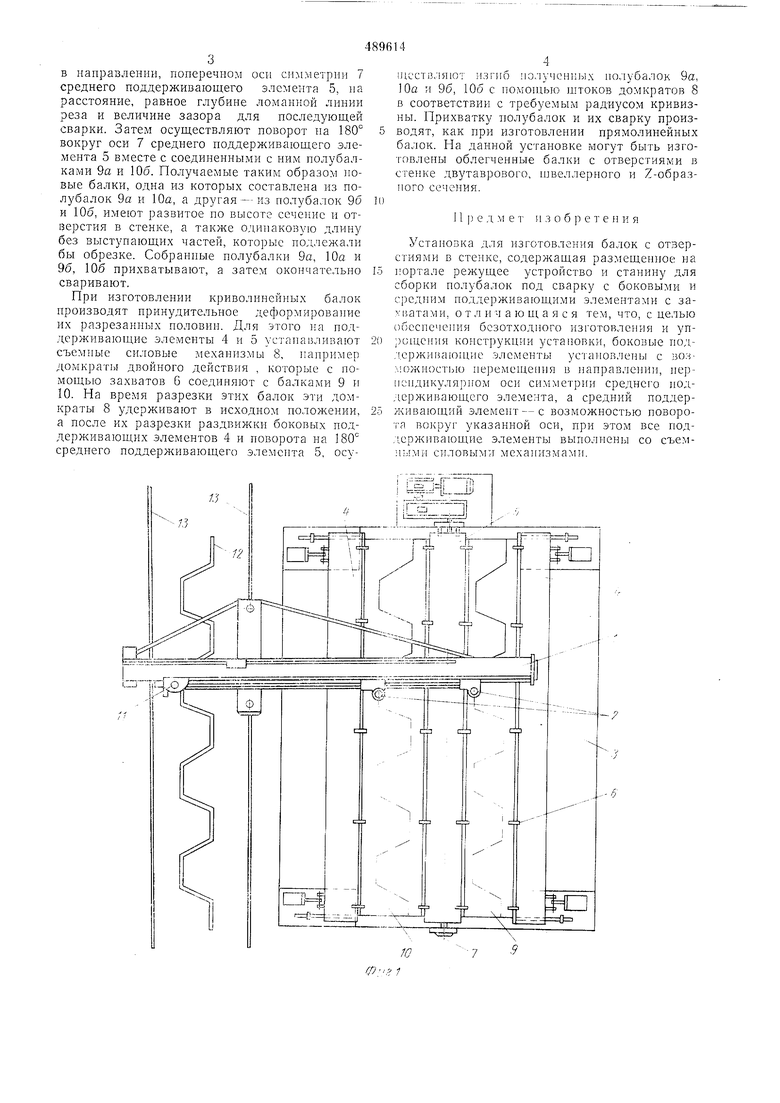
исств,1яют изгиб полученных по.лубалок 9а, 10а и 96, 106 с иомоидью щтоков домкратов 8 в соответствии с требуемым радиусом кривизны. Прихватку полубалок н их сварку производят, как при изготовлении прямолинейных балок. Па данной установке могут быть изготовлены облегченные балки с отверстиями в стенке двутаврового, п:веллерного и Z-образпого сечения.
11 р е д м е т и 3 о б р е т е н и я
УстаиоБка для изготовления балок с отверстиями в степке, содержащая размещенное на портале режущее устройство и станину для сборки полубалок под сварку с боковыми и средним подде)живающими элементами с заХ1 атами. о т л и ч а ю щ а я с я тем, что, с целью обеспечепия безотходного изготовления и упрощения конструкиии установки, боковые пол,лсржииающие .элементы установлены с во. можпостью перемещения в направлении, перпендикулярном осп симметрии среднего поддерживающего элемента, а средний поддерживающий элемепт-с возможностью поворота вокруг указанной оси, при этом все поддерживающие элементы выполпены со съемными силовыми меха гизмами.
-10 а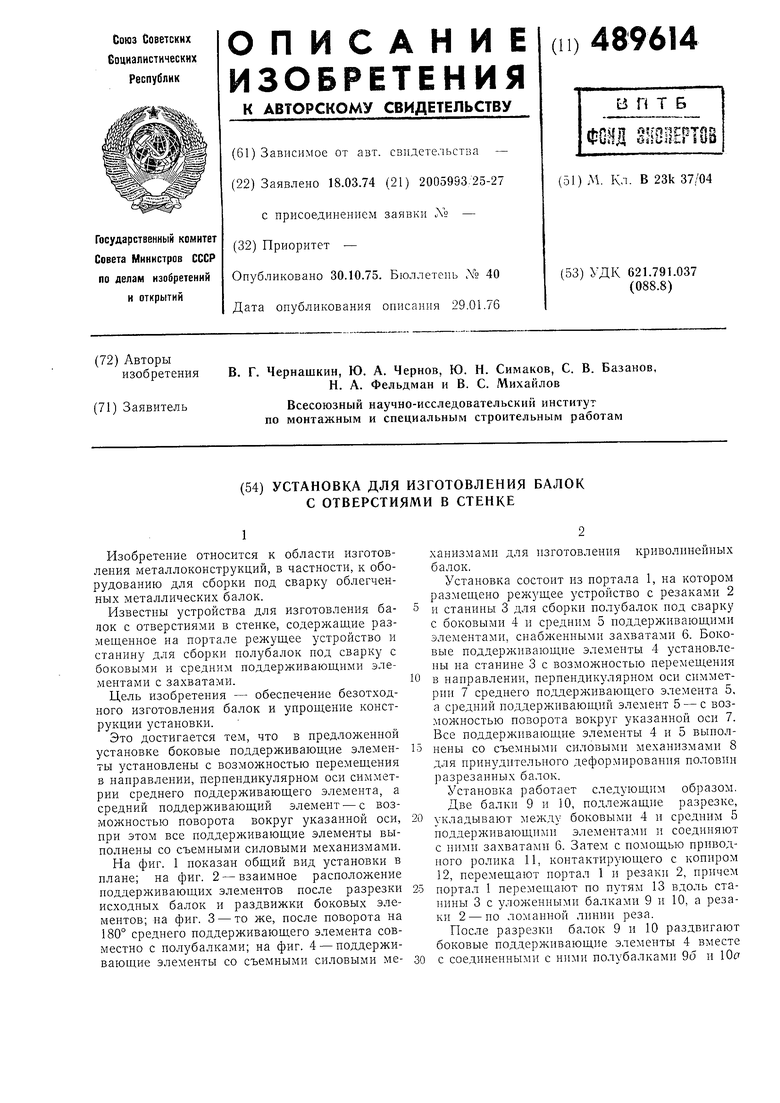
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовлениябАлОК C ОТВЕРСТияМи B CTEHKE | 1979 |
|
SU793737A1 |
| Установка для изготовления балок из профилей | 1987 |
|
SU1484536A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ МЕТАЛЛИЧЕСКОЙ БАЛКИ | 1992 |
|
RU2046902C1 |
| Способ изготовления облегченной металлической балки | 1990 |
|
SU1798457A1 |
| Установка для сборки и сварки балок с вырезами в стенке из двух полубалок | 1983 |
|
SU1140921A1 |
| Способ изготовления облегченных двутавровых балок | 1987 |
|
SU1488167A1 |
| Способ изготовления облегченной металлической балки | 1991 |
|
SU1795035A1 |
| Установка для изготовления балок | 1988 |
|
SU1613261A1 |
| Способ электродуговой сварки под флюсом изделий из двух частей,имеющих чередующиеся выступы и впадины | 1981 |
|
SU1031679A1 |
| СТРЕЛА РАБОЧЕГО ОБОРУДОВАНИЯ ФРОНТАЛЬНОГО ПОГРУЗЧИКА | 1992 |
|
RU2019629C1 |