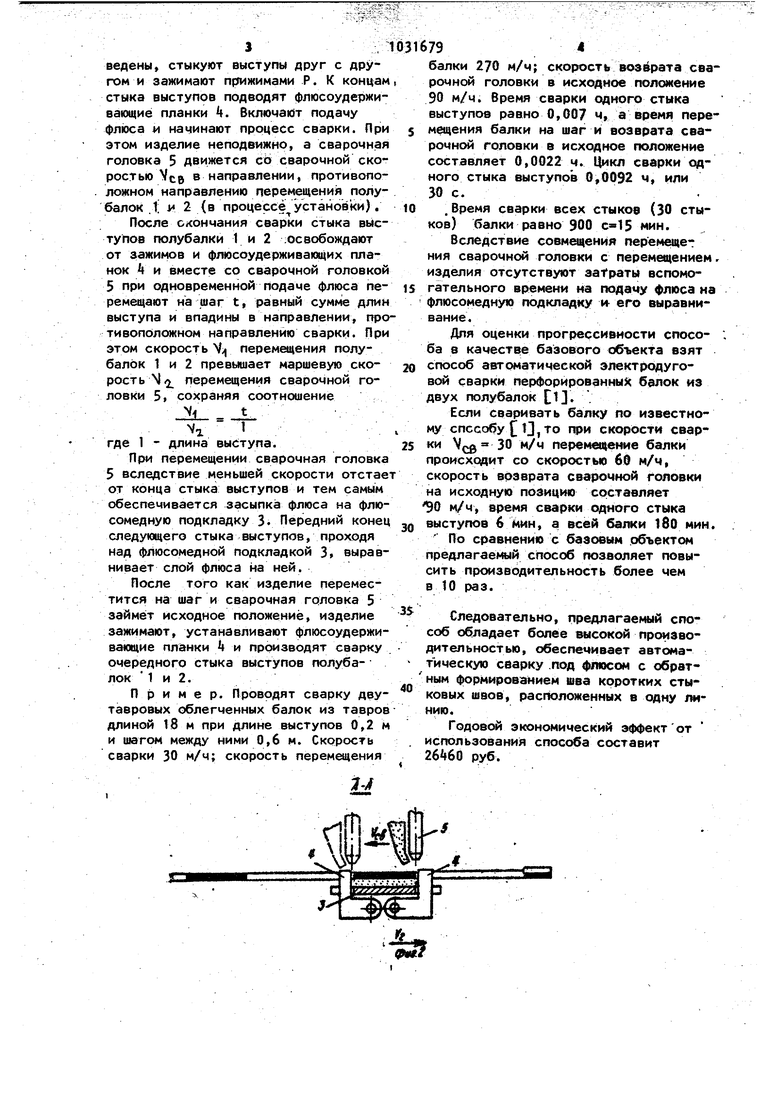
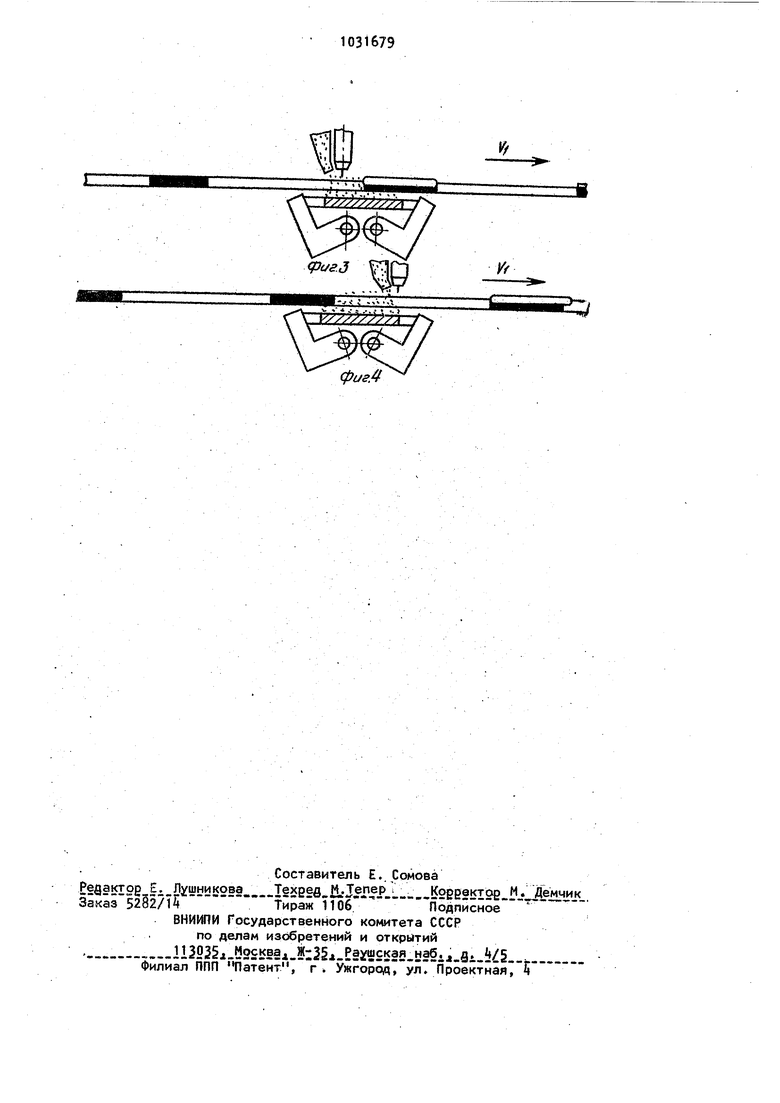
Фие.1 Изобретение относится к сварка и может быть использовано в различных отраслях, где требуется автоматическая электродуговая сварка под флюсом ряда коротких стыковых швов, расположенных в одну линию. Такие швы встречаются при изготовлении двутавровых балок с отверстиями в стенке, идущих на изготовление несущих балок однобалочных кранов, а также в строительстве при изготовле|Нии облегченных конструкций зданий. Существуют различные способы сварки коротких стыковых швов у двутавровых балок с оверстиями в стенке, собираемых из двух частей (полубалок), имеющих чередующиеся выступы и впадины в стенке и стыкуемых по вершинам выступов. Известен способ автоматической электродуговой сварки перфорированных балок из двух полубалок, по кото рому полубалки перемещают непрерывно со скоростью, превосходящей скорость сварки, а сварочную головку перемещают возвратно-поступательно так, что, когда она перемещается в ту же сторону, что и полубалки, ее скорость меньше скорости сварки, а когда сварочная головка возвращается назад в исходное положение, ее скорость больше скорости сварки Cl3 Недостаток способа заключается в том, что скорость перемещения полу балок зависит от скорости перемещения сварочной головки (скорость свар ки) , так как отношение скорости перемещения полубалок к скорости сварки должно быть равно 2. Кроме того, в случае сварки полубалок с обратным формированием шва (на медной подкладке или флюсовой по душке) при непрерывном их движении процесс сварки будет затруднен из-за :невозможности подачи флюса на медную подкладку или во флюсовую подушку. Наиболее близким к предлагаемому по технической сущности и достигаемо му эффекту является способ электродуговой сварки под флюсом изделий из двух , имеющих чередующиеся выступы и впадины, при котором детали собирают по вершинам выступов устанавливают свариваемый выступ над флюсоудержйвающим приспособлением и зажимают, после чего производят свар ку сварочной головкой, которую перемещают в процессе со скоростью свар ки . а на холостом ходу с маршевой скоростью, превышающей скорость сваркиС2. Однако способ обладает недостаточно высокой производительностью процесса изготовления балок за счет затрат вспомогательного времени на последовательное выполнение операций: установки флюсоудерживающего устройства, засыпки флюса на медную подкладку, возврат сварочной головки в исходное положение. Кроме .того, при сварке полубалок с обратным формированием шва невозможно обеспечить подачу .флюса на медную подкладку. При сварке длинномерных балок по этому способу возникают конструктивные сложности из-за перемацения сварочной головки на большие расстояния Цель изобретения - повьпиение производительности Труда за счет совмещения операций и автоматизации подачи флюса на флюсомедную подкладку. Поставленная цель достигается Тем, что в способе электродуговой сварки под флюсом изделий из двух частей, имеющих чередующиеся выступы и впадины, при котором детали собирают по вершинам выступов, устанавливают свариваемый выступ над флюсоудерживающим приспособлением и зажимают, после чего производят сварку сварочной головкой, которую перемещают в процессе сварки со скоростью сварки, а на холостом ходу с маршевой скоростью, превышающей скорость сварки. После сварки каждого выступа изделие освобождают от зажимов и вместе со сварочной головкой при одновременной подаче флюса перемещают на шаг, равный сумме длин выступа и впадины в направлении, противоположном направлению сварки со скоростью, превышающей маршевую скорость перемещения сварочной головки прямопропорционально отношению длины шага между выступами к длине выступа. На фиг. 1 изображено изделие над флюсоудерживающим приспособлением, вид в плане; на фиг. 2-А - сечение А-А на фиг. 1, в различные моменты выполнения операций способа. Сущность способа заключается в следующем. Перед началом сварки полубалки 1 и 2 своим выступом подают на флюсоудерживающее приспособление флюсомедную подкладку 3 и флюсоудерживаю щие. планки k, которые вначале разведены стыкуют выступы друг с другом и зажимают прижимами Р. К концам стыка выступов подводят флюсоудерживакяцие планки k. Включают подачу флюса и начинают процесс сварки. При этом изделие неподвижно, а сварочная головка 5 движется сЬ сварочной скоростью с в в направлении, противоположном направлению перемещени)ч полубалок .1; i 2 {в процессе установки). После скончания сварки стыка выступов полубалки 1 и 2 -освобождают от зажимов и флюсоудерживающих планок k и вместе со сварочной головкой 5 при одновременной Подаче флюса перемещают на шаг t, равный сумкю длин выступа и впадины в направлении, про тивоположном направлению сварки. При этом скорость V перемещения полубалок 1 и 2 превышает маршевую скорость N-2. перемацения сварочной головки 5, сохраняя соотношение j(i- 4Na 1 где 1 - длина выступа. При перемещении сварочная головка 5 вследствие меньшей скорости отстае от конца стыка выступов и тем самым обеспечивается засыпка флюса на флюсомедную подкладку 3. Передний конец следующего стыка выступов, проходя над флюсомедной подкладкой 3 выравнивает слой флюса на ней. После того как изделие переместится на шаг и сварочная головка 5 займёт исходное положение, изделие зажимают, устанавливают флюсоудерживающие планки k и производят сварку очередного стыка выступов полубалок 1 и 2. Пример. Проводят сварку двутавровых облегченных балок из тавров длиной 18 м при длине выступов 0,2 м и шагом между ними 0,6 м. Скорость сварки 30 м/ч; скорость перемещения балки 270 м/ч; скорость возврата сварочной головки в исходное положение 90 м/ч. Время сварки одного стыка выступов равно 0,007 ч, а время перемещения балки на шаг и возврата сварочнс головки в исходное положение составляет 0,0022 ч. Цикл сварки одного стыка выступов 0,0092 ч, или 30 с. .Время сварки всех стыков (30 стыков) балки равно 900 мин. Вследствие совмещения перемещен ния сварочной головки с перемещением изделия отсутствуют заграты вспомогательного времени на подачу флюса на флюсомедную подкладку и его выравнивание. Для оценки прогрессивности спосо- : ба в качестве базового объекта взят способ автстатической электродуговой сварки перфорированных балок из двух гюлубалок Если сваривать балку по известному спссс у fj, то при скорости сварки 30 м/ч перекющение балки происхсяит со скоростью 60 м/ч, скорость возврата сварочной головки на исходную позицию составляет ЭО м/ч, время сварки одного стыка выступов 6 йин, а всей балки 180 мин. По сравнению с базсюым объектом предлагаемый способ позволяет повысить производительность более чем в 10 раз. Следовательно, предлагаемый способ обладает более высокой проиэводительностью, обеспечивает автоматическую сварку .под флюсом с обратным формированием шва коротких стыковых швов, расположенных в одну пинию. Годовой экономический эффектот использования способа составит руб.
фиг.4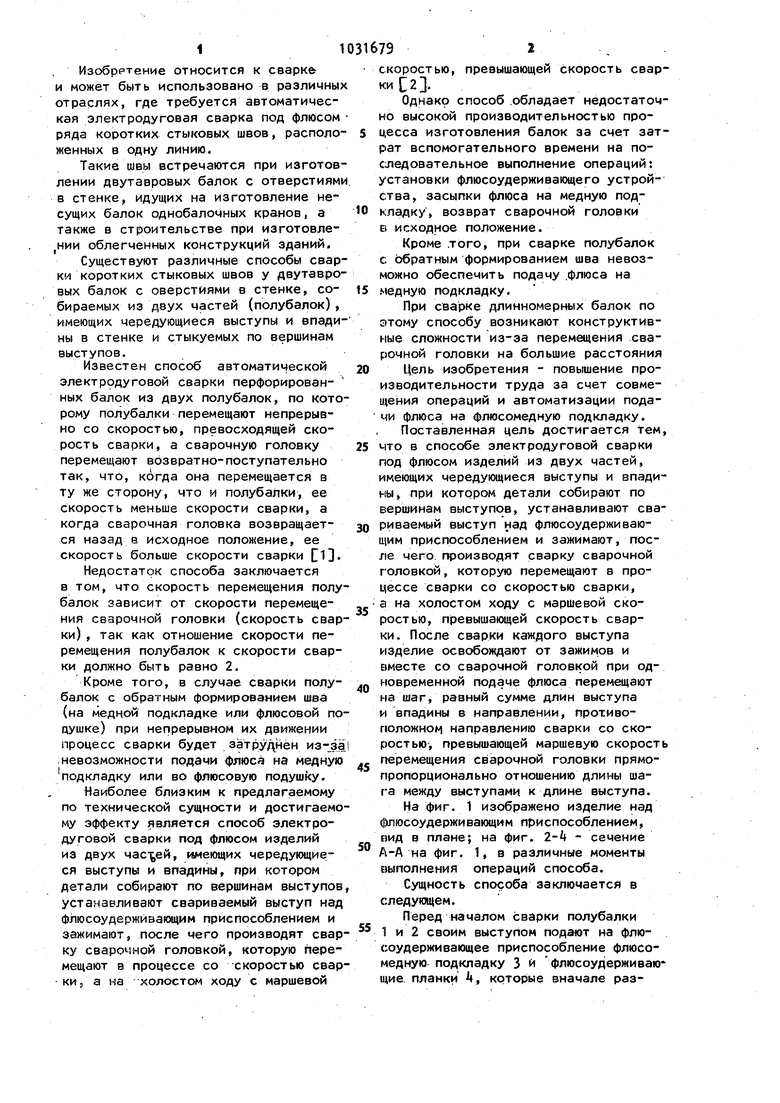
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки балок с вырезами в стенке из двух полубалок | 1983 |
|
SU1140921A1 |
| Способ изготовления облегченныхдВуТАВРОВыХ бАлОК | 1979 |
|
SU804297A1 |
| Способ изготовления облегченных двутавровых балок | 1987 |
|
SU1488167A1 |
| Поточная линия для изготовлениябАлОК C ОТВЕРСТияМи B CTEHKE | 1979 |
|
SU793737A1 |
| Способ изготовления облегченной металлической балки | 1991 |
|
SU1795035A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ МЕТАЛЛИЧЕСКОЙ БАЛКИ | 1992 |
|
RU2046902C1 |
| Способ изготовления облегченной металлической балки | 1990 |
|
SU1798457A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Способ изготовления балок с отверстиями в стенке | 1989 |
|
SU1722752A1 |
| Способ изготовления облегченных балок с отверстиями в стенке | 1982 |
|
SU1189965A1 |
СПОСОБ ЭЛЕКГРОДУГОВОЙ СВАРКИ ПОД ФДОСОМ ИЗДЕЛИЙ ИЗ ДВУХ ЧАСТЕЙ, ИМЕЮЩИХ ЧЕРЕДУЮЩИЕСЯ ВЫСТУПЫ И ВПАДИНЫ, при котором детали собирают по вершинам выступов, устанавливают свариваемый выступ над флюсоудерживающнм приспособлением и зажимают, после чего производят сварку сварочной головкой, которую перемещают в процессе сварки со скоростью сварки, а на холостом ходу - с маршевой скоростью, превышающей скорость сварки отличающийся тем, что, с целью повышения производительности, после сварки каждого выступа изделие освобождают от зажимов и вместе со сварочной головкой при сдновременной гюдаче флюса перемещают на шаг, равный сумме длин выступа и впадины в направлении, противоположном направлению сварки, со скоростью, превышающей маршевую скорость перемещения сварочной головки прямопропорционально отношению длины шага между выступами к длине выступа.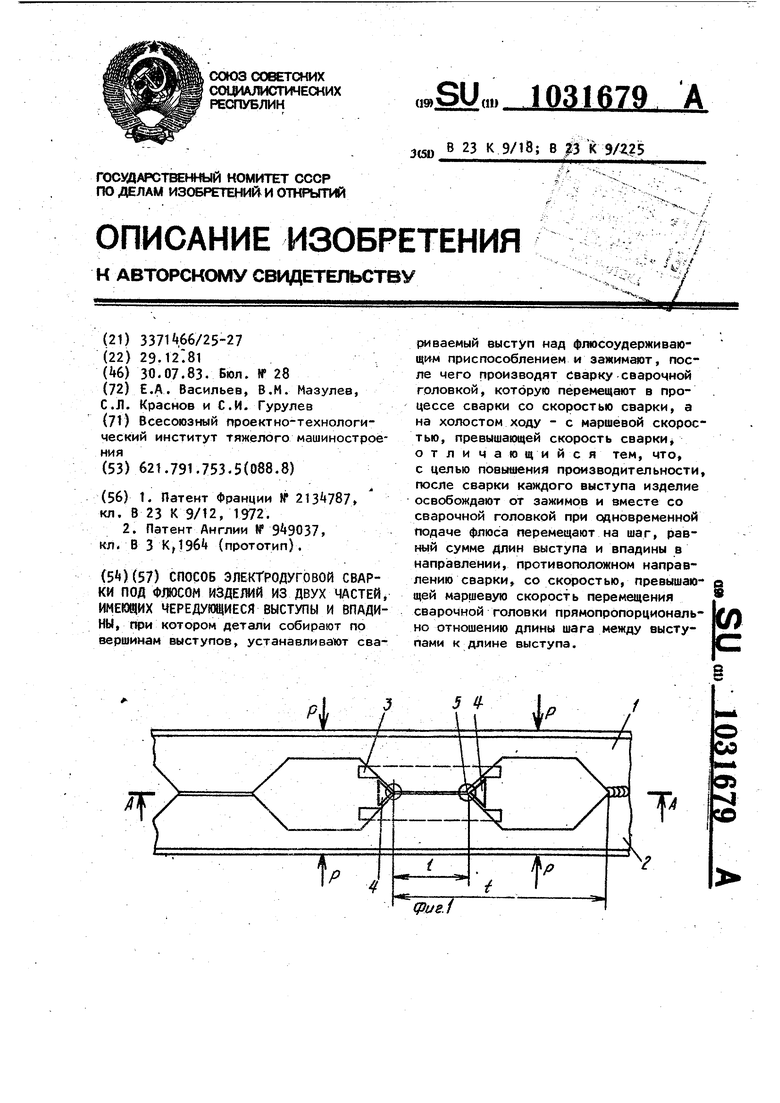
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Франции № кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент Англии № , кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
