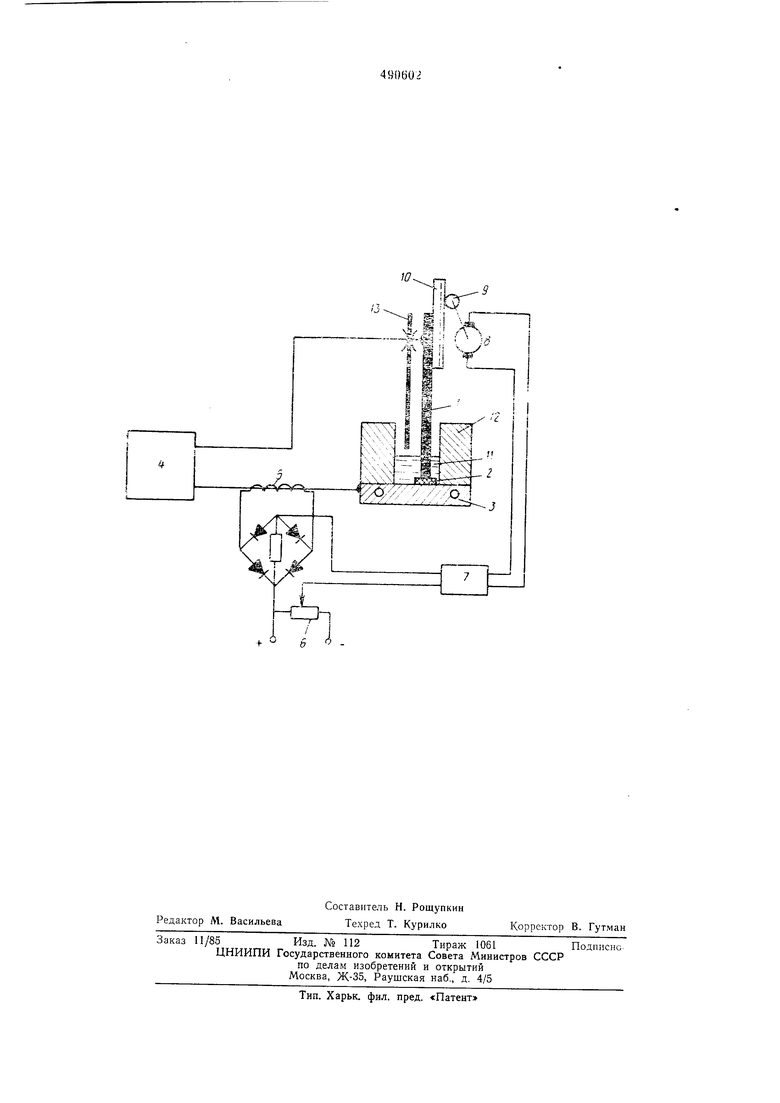
сварочный трансформатор 4, ненлавящнйся электрод /, подложка 2, сварочное нриспособление 3.
Подложка 2 плавится вследств-ие большой плотности тока, металл ее растекается, возникает дуговой процесс. Ток, нротекаюни-1Й в сварочной цепи, в этот момент имеет значение больше заданного. В результате возникает рассогласование между напряжением, пропордиональпым действительному току в сварочной цепи, и измеряемым с помощью трансформатора тока 5, п требуемым значением тока, напряжение .пропорциональное которому устанавливается с помощью потенциометра 6. Возиикшее рассогласование при включеииом следящем приводе усиливают усилителем 7 и подают на двигатель 8, который начинает вращаться и приводит во вращение зубчатое колесо 9, перемещающее зубчатуи) рейку 10 и жестко связанный с нею неплавящийся электрод / вверх, увеличивая расстояние между неплавящимся электродом / и сварочным приспособлением 3. В результате такого перемещения дуговой процесс прекратится, но может прерваться и ток в сварочной цепи, если выделенного тепла недостаточно для расплавления флюса 11. Если ток прерывается, то иа входе усилителя 7 появляется сигнал рассогласования противоположной полярности, который после усиления усилит:лем 7 поступит иа двигатель 8 в виде напряжения обратной полярности, что заставит двигатель вращаться в противоположном направлении и перемещать связанные с ним зубчатое колесо 9, рейку 10 и неплавящийся электрод / вниз до замыкания с подложкой 2. В результате такого перемещения возникнет короткое замьжание и дуговой процесс, тепло которых будет нагревать флюс //.
После нескольких автоматически происходящих периодических замыкании и размыканий неплавящегося электрода / с плавящейся подложкой 2 выделится тепло, достаточное для раснлавления флюса // и иеревод.1
его в электропроводное состояние, после чего теп.чо будет вы.деляться в результате электрои лакового процесса.
По истечеиии времени расплавления флюса и подогрева кромок свариваемого изделия
12 до температуры плавления, неилавящийся электрод/ выводят из щлаковой ванны 11 и одновременно пускают электродную проволоку 13. В случае чрезмерного повышения тока в цепи, что возможно при коротком замыкапни, следящая система отрывает электрод ог сварочного приспособления, исключая тем самым возннкновение длительных коротких замыканий.
Предмет изобретения
1.Способ наведения шлаковой ванны при электрошлаковой сварке, при котором нагрев шлака до состояння проводимости осуществл я ют за счет джоулева тепла и тепла дуги при протекании тока через закорачиваемые неплавящийся электрод и сварочное приспособление, подключеиные к различным полюсам источника питания, отличающийся тем, что, с целью автоматизации процесса, повышения надежности, исключения длительных коротких замыканий электрода, закорачивание неплавящегося электрода со сварочны.1 приспособление.м нроизводят с частотой I -
2 гц, причем перемещение электрода во время закорачиваний осуцдествляют следящим приводом по току.
2.Способ по п. 1, отличающийся тем, что иаведенне шлаковой ванны осуществляют при
значении сварочного тока в цепи следящего привода 100-200 а.
Ю
Th
f ; F4.y
т Л
Tiii v
.j
т.
«- i 6 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки | 1978 |
|
SU753572A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| Способ легирования металла при электрошлаковом процессе | 1974 |
|
SU538861A1 |
| Способ электрошлаковой сварки комбинированными электродами | 1978 |
|
SU753571A1 |
| СПОСОБ СВАРКИ С ПОМОЩЬЮ КОРОТКОГО ЗАМЫКАНИЯ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2217275C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2006 |
|
RU2321482C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ (ВАРИАНТЫ), СПОСОБ ПОДВОДА РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ ПОДАВАЕМОЙ СВАРОЧНОЙ ПРОВОЛОКИ В СВАРОЧНУЮ ВАННУ (ВАРИАНТЫ) | 2000 |
|
RU2211752C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Устройство для дуговой сварки переменным током | 1982 |
|
SU1423314A1 |
| СИНЕРГЕТИЧЕСКАЯ СИСТЕМА СВАРКИ | 2006 |
|
RU2345873C2 |