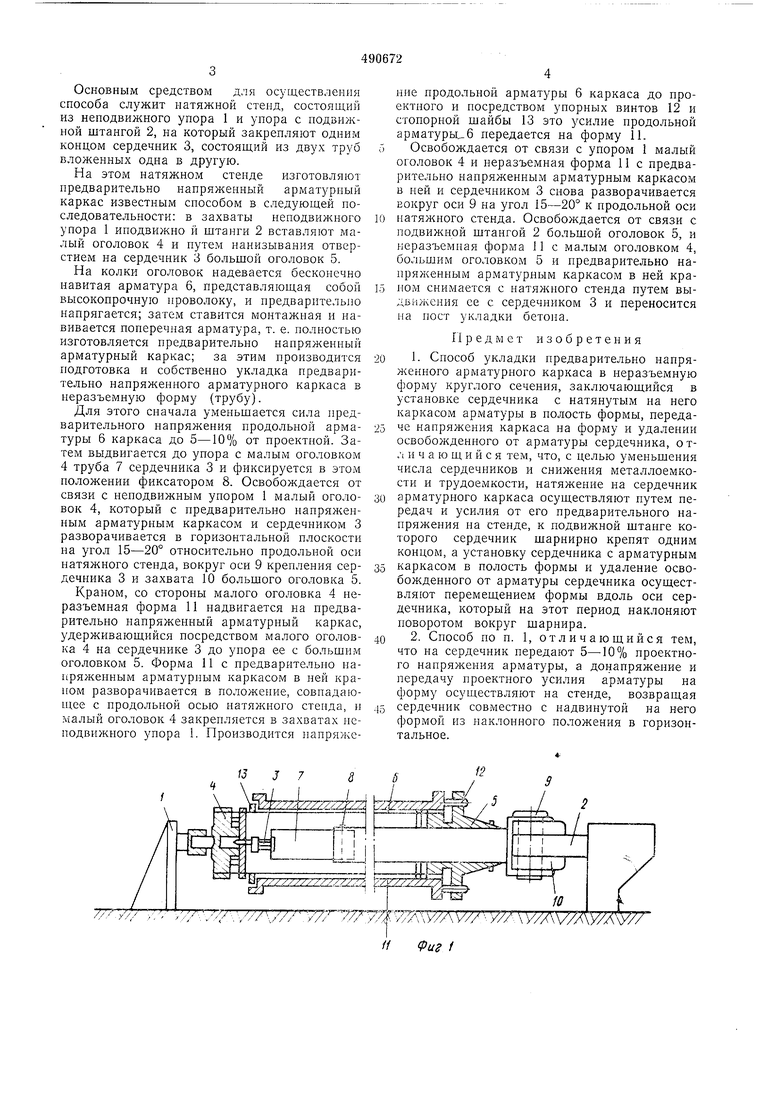
Основным средством для осуществления способа служит натяжной стенд, состоящий из неподвижного упора 1 и упора с подвижной штангой 2, на который закрепляют одним концом сердечник 3, состоящий из двух труб вложенных одна в другую.
На этом натяжном стенде изготовляют предварительно напряженный арматурный каркас известным способом в следующей последовательности: в захваты неподвижного упора 1 иподвижно и щтанги 2 вставляют малый оголовок 4 и путем нанизывания отверстием на сердечник 3 большой оголовок 5.
На колки оголовок надевается бесконечно навитая арматура 6, представляющая собой высокопрочную проволоку, и предварительно напрягается; затем ставится монтажная и навивается поперечная арматура, т. е. полностью изготовляется предварительно напряженный арматурный каркас; за этим производится подготовка и собственно укладка предварительно напряженного арматурного каркаса в неразъемную форму (трубу).
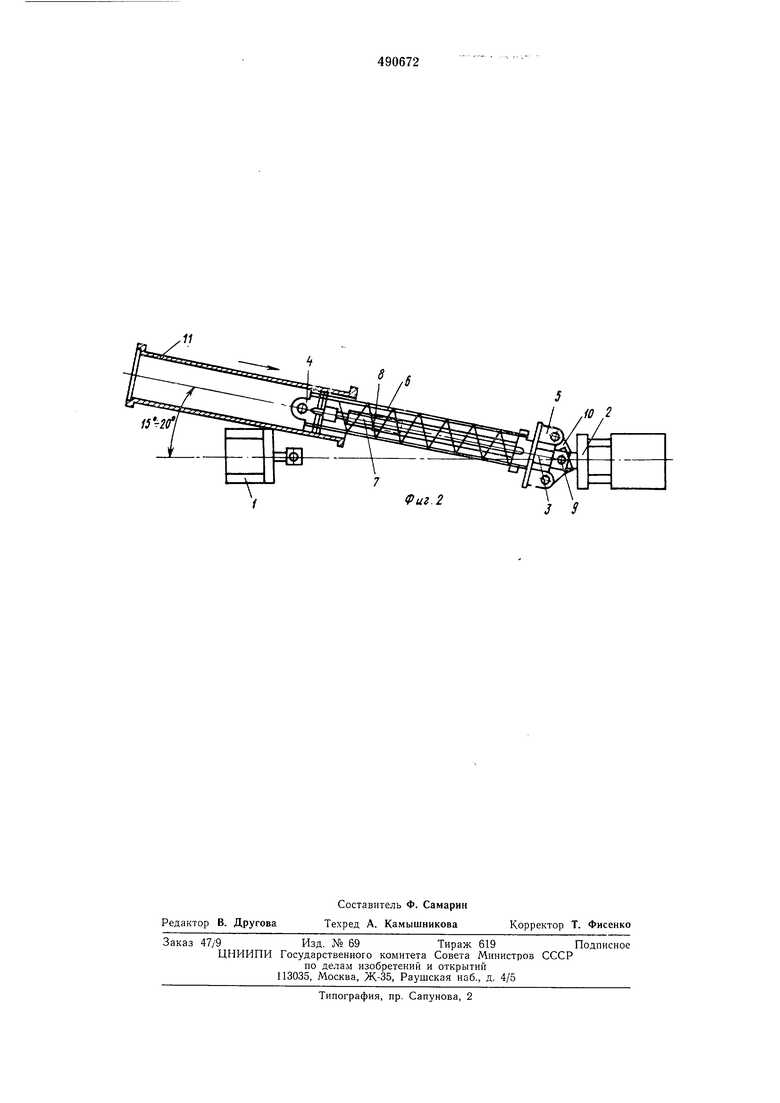
Для этого сначала уменьшается сила предварительного нанряжения продольной арматуры 6 каркаса до 5-10% от проектной. Затем выдвигается до упора с малым оголовком 4 труба 7 сердечника 3 и фиксируется в этом положении фиксатором 8. Освобождается от связи с ненодвижным упором 1 малый оголовок 4, который с предварительно напряженным арматурным каркасом и сердечником 3 разворачивается в горизонтальной плоскости на угол 15-20° относительно продольной оси натяжного стенда, вокруг оси 9 крепления сердечника 3 и захвата 10 большого оголовка 5. Краном, со стороны малого оголовка 4 неразъемная форма И надвигается на предварительно напряженный арматурный каркас, удерживающийся посредством малого оголовка 4 на сердечнике 3 до упора ее с большим оголовком 5. Форма 11 с предварительпо напряженным арматурным каркасом в ней краном разворачивается в положение, совпадающее с продольной осью натяжного стенда, н малый оголовок 4 закренляется в захватах неподвижного упора 1. Производится напряжение продольной арматуры 6 каркаса до проектного и носредством упорных винтов 12 и стопорной шайбы 13 это усилие нродольной арматурьиб передается на форму 11.
Освобождается от связи с упором 1 малый оголовок 4 и неразъемная форма 11 с предварительно напряженным арматурным каркасом в ней и сердечником 3 сиова разворачивается вокруг оси 9 на угол 15-20° к продольной оси
натяжного стенда. Освобождается от связи с подвижной штангой 2 большой оголовок 5, и неразъемная форма 11 с малым оголовком 4, большим оголовком 5 и нредварительно напряженным арматурным каркасом в ней краном снимается с натяжного стенда нутем выдвижения ее с сердечником 3 и переносится на пост укладки бетона.
Предмет изобретения
1- Способ укладки предварительно напряженного арматурного каркаса в неразъемную форму круглого сечения, заключающийся в установке сердечника с натянутым на него каркасом арматуры в полость формы, передаче напряжения каркаса на форму и удалении освобожденного от арматуры сердечника, от.I и ч а ю щ и и с я тем, что, с целью уменьшения числа сердечников и снижения металлоемкости и трудоемкости, натяжение на сердечник
арматурного каркаса осуществляют путем передач и усилия от его предварительного напряжения иа стенде, к подвижной штанге которого сердечник шарнирно крепят одним концом, а установку сердечника с арматурным
каркасом в полость формы и удаление освобожденного от арматуры сердечника осуществляют перемещением формы вдоль оси сердечника, который на этот период наклоняют поворотом вокруг шарнира.
2. Способ по п. 1, отличающийся тем, что на сердечник передают 5-10% проектного напряжения арматуры, а донапряжение и передачу проектного усилия арматуры на форму осуществляют на стенде, возвращая
сердечник совместно с надвинутой на него формой из наклонного положения в горизонтальное.
// Фиг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления арматурных проволочных каркасов на оголовках формы | 1987 |
|
SU1414946A2 |
| Способ изготовления предварительно напряженных железобетонных изделий | 1985 |
|
SU1323685A1 |
| Предварительно напряженная железобетонная свая и способ ее изготовления | 1991 |
|
SU1768708A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОНАБИВНОЙ СВАИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2076173C1 |
| УДАРОСТОЙКАЯ ЗАБИВНАЯ СВАЯ | 2017 |
|
RU2656648C1 |
| СВАЯ | 1992 |
|
RU2024683C1 |
| Установка для изготовления арматурных каркасов | 1990 |
|
SU1738977A1 |
| СПОСОБ ВОЗВЕДЕНИЯ ОГОЛОВКА ТОНКОЙ ШПУНТОВОЙ СТЕНКИ | 1991 |
|
RU2022085C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ КОЛОННЫ И ЕЕ ОГОЛОВКА | 2005 |
|
RU2308585C2 |
| Способ изготовления предварительно напряженных железобетонных свай | 1986 |
|
SU1382912A1 |