Изобретение относится к изготовлению аоматурных каркасов, в частности касается установок для их изготовления, и может быть использовано на заводах сборного железобетона.
Известно устройство для изготовления арматурных каркасов, включающее планшайбу, сварочные электроды и тележку с приводом 1. Недостаток этого устройства - отсутствие необходимой в процессе изготовления каркаса регулировки величины уг- ла принудительного закручивания изготовленной части каркаса в зависимости от ее длины.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для изготовления арматурных каркасов, включающее вращающуюся планшайбу, сварочное и тяговое устройства 2. Основной недостаток указанного устройства - повышенная металлоемкость, обусловленная конструктивным выполнением тягового устройства. Изготовленные каркасы имеют относительно низкую надежность из-за их винтообразного скручивания в процессе сварки.
Цель изобретения - уменьшение металлоемкости и повышение надежности путем устранения скручивания каркаса.
Предлагаемая установка для изготовления арматурных каркасов, включающая вращающуюся планшайбу, сварочное и тяговое устройства, снабжена оголовком, а планшайба выполнена с фигурным пазом и центральным отверстием для размещения в нем с возможностью осевого перемещения оголовка, при этом последний выполнен с ложементами для размещения продольной
VI CJ 00 Ч) Ч VI
арматуры и осевым отверстием и снабжен механизмом захвата в виде размещенного в осевом отверстии вала и закрепленных на нем прижима и штыря, входящего в фигурный паз планшайбы.
Использование в предлагаемой установке выдвигаемого в осевом направлении оголовка, снабженного ложементами для продольной арматуры, расположенными со- осно с ложементами планшайбы, позволяет достичь поставленной цели, а именно достигаемое такой конструкцией фиксированное положение продольной арматуры в зоне сварки исключает ее угловое смещение от инерционных нагрузок от вращаю- щегося каркаса и от усилия предварительного натяжения навиваемой поперечной арматуры, а также позволяет снизить металлоемкость предлагаемой установки.
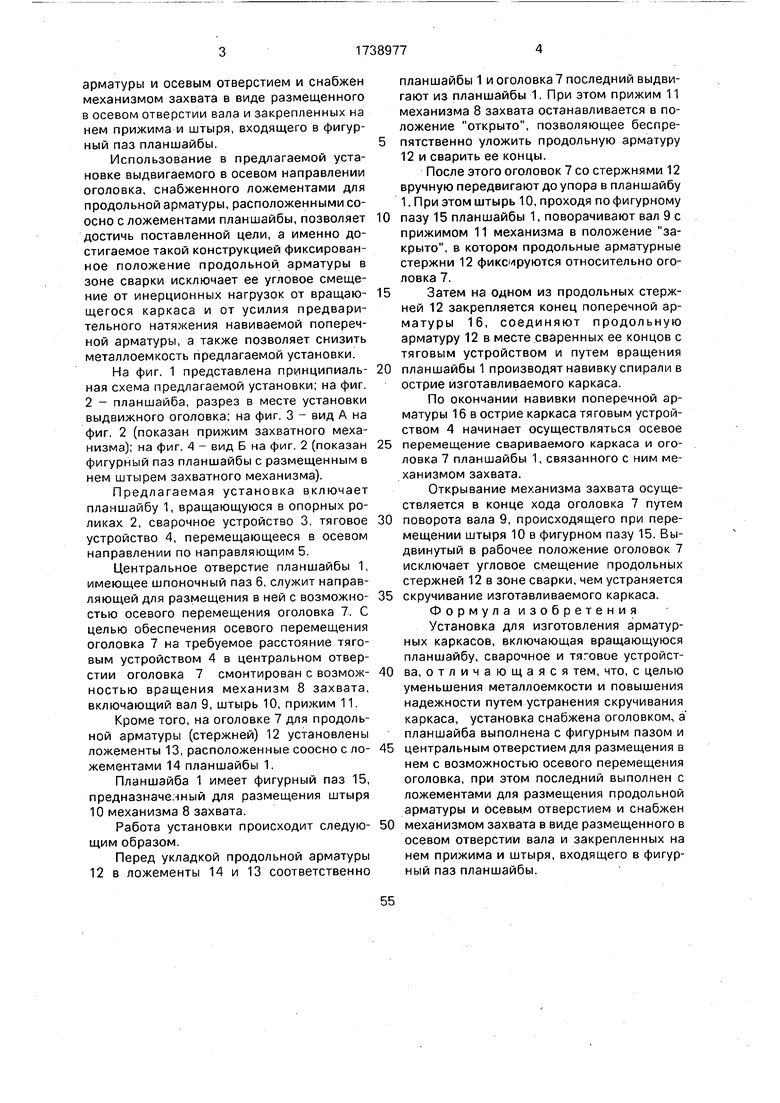
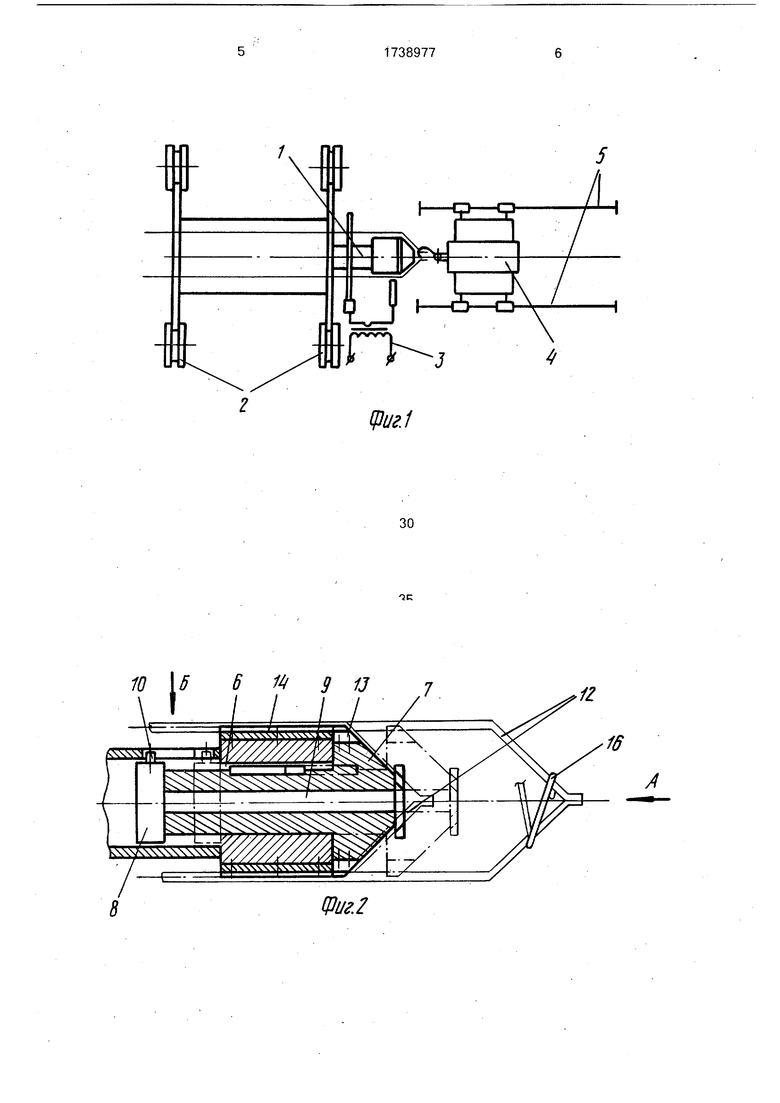
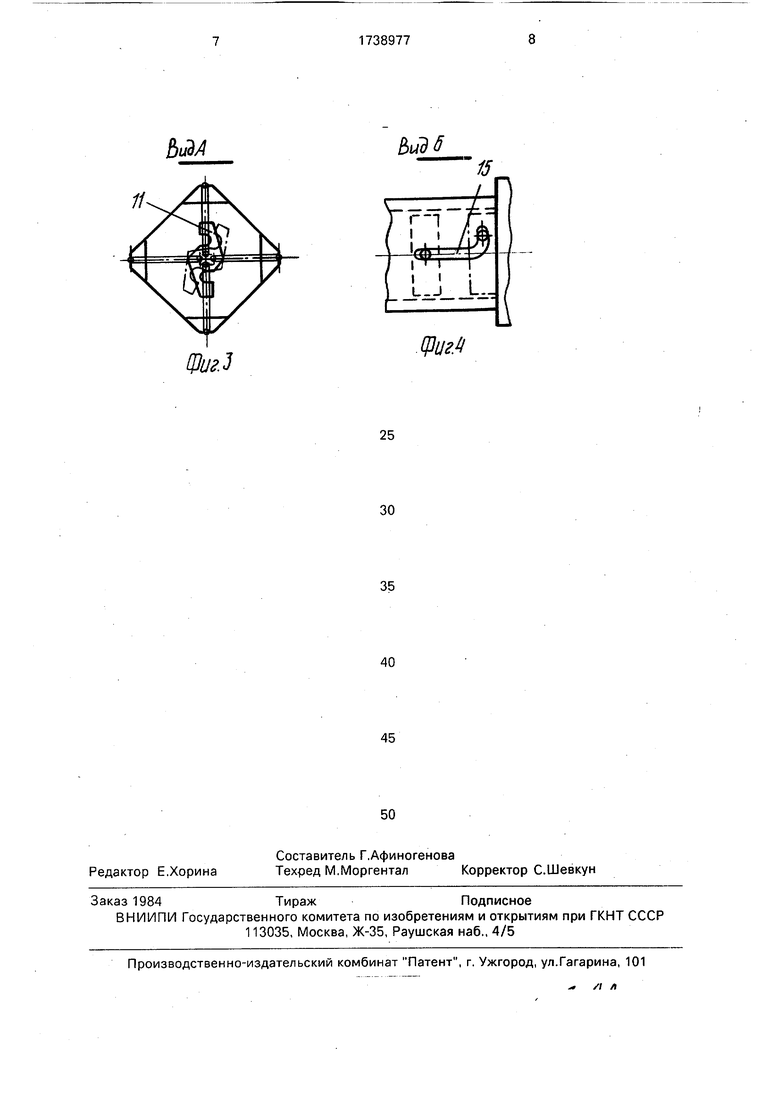
На фиг. 1 представлена принципиаль- ная схема предлагаемой установки; на фиг. 2 - планшайба, разрез в месте установки выдвижного оголовка; на фиг. 3 - вид А на фиг. 2 (показан прижим захватного механизма); на фиг. 4 - вид Б на фиг. 2 (показан фигурный паз планшайбы с размещенным в нем штырем захватного механизма).
Предлагаемая установка включает планшайбу 1, вращающуюся в опорных роликах 2, сварочное устройство 3, тяговое устройство 4, перемещающееся в осевом направлении по направляющим 5.
Центральное отверстие планшайбы 1, имеющее шпоночный паз 6, служит направляющей для размещения в ней с возможно- стью осевого перемещения оголовка 7. С целью обеспечения осевого перемещения оголовка 7 на требуемое расстояние тяговым устройством 4 в центральном отверстии оголовка 7 смонтирован с возмож- ностью вращения механизм 8 захвата, включающий вал 9, штырь 10, прижим 11.
Кроме того, на оголовке 7 для продольной арматуры (стержней) 12 установлены ложементы 13, расположенные соосно с ло- жементами 14 планшайбы 1.
Планшайба 1 имеет фигурный паз 15, предназначенный для размещения штыря 10 механизма 8 захвата.
Работа установки происходит следую- щим образом.
Перед укладкой продольной арматуры 12 в ложементы 14 и 13 соответственно
планшайбы 1 и оголовка 7 последний выдвигают из планшайбы 1. При этом прижим 11 механизма 8 захвата останавливается в положение открыто, позволяющее беспрепятственно уложить продольную арматуру 12 и сварить ее концы.
После этого оголовок 7 со стержнями 12 вручную передвигают до упора в планшайбу 1. При этом штырь 10, проходя по фигурному пазу 15 планшайбы 1, поворачивают вал 9 с прижимом 11 механизма в положение закрыто, в котором продольные арматурные стержни 12 фиксируются относительно оголовка 7.
Затем на одном из продольных стержней 12 закрепляется конец поперечной арматуры 16, соединяют продольную арматуру 12 в месте сваренных ее концов с тяговым устройством и путем вращения планшайбы 1 производят навивку спирали в острие изготавливаемого каркаса.
По окончании навивки поперечной арматуры 16 в острие каркаса тяговым устройством 4 начинает осуществляться осевое перемещение свариваемого каркаса и оголовка 7 планшайбы 1, связанного с ним механизмом захвата.
Открывание механизма захвата осуществляется в конце хода оголовка 7 путем поворота вала 9, происходящего при перемещении штыря 10 в фигурном пазу 15. Выдвинутый в рабочее положение оголовок 7 исключает угловое смещение продольных стержней 12 в зоне сварки, чем устраняется скручивание изготавливаемого каркаса.
Формула изобретения
Установка для изготовления арматурных каркасов, включающая вращающуюся планшайбу, сварочное и тя-овое устройства, отличающаяся тем, что, с целью уменьшения металлоемкости и повышения надежности путем устранения скручивания каркаса, установка снабжена оголовком, а планшайба выполнена с фигурным пазом и центральным отверстием для размещения в нем с возможностью осевого перемещения оголовка, при этом последний выполнен с ложементами для размещения продольной арматуры и осевым отверстием и снабжен механизмом захвата в виде размещенного в осевом отверстии вала и закрепленных на нем прижима и штыря, входящего в фигурный паз планшайбы.
5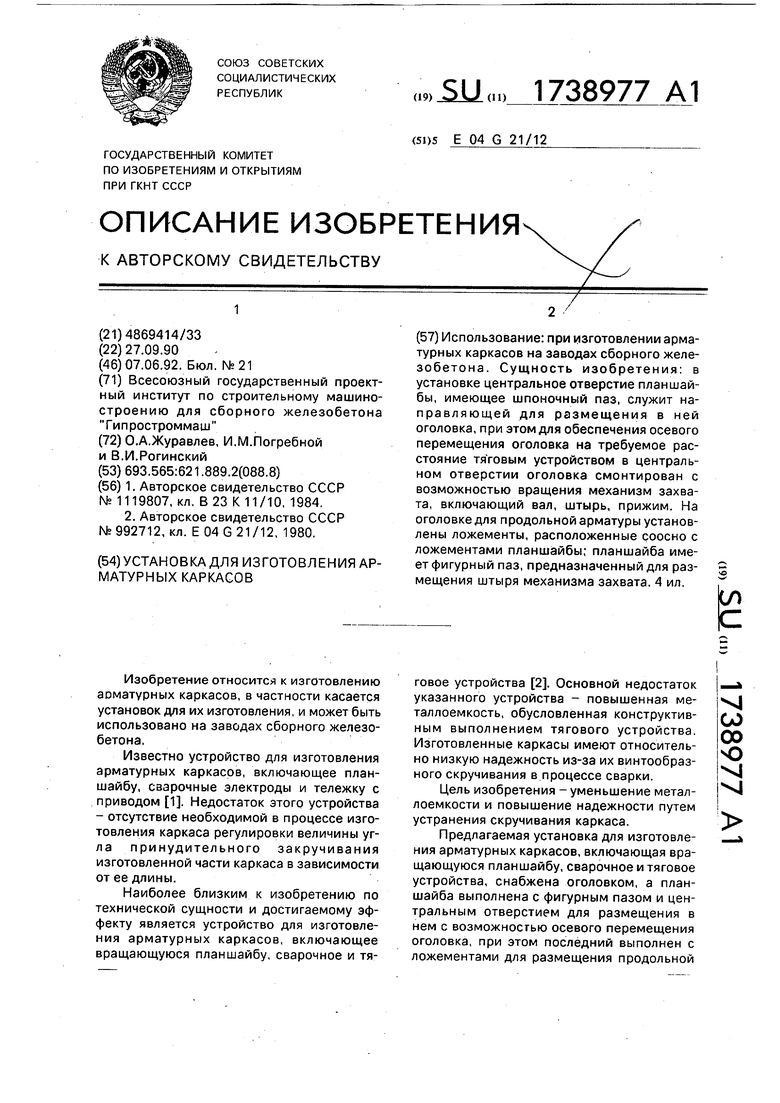
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Установка для изготовления пространственных каркасов | 1987 |
|
SU1440647A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1101337A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1977 |
|
SU711259A1 |
| Устройство для изготовления арматурных каркасов труб | 1988 |
|
SU1512698A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Установка для изготовления арматурных каркасов | 1980 |
|
SU992712A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU315554A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU361847A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1109289A1 |
Использование: при изготовлении арматурных каркасов на заводах сборного железобетона. Сущность изобретения: в установке центральное отверстие планшайбы, имеющее шпоночный паз, служит направляющей для размещения в ней оголовка, при этом для обеспечения осевого перемещения оголовка на требуемое расстояние тя говым устройством в центральном отверстии оголовка смонтирован с возможностью вращения механизм захвата, включающий вал, штырь, прижим. На оголовке для продольной арматуры установлены ложементы, расположенные соосно с ложементами планшайбы; планшайба имеет фигурный паз, предназначенный для размещения штыря механизма захвата. 4 ил. Ё
№«/
ЪйА
11
ЩигЗ
№5
15
L.
ФигМ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1983 |
|
SU1119807A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для изготовления арматурных каркасов | 1980 |
|
SU992712A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
