Изобретение относится к строительству, а именно к производству длинномерных предварительно напряженных железобетонных изделий, например колонн зданий и сооружений, центрифугированием.
Цель изобретения - обеспечение требуемой точности размеров по длине изделий.
На фиг. I показано устройство для осуществления предложенного способа; на фиг. 2-5 - схемы последовательно выполняемых этапов реализации способа.
Устройство для осуш,ествления способа имеет переднюю бабку 1 стенда и заднюю бабку 2, на которых соответственно установлен натяжной подвижный оголовок 3 и упорный неподвижный оголовок 4. На стен- ;де смонтированы специальные устройства 5 для фиксации разделителей 6 перпендикулярно продольной оси каркаса. В пазах оголовок 3 и 4 разделителей 6 установлены напрягаемые арматурные стержни 7. Устройство снабжено измерительным приспособлением 8.
На стенд для изготовления арматурного каркаса устанавливают оголовки формы, при этом на передней бабке 1 стенда устанавливают подвижный оголовок 3, а на задней бабке - 2 неподвижный оголовок 4. На специальные устройства 5 устанавливают разделители 6, снабженные пазами по числу напрягаемых арматурных стержней 7 изделия и разделенные между собой вкладышем, имеющим карманы для прохода напрягаемых арматурных стержней 7.
Устройства 5 фиксируют разделители 6 перпендикулярно продольной оси каркаса и выполнены так, что они перемещают разделители 6 вдоль каркаса в заданное положение.
Для точного определения положения разделителя 6 устройство снабжено измерительным приспособлением 8, позволяющим измерять расстояние от торца неподвижного оголовка 4 до формующей плоскости разделителя 6.
В пазы оголовков 3, 4 и разделителей 6 устанавливают напрягаемые стержни 7, производят контрольное натяжение арматурных стержней 7, превыщающее требуемое удлинение на 5-8%, с выдержкой при этом натяжении в течение 0,5-1 мин, а затем снимают напряжение до требуемой величины.
После этого устанавливают разделители 6 в проектное положение и фиксируют на
0
напрягаемой продольной арматуре 7, затем натяжение уменьшают ,до монтажного усилия, необходимого для навивки спиральной арматуры. При этом величина усилия натяжения напрягаемых стержней при навивке спиральной арматуры должна составлять 45-50% от требуемой величины натяжения, а разделители 6 смещаются на величину А и Д2 в сторону оголовка 4.
После установки монтажных колец устанавливают ненапрягаемую продольную арматуру каркаса и закладные детали, производят навивку спиральной арматуры и готовый каркас устанавливают в нижнюю полуформу. Далее производят заполнение бето5 ном нижней полуформы, установку верхней полуформы и сбалчивание. Затем осуществляют натяжение продольной арматуры при помощи натяжного оголовка 3 до расчетной величины натяжения, при этом зафиксированные на напрягаемой арматуре раз0 делители занимают в форме заданное положение.
После процесса центрифугирования и термообработки изделия извлекают из формы, 5 разрезают продольную напрягаемую арматуру в карманах разделителей 6, отделяют изделия друг от друга и освобождают разделители, которые после очистки и смазки используют для последующих циклов.
Способ позволяет изготовить методом 0 центрифугирования в одной форме несколько предварительно напряженных железобетонных изделий, например колонн.
Формула изобретения
5 Способ изготовления предварительно напряженных железобетонных изделий в формах, включающий сборку арматурного каркаса, натяжение стержней продольной арматуры и установку разделителей с их фиксацией на напряженных стержнях армату ры, отличающийся тем, что, с целью обеспечения требуемой точности размеров по длине изделий, вначале устанавливают напрягаемую продольную арматуру каркаса и разделители, затем производят натяжение
5 арматуры до заданной величины удлинения и фиксацию разделителей на стержнях арматуры, после чего снижают степень натяжения арматуры до усилия, необходимого для навивки спиральной арматуры, затем устанавливают и фиксируют продольную
0 ненапряженную и спиральную арматуру, после чего увеличивают степень натяжения арматуры до первоначальной величины.
Йгг.5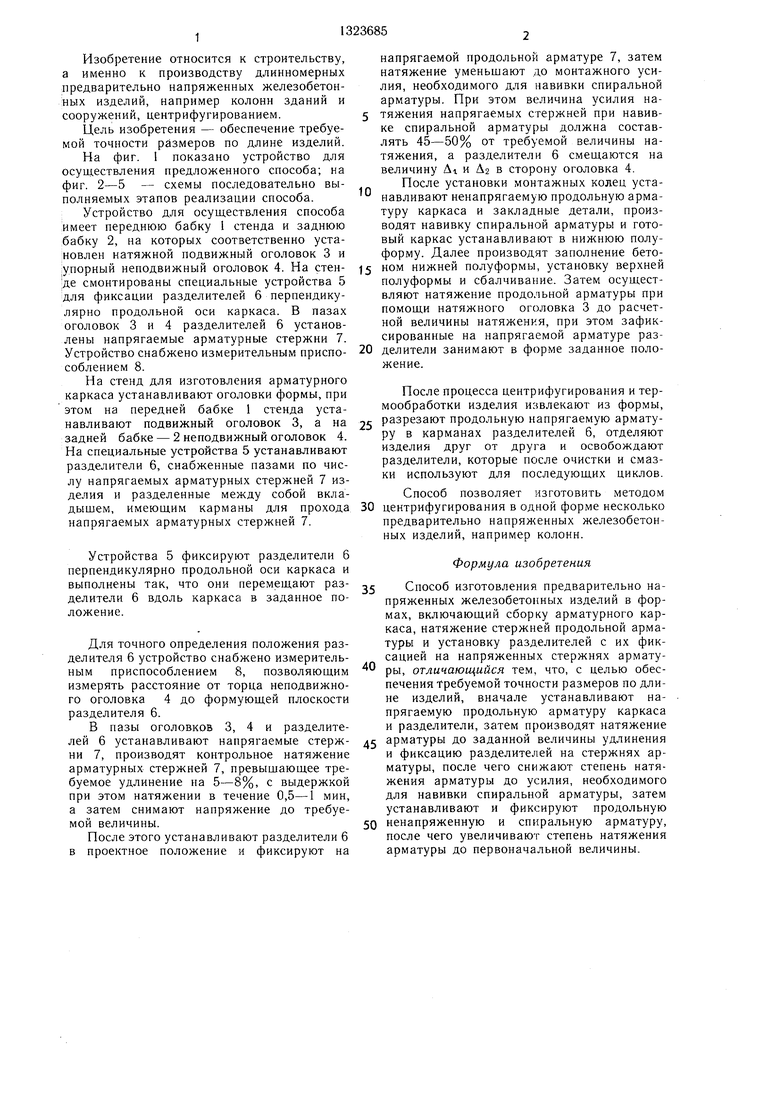
Изобретение относится к производству длинномерных предварительно напряженных железобетонных изделий, например колонн зданий и сооружений, центрифугированием. Цель изобретения - обеспечение требуемой точности размеров по длине изделий. Сначала производят сборку арматурных элементов 7 каркаса и устанавливают на них разделители 6, затем удлиняют арматурные элементы 7 до требуемой величины и фиксируют разделители 6. После фиксации разделителей 6 снимают натяжение на 45-50% от требуемого напряжения, устанавливают остальную продольную ненапряженную и спиральную арматуру и производят натяжение арматурных элементов до требуемой величины. 5 ил. (О СП 6 58 ferj gjf фиг.1 00 to 00 О5 оо ел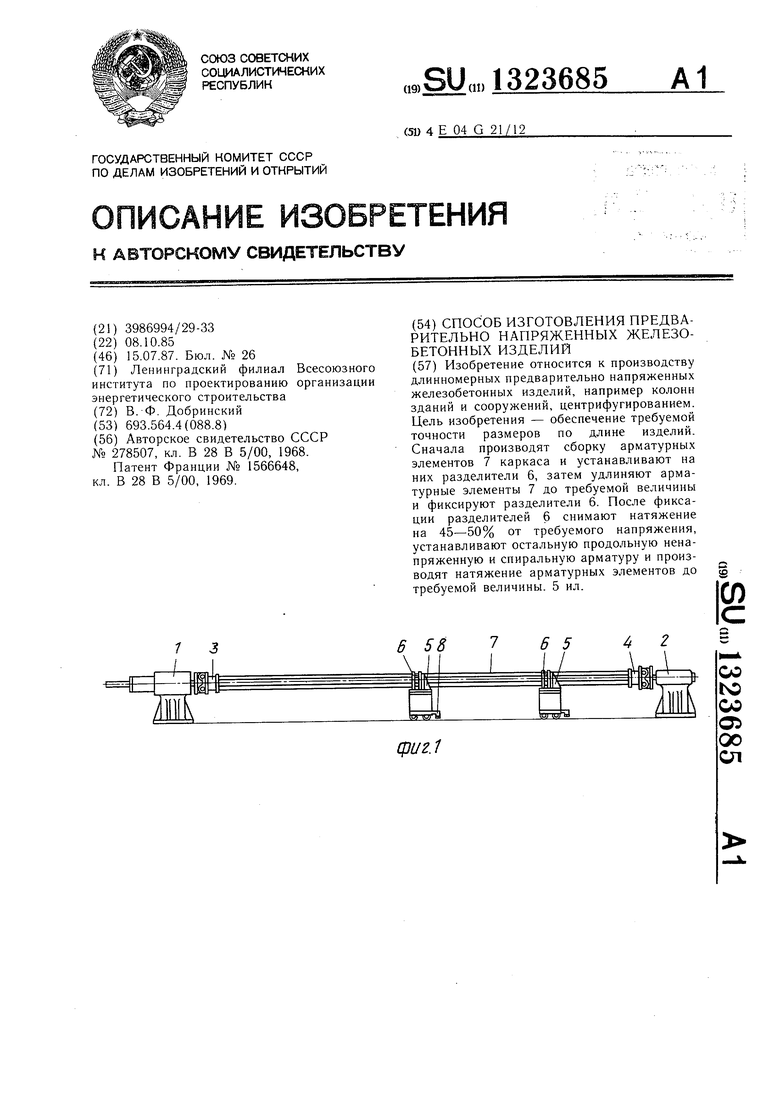
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 0 |
|
SU278507A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Патент Франции № 1566648, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
