1
Изобретение относится к стальной опалубке сборного железобетона и может найти применение в промышленности строительных материалов.
Известны формы для изготовления железобетонных изделий, включающие поддон с шарнирно укрепленными на нем бортами и проемообразователь.
Недостатком известных форм является их сложность.
С целью повышения степени автоматизации обслуживания формы под поддоном шарнирно установлен прижим в виде Г-образного рычага, шарнирно связанного посредством тяги с одним из бортов, а в направляющем штыре образована кольцевая проточка для взаимодействия с рычагом.
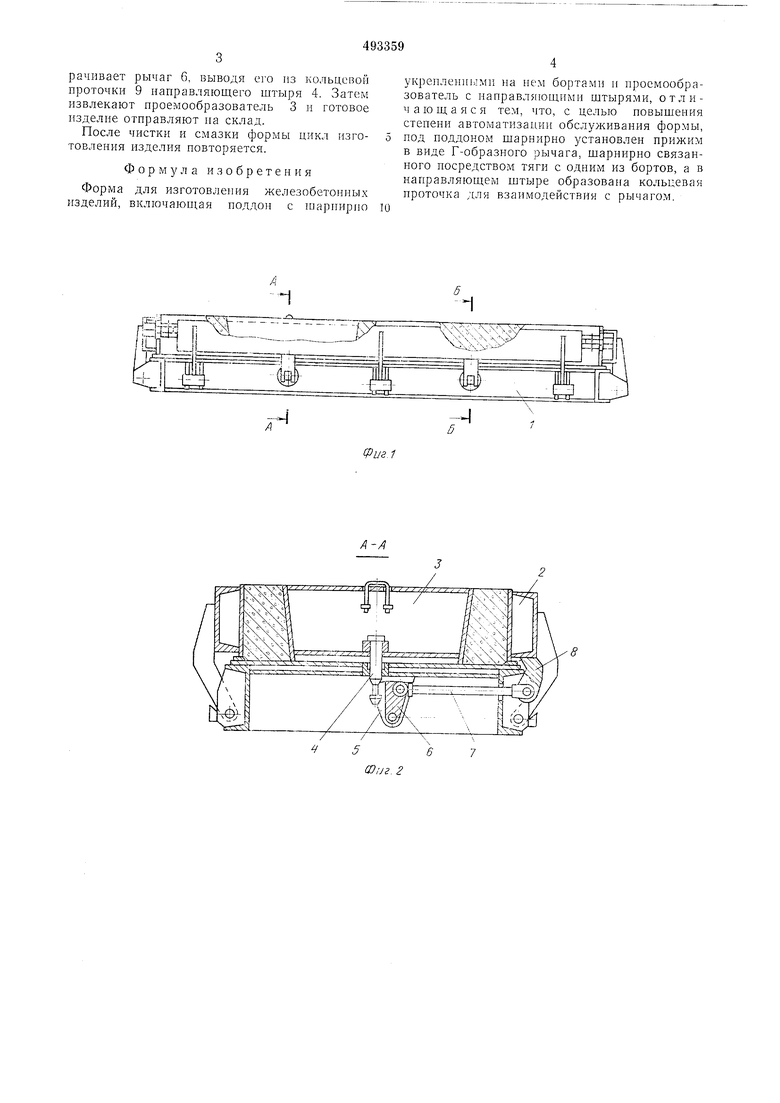
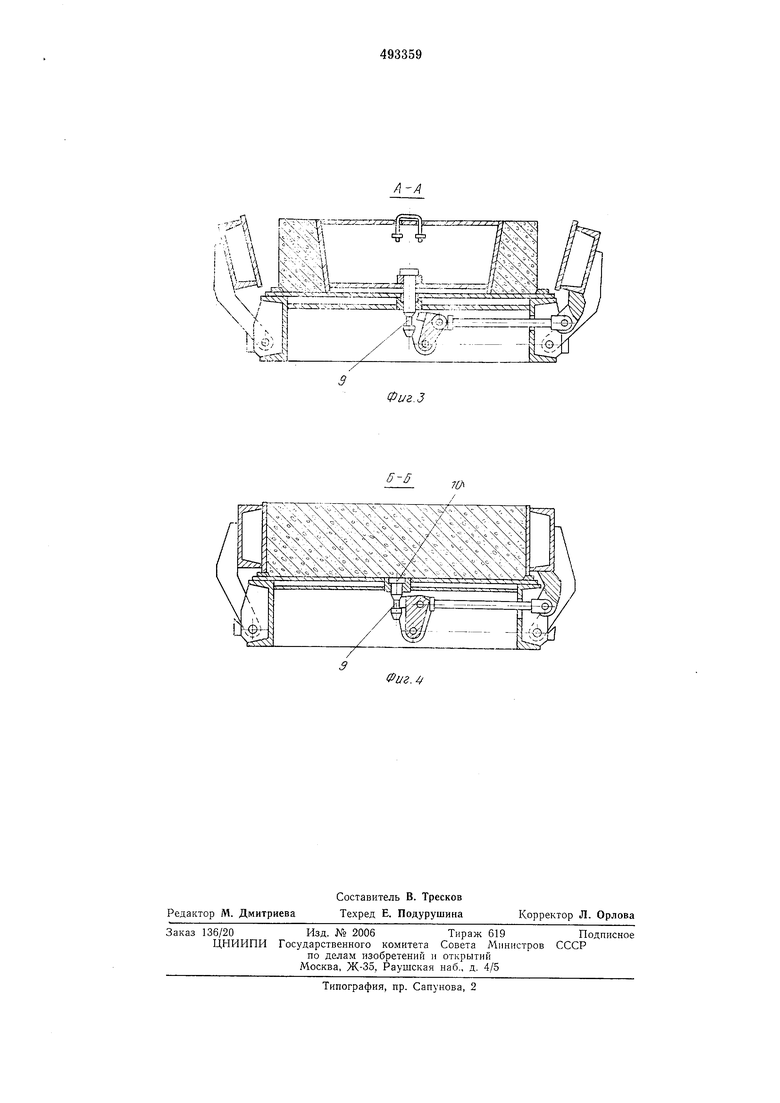
На фиг. 1 изображена предлагаемая форма, общий вид; на фиг. 2 показан разрез по А-А на фиг. 1 (ироемообразователь зафиксирован); на фиг. 3 - то же (проемообразователь освобожден); на фиг. 4 - разрез по Б- Б на фиг. 1.
Форма для изготовления железобетонных изделий включает в себя поддон 1 с шарнирно закрепленными на нем бортами 2 и ироемообразователь 3 с направляющими штырями 4.
На поддоне 1 в его нижней части жестко закреплен кронштейн 5, на котором шарнирно смонтирован прижим в виде Г-образного рычага 6, шарнирно связанного посредством тяги 7 с кронштейном 8, закрепленным на одном из бортов 2.
На направляющем штыре 4 образована кольцевая проточка 9, в 1СОТОРУЮ входит своим выступом Г-образный рычаг 6, фиксируя таким образом проемообразователь 3 в проектном положении.
При перестановке проемообразователя 3 на другое место либо ири формовании изделия без проема отверстие закрывается заглушкой 10, фиксируемой рычагом 6.
Форма работает следующим образом.
После чистки и смазки формы на поддоне 1 устанавливают проемообразователь 3, направляющие штыри 4 которого входят в соогзетствуюшие отверстия на поддоне. После этого закрывают борта 2, при этом тяга 7 перемещается и иоворачивает Г-образный рычаг 6, который своим выступом входит в кольцевую проточку 9 направляющего штыря 4. Контактируя с буртиком последнего, рычаг 6 ирижимает проемообразователь 3 к поддону.
Затем в форму загружают бетонную смесь, уплотняют ее, и отформованное изделие поступает в камеру тепловой обработки. При расиалубке изделия сначала открывают борта 2, при этом тяга 7 перемещается и новорачивает рычаг б, выводя его из кольцевой проточки 9 направляющего штыря 4. Затем извлекают проемообразователь 3 и готовое изделие отправляют па склад.
После чистки и смазки формы цикл изготовления изделия повторяется.
Ф о р м 3 л а и 3 о б р е т е и и я
Форма для изготовления железобетонных изделий, в слючаюн,ая поддон с шариирно
укреплениими на нем бортами и нроемообразователь с иаправляющими штырями, отличающаяся тем, что, с целью повышения степени автоматизации обслуживания формы, под поддоном шарнирно установлен прижим в виде Г-образного рычага, шарнирно связанного посредством тяги с одним из бортов, а в направлягощем штыре образована кольцевая проточка для взаимодействия с рычагом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железо-бЕТОННыХ издЕлий | 1979 |
|
SU806414A2 |
| Форма для изготовления железобетонных изделий | 1978 |
|
SU688335A2 |
| Форма для изготовления железо-бЕТОННыХ издЕлий | 1978 |
|
SU806417A1 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1098794A1 |
| Форма для изготовления железобетонных изделий | 1978 |
|
SU700337A1 |
| Форма для изготовления железобетонных изделий | 1981 |
|
SU982931A2 |
| Форма для изготовления объемных блоков из бетонных смесей | 1988 |
|
SU1544577A1 |
| Устройство для крепления проемообразователя к форме | 1982 |
|
SU1047696A1 |
| Устройство для изготовления железобетонных изделий | 1977 |
|
SU710802A1 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1114555A1 |
Б-5
