{54} ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ
ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железобетонных изделий | 1978 |
|
SU688335A2 |
| Форма для изготовления железо-бЕТОННыХ издЕлий | 1978 |
|
SU806417A1 |
| Форма для изготовления железобетонных изделий | 1974 |
|
SU493359A1 |
| Форма для изготовления железобетонных изделий | 1981 |
|
SU982931A2 |
| Устройство для крепления проемообразователя к форме | 1982 |
|
SU1047696A1 |
| Форма для изготовления железобетонных изделий | 1981 |
|
SU977174A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2101170C1 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1114555A1 |
| Форма для изготовления изделий из бетонных смесей со строповочными петлями | 1983 |
|
SU1142295A1 |
| ПРОЕМООБРАЗОВАТЕЛЬ | 2008 |
|
RU2385394C1 |
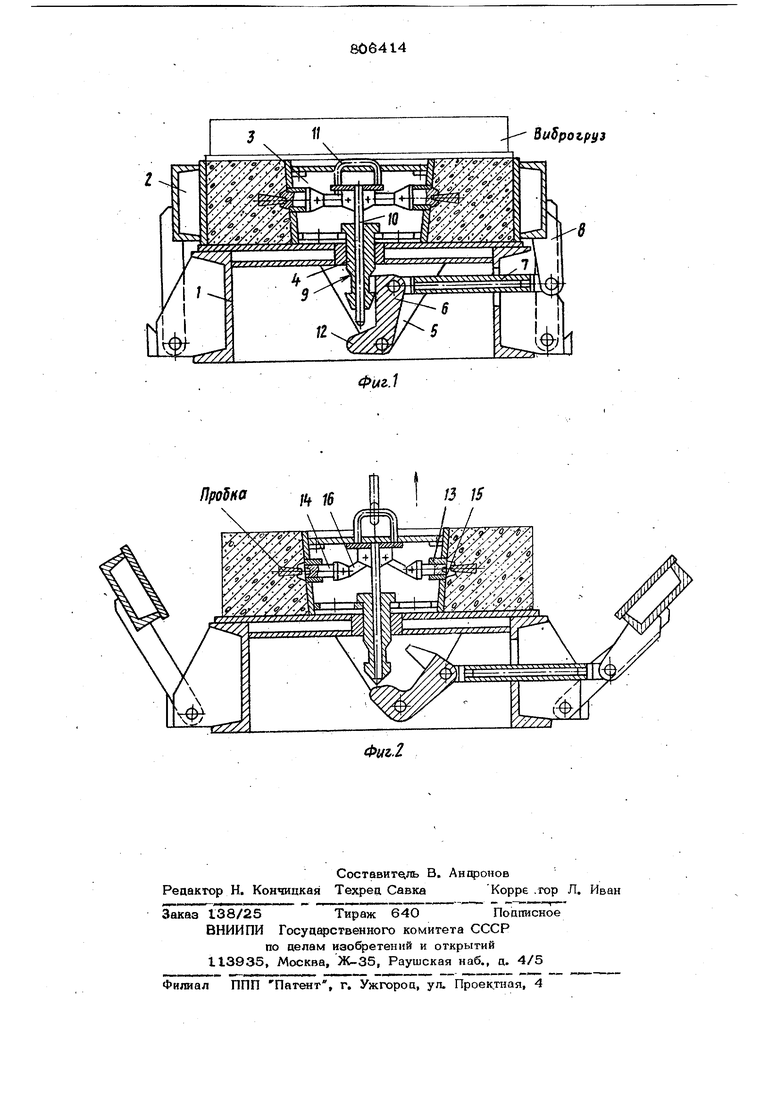
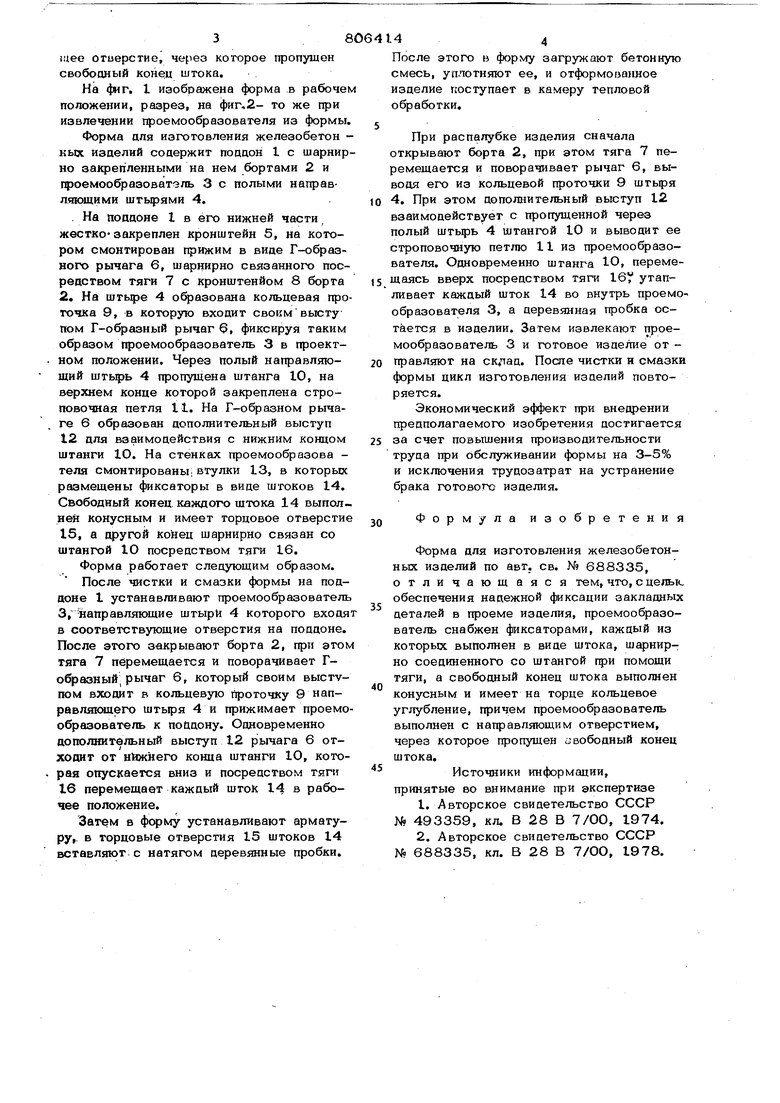
Изобретение относится к области изготовления железобетонных изделий,с про емами и может найти применение в промьпиленности строительных материалов. Известна форма для изготовления железобетонных изделий, включающая поддо с шарнирно укрепленными на нем бортами и проемообразователь с направляоошими штырями, причем под поддоном шарнирно установлен фижим в виде Гг-образного .рычага, шаряирно связанного посредством тяги с одним из бортов, а в направляющем штыре образована кольцевая проточка, для взанмодействия с рычагом |lj Однако конструкция такой формы недостаточно удобна в обслуживании. По основному авт. св. М 688335 известна содержащая поддон с шар нирно укрепленными на нем бортами и проемообразователь с направляющими штырями, причем под поддоном шарнирно установлен прижим в виде Г оф 0ного рычага, шарнирно связанного посрепство тяги с owHM из бортов, а в направляютем-штыре образована кольцевая проточка для взаимоцействия с рычагом. Для повышения удобства обслуживания выполнен полым, а проемообразо ватель снабжен штангой с закрепленной на ее верхнем конце строповочной петлей, причем шланга пропущена через полость штыря, а на Г-образном рычаге смонтирован ;цополнительный выступ для взаимодействия с нижним концом штанги . Однако конструкция такой ( не обеспечивает надежной фиксации заклад ных деталей в приеме изделия. Цель изобретения-обеспе ение надежной ({иксации закладных деталей в проеме изделия. Поставленная цель достигается тем, что проемообразователь снабжен фиксатотрами, каждый из которых выполнен в ви де штока, шарнирно соединенного со штангой при помощи тяги, а свободный конец штока выполнен конусным и имеет на торце кольцевое углубление, причем в станке проемообразователя образовано направляюiuee огиерстие, через которое гфопущен свобооный конец шгока. На фиг. 1 изображена форма в рабоче положении, разрез, на фиг,2- то же при извлечении проемообразователя из формы Форма для изготовления железобетон кых изпелий содержит поддон t с шарнир но закрепленными на нем бортами 2 и проемообразоватэль 3 с полыми направляющими штырями 4. На поддоне I в его нижней части жестко-закреплен кронштейн 5, на котором смонтирован сфижим в виде Г-образного рычага 6, шарнирно связанного посредством тяги 7 с кронштенйом 8 борта 2. На 4 офазована кольцевая про точка 9, в которую входит своим высту ttoM Г-образный рычаг Q, фиксируя таким образом проемообразователь 3 в проектном положении. Через полый направл5пощий штьфь 4 пропущена штанга 10, на верхнем конце которой закреплена строповочная петля 11. На Г-образном рычаге 6 образован дополнительный выступ 12 для взаимодействия с нижним концом штанги 10. На стенКах проемообразова теля смонтированы втулки 13, в которых размещены фиксаторы в виде штоков 14. Свободный конец каждого штока 14 выполнен конусным и имеет торцовое отверстие 15, а другой конец шарнирно связан со штангой 10 посредством тяги 16. Форма работает следующим образом. После чистки и смазки формы на поддоне 1 устанавливают проемообразователь 3,-направляющие штыри 4 которого входя в соответствующие отверстия на поддоне. После этого закрывают борта 2, при этом тяга 7 перемещается и поворачивает Гобразный рычаг 6, который своим ВЫСТУПОМ входит в кольцевую Проточку 9 направлякщего штьфя 4 и прижимает проемо образователь к поддону. Одновременно дополнительный выступ 12 рычага 6 отходит от нижнего конца штанги 10, которая опускается вниз и посредством тяги 16 перемещает каждый шток 14 в рабочее положение. Затем в форму устанавливают арматуру, в торцовые отверстия 15 штоков 14 вставляют с натягом деревянные пробки. 44 После этого в форму загружают бетонную смесь, уплотняют ее, и отформованное изделие поступает в камеру тепловой обработки. При распалубке изделия сначала открывают борта 2, при этом тяга 7 перемещается и поворачивает рычаг 6, выводя его из кольцевой проточки 9 штыря 4. При этом дополнительный выступ 12 взаимодействует с пропущенной через полый штырь 4 штангой 10 и выводит ее строповочную петлю 11 из проемообразователя. Одновременно штанга Ю, перемещаясь вверх посредством тяги 16 утапливает каждый шток 14 во внутрь проемообразователя 3, а деревянная пробка остается в изделии. Затем извлекают проемообразователь 3 и готовое изделие от правляют на ск,пад. После чистки и смазки формы цикл изготовления изделий повторяется. Экономический эффект при внедрении предполагаемого изобретения достигается за счет повышения производительности труда при обслуживании формы на 3-5% и исключения трудозатрат на устранение брака готового изделия. зобретения Формул Форма для изготовления железобетонных изделий по авт. св. № 688335, отличающаяся тем, что, с целые обеспечения надежной фиксации закладных деталей в проеме изделия, проемообразователь снабжен фиксаторами, каждый из которых выполнен в виде штока, шарнирно соединенного со штангой при помощи тяги, а свободный конец штока выполнен конусным и имеет на торце кольцевое углубление, причем проемообразователь выполнен с направляющим отверстием, через которое пропущен авободный конец штока. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 493359, кл. В 28 В 7/00, 1974. 2.Авторское свидетельство СССР № 688335, кл. В 28 В 7/00, 1978.
Пробка
BuSpoipya
Фы1.2
